Устройство обслуживание ремонт коробки
Проверка технического состояния коробки передач. Диагностическим параметром для коробок передач является суммарный угловой люфт в кинематической цепи от ведущего до ведомого вала, замеряемый люфтомером. Люфт увеличивается вследствие изнашивания деталей коробки передач и увеличения зазоров в сопряжениях.
В неисправной коробке передач при работе и переключении возникают повышенный шум, самопроизвольное выключение или затрудненное включение передач, чрезмерный нагрев и вибрации.
Повышенный шум вызывается износом шестерен, подшипников и синхронизаторов, увеличением осевого зазора ведущего и ведомого валов, недостаточным количеством или загрязнением масла.
Рекламные предложения на основе ваших интересов:
Самопроизвольное выключение передач происходит при износе зубьев шестерен, потере упругости пружин фиксаторов, износе блокирующих колец синхронизатора или поломке его пружины.
Затрудненное переключение передач вызывается износом подшипников и шлицевых соединений, деформацией рычага или вилок привода переключения передач.
Перегрев коробки передач возникает из-за недостаточного уровня масла, износа сальников, ослабления крепления крышек картера коробки передач или разрушения подшипников.
Техническое обслуживание коробок передач. При ЕО проверяют работу коробки передач при движении.
При ТО-1 проверяют уровень масла, крепление коробки передач и ее работу после обслуживания.
При ТО-2 дополнительно к работам, выполняемым при ТО-1, проверяют крепление крышки подшипников ведомого и промежуточных валов, доливают или заменяют масло (по графику смазки).
Разборка коробок передач. Из картера вывер.
тывают болты крепления к нему крышки и снимают крышку в сборе с механизмом передач и прокладку.
Вывернув из картера болты крепления крышки подшипника ведущего вала, снимают крышку и прокладку. Из гнезда картера съемником выпрессовывают шарикоподшипник вместе с ведущим валом.
Раскернив гайку крепления фланца ведомого вала, отвертывают ее, снимают шайбу и фланец. Затем вывертывают из крышки заднего подшипника ведомого вала штуцер и вынимают ведомую шестерню привода спидометра. Отсоединив крышку от картера, снимают ее с сальником, а также ведущую шестерню привода спидометра.
Из картера извлекают ведомый вал вместе с шарикоподшипником и упорным кольцом. Снимают с вала синхронизатор, шестерню третьей передачи с распорной втулкой, упорную шайбу, шестерни второй и первой передач.
Вывернув из картера болты крепления крышки заднего подшипника промежуточного вала, снимают крышку и прокладку.
Восстановление картеров коробок передач. Основными дефектами картеров являются обломы и трещины, износы отверстий под подшипники и шейки оси блока шестерен заднего хода, а также износ внутренней торцовой поверхности бобышек под блок шестерен заднего хода.
Если обломы не захватывают тела картера или обломано только одно ушко, места обломов наплавляют. Трещины, не проходящие через отверстия под подшипники и ось блока шестерен заднего хода, заваривают дуговой сваркой. При других видах пробоин, обломов или трещин картер бракуют.
Изношенные отверстия под подшипники восстанавливают вневанным железнением, гальваническим натиранием или постановкой ДРД с буртиком. Соосные отверстия предварительно растачивают борштангой (с одной установки), после наращивания одним из указанных способов вновь растачивают борштангой под размер рабочего чертежа. Аналогично восстанавливают отверстия оси заднего хода.
Изношенные торцовые поверхности бобышек под блок шестерен заднего хода фрезеруют. Увеличение размера а компенсируют постановкой шайб или эпоксидными составами.
Восстановление валов коробок передач. Основные дефекты валов: износы посадочных шеек и шлицев по толщине, износы и выкрошивание рабочей поверхности зубьев, обломы и отколы.
Изношенные посадочные шейки восстанавливают вибродуговой наплавкой, хромированием или железнением с последующим шлифованием под размер рабочего чертежа.
п износе зубьев по толщине более предельного и при выкроши-ии рабочей поверхности зубьев деталь бракуют.
Перед установкой подшипников на валы проверяют размеры, геометрическую форму и состояние сопрягаемых поверхностей. Подшипники промывают в керосине; после просушки беговые дорожки и шарики (ролики) покрывают чистым маслом.
Для напрессовки подшипника на шейку вала применяют стаканы, оправки и винтовые устройства. Это обеспечивает равномерную посадку подшипника на шейке вала, предотвращает перекосы при установке и предохраняет подшипник от повреждений, обычно неизбежных при нанесении ударов мрлотком непосредственно по кольцам подшипника. Если при напрессовке подшипника обнаруживается заедание, это означает, что посадочное место вала искажено или имеется перекос подшипника относительно оси вала.
Для ускорения сборки шариковые и роликовые подшипники больших размеров, монтируемые со значительным натягом, предварительно нагревают в масле до 80—100 °С и в горячем состоянии свободно насаживают на вал. Перед запрессовкой наружного кольца подшипника нагревают корпус.
Плотность прилегания подшипника к буртику вала проверяют щупом. Если обнаруживают зазор, подшипник демонтируют и устраняют причины, мешающие правильной его посадке (например, большая галтель вала, нарушение геометрической формы).
Шестерню напрессовывают на вал с нагревом (малых зубчатых колес — в масле или керосине, больших — токами высокой частоты). При напрессовке шестерен встречаются такие дефекты, как качание шестерни на шейке вала, радиальное биение по начальной окружности, торцовое биение и неплотное прилегание к упорному буртику
Для контроля радиального биения вал с шестерней устанавливают в центрах или на призмы, между зубьями шестерни помещают закаленный ролик диаметром больше высоты зуба, который вводят в соприкосновение с ножкой индикатора. Перекладывая ролик через 1—2 зуба и поворачивая вал, определяют разницу в показаниях индикатора. Величину торцового биения определяют, вводя ножку индикатора в соприкосновение с торцом шестерни и поворачивая ее на 180 Радиальное биение шестерен допускается в пределах 0,03—0,04 мм, а торцовое —0,06—0,08 мм на 100 мм диаметра шестерни. Если биение больше допустимых величин, шестерню перепрессовывают на валу, повернув на некоторый угол относительно первоначального положения.
При сборке шестерен с валами и осями в корпусе для правильного зацепления шестерен необходимо обеспечить правильное положение ведущего и ведомого валов.
Подбор и проверку шестерен на зацепление перед сборкой можно выполнять на специальном приборе или по пятну контакта поверхностей зубьев. Для определения пятна контакта зубья большей шестерни покрывают тонким слоем краски (смесь сурика с маслом, жидкие белила). После поворачивания малой шестерни на полный оборот на ее зубьях остаются отпечатки краски, по которым судят о состоянии зацепления.
Испытание коробок передач имеет целью приработку и проверку работы шестерен на всех передачах, легкость включения и отсутствие самопроизвольного их выключения. Для испытания коробок передач под нагрузкой могут применяться стенды с электрическим, механическим и гидравлическим тормозами и стенды с замкнутым силовым контуром. Последние более экономичны, так как в них нет потерь энергии на торможение.
Стенд, выполненный по схеме замкнутого силового контура, состоит из рамы, на которой установлены кронштейны для крепления испытываемой и эталонной (стендовой) коробок передач. Коробки соединены карданным валом и приводятся во вращение электродвигателем через редукторы. Замыкающий вал снабжен торсионом и закручивающим устройством с градуированным диском, показывающим степень закрутки торсиона. Закрутку торсиона осуществляют рукояткой с самотормозящим червяком. От угла закрутки торсиона зависит крутящий момент, передаваемый на шестерни коробок передач.
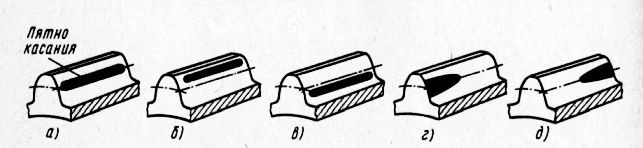
Рис. 1. Виды отпечатков (пятна касания) на зубьях колес при проверке зацепления с помощью краски:
а — правильное зацепление, б — межцентровое расстояние увеличено, в — межцентровое расстояние уменьшено, г и д — оси валов перекошены
Рис. 2. Схема стенда для приработки и испытания коробок передач под нагрузкой по замкнутому силовому контуру
Коробки испытывают в течение 20—25 мин, в том числе под нагрузкой 12—15 мин. Приработку и испытания проводят на маслах пониженной вязкости для лучшего удаления из картера механических примесей при сливе масла по окончании испытаний.
Источник
Ремонт коробки переключения передач (КПП)
Основными дефектами коробки передач являются:
- износ зубьев шестерен;
- поломка или выкрашивание зубьев;
- износ шлицев валов и шестерен;
- износ подшипников и мест их посадки;
- износ вилок, стопоров и замков;
- трещины картера.
Разборка коробки передач
Устранение отдельных дефектов коробки передач связано с ее частичной или полной разборкой. При разборке выполняют следующие основные операции:
- отъединяют компрессор (при его наличии) от картера коробки передач;
- снимают верхнюю крышку с механизмом переключения передач;
- отвертывают болты, снимают переднюю крышку и извлекают ведущий вал с подшипником;
- отвертывают заднюю крышку и извлекают ведомый вал с подшипником;
- вынимают из картера коробки шестерни ведомого вала, ось и вилку включения заднего хода;
- снимают стопорную пластину оси заднего хода и оси промежуточного вала и выбивают оси (у автомобилей ЗИС-5 и ЗИС-150 отвертывают крышки подшипников промежуточного вала);
- вынимают из картера шестерни заднего хода и промежуточный вал или блок шестерен.
Ремонт зубьев шестерен, шлицев и валов
Зубья шестерен подвергаются нормальному износу в результате трения, а ускоренному — в результате неправильного ударного переключения передач, неполного зацепления зубьев, рывков или недоброкачественной смазки. При этом зубья скалываются, выкрашиваются, а иногда и ломаются.
Состояние зубьед контролируют внешним осмотром, шаблоном или измерением толщины их штангензубомером по начальной окружности шестерни.
Зубья шестерен, имеющие заусенцы и небольшую выработку, зачищают абразивными брусками (оселком). Шестерни, имеющие выкрошенные или сломанные зубья, заменяют новыми. Для получения правильного зацепления зубьев необходимо сопряженные шестерни (пару) заменять одновременно. Замена одной шестерни допускается при постановке не новой, а уже работавшей шестерни, которая но своему износу может быть допущена к дальнейшей эксплуатации.
При необходимости изношенные и выкрошенные зубья можно восстановить наплавкой металла с последующей термической и механической обработкой. Наплавку зубьев газовой сваркой производят сормайтом № 2 (твердый сплав) или стержнями, изготовленными из выбракованных шатунных болтов и клапанных пружин.
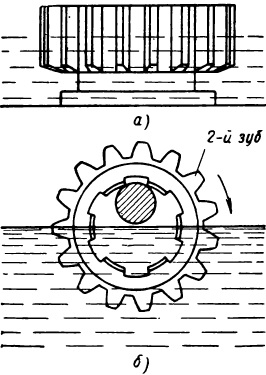
Рис. Установка шестерен при наплавке зубьев:
а — при наплавке торцевой поверхности; б — при наплавке боковой поверхности.
При наплавке торцевой поверхности зубьев производят следующие операции:
- Устанавливают шестерню в ванну с водой так, чтобы зубья были погружены в воду на 1/3—1/2 своей длины (рис. а).
- Нагревают поверхность зуба ацетилено-кислородной горелкой до потения (не доводя металл до плавления), наносят флюс (буру) и каплями наносят сормайт до заполнения изношенной части зуба. После наплавки всех изношенных поверхностей шестерню оставляют в ванне до остывания. При наплавке стержнями из шатунных болтов и клапанных пружин зубья закаливают путем опускания шестерни в ванну. Зачищают наплавленные зубья абразивным бруском.
- При наплавке боковой поверхности зубьев шестерню помещают в ванну с водой на стержне вертикально (рис. б) и наплавляют второй зуб, считая от поверхности воды. Когда наплавленный зуб остынет до вишневого цвета, его погружают в воду поворотом шестерни, затем наплавляют следующий зуб и т.д.
По окончании наплавки всех зубьев их зачищают. Изношенные шлицы шестерен ремонтируют редко, так как шестерни выбраковываются обычно ранее из-за износа зубьев. Шлицы можно ремонтировать также наплавкой металла. Изношенные шлицы на валах иногда восстанавливают раздачей с последующей механической обработкой. Помимо износа шлицев, валы коробки передач могут иметь погнутость и изношенные места посадки шариковых и роликовых подшипников.
Вал проверяют на биение индикатором в центрах токарного станка.
Погнутый вал выправляют без нагрева под прессом.
Изношенные места посадки подшипников на валах восстанавливают наплавкой металла сваркой, хромированием, металлизацией или протачиванием шеек с последующей напрессовкой стальных втулок.
Ремонт механизма переключения передач
Дефектами деталей механизма переключения передач являются:
- погнутость или износ вилок;
- износ ползунов;
- износ замков и стопоров;
- износ рычага переключения передач.
Эти дефекты вызывают самопроизвольное выключение передач, одновременное включение двух передач, неполное зацепление шестерен и выход рычага из гнезда вилок.
При разборке механизма переключения коробки передач необходимо:
- расшплинтовать и вывернуть болты крепления вилок;
- вынуть ползун первой и второй передач, а также замок и стопор (остальные ползуны должны находиться в нейтральном положении);
- удалить ползун заднего хода, стопор и замок;
- вынуть ползун третьей и четвертой передач и его стопор;
- отвернуть колпак или стопорный болт крышки и вынуть рычаг с пружиной вверх (автомобиль ГАЗ-51) или вниз (автомобиль ЗИС-150).
Погнутость вилки определяют на проверочной плите, а правят ее в холодном состоянии под прессом. После правки и вторичной проверки вилку тщательно осматривают и при обнаружении трещин заменяют новой.
Изношенные щечки вилки (охватывающие каретку шестерни) и гнездо для шарового конца рычага переключения передач восстанавливают, наплавляя металл сваркой. Наплавленные места обрабатывают на фрезерном станке.
Изношенные выемки на ползунах под стопоры и замки исправляют абразивным бруском. При этом необходимо следить, чтобы не был смещен центр выемки.
Изношенные шарики стопоров и замков, а также ослабевшие пружины заменяют.
Сборка и испытание коробки передач
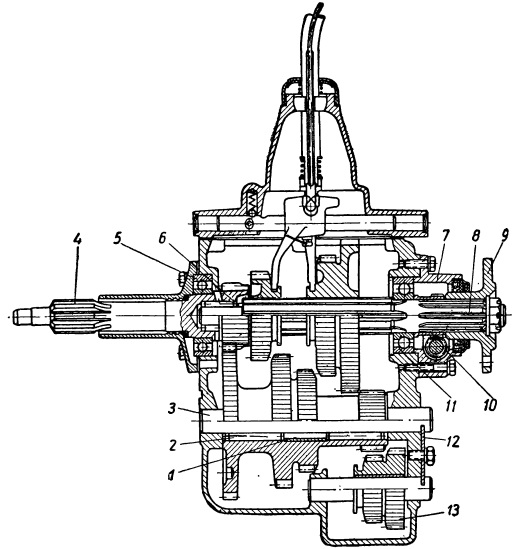
Рис. Коробка передач автомобиля ГАЗ-51:
1 — распорная втулка; 2 и 6 — роликовый цилиндрический подшипник; 3 — ось блока шестерен; 4 — ведущий вал; 5 — крышка подшипника ведущего вала; 7 — задняя крышка ведомого вала; 3 — ведомый вал; 9 — фланец; 10 — шестерня спидометра; 11 — шариковый подшипник; 12 — стопорная пластинка; 13 — каретка с шестернями заднего хода.
При сборке четырехступенчатой коробки передач (автомобиль ГАЗ-51) необходимо:
- опустить в картер коробки каретку с шестернями заднего хода 13 и вставить ее ось;
- установить в блок шестерен роликовый цилиндрический подшипник 2, распорную втулку 1 и второй роликовый цилиндрический подшипник;
- опустить блок шестерен в картер, пропустить ось 3 блока шестерен и закрепить ее стопорной пластинкой 12 вместе с осью заднего хода;
- на ведущий вал 4 напрессовать шариковый подшипник и закрепить его стопорным кольцом;
- вставить в гнездо картера упорное кольцо подшипника и установить ведущий вал;
- надеть на ведущий вал крышку 5 подшипника с прокладкой и привернуть ее болтами к картеру;
- установить в выточку ведущего вала роликовый цилиндрический подшипник 6 и вставить ведомый вал 8, на передний конец которого надеть упорное кольцо, а на задний — упорное кольцо, маслоотражатель, шариковый подшипник 11 и шестерню спидометра 10; при установке ведомого вала одновременно следует надевать на него каретки с шестернями первой и второй, третьей и четвертой передач;
- установить прокладку и привернуть заднюю крышку 7 ведомого вала;
- собрать механизм переключения передач (в обратной последовательности разборки), установить крышку с прокладкой на картер, вводя вилки в соответствующие каретки шестерен, и привернуть ее болтами к картеру.

Рис. Коробка передач автомобиля ЗИС-150:
1 — люк шестерни отбора мощности; 2 и 7 — гайки; 3 — упорная шайба; 4 и 6 — замочные шайбы; 5 — шестерня отбора мощности; 8 — шестерня четвертой передачи; 9 — муфта легкого включения четвертой и пятой передач; 10 — шестерня пятой передачи; 11 — шестерня третьей передачи; 12 — шестерня второй передачи с внутренними зубьями для третьей передачи; 13 — шестерня первой передачи и заднего хода; 14 — упорное кольцо шарикоподшипника; 15 — шестерня спидометра; 16 — роликовые цилиндрические подшипники; 17 — блок шестерен заднего хода; 18 — люк блока шестерен заднего хода.
При сборке пятиступенчатой коробки передач автомобиля ЗИС-150 надо:
- установить в пазы промежуточного вала шпонки и напрессовать шестерни третьей и пятой передач, шестерню для коробки отбора мощности и шестерню постоянного зацепления с ведущим валом (шестерни первой, второй передач и заднего хода откованы с валом);
- на передний конец промежуточного вала надеть упорную шайбу 3, роликовый цилиндрический подшипник, замочную шайбу 4, завернуть гайку 2 и отогнуть шайбу на гайку;
- установить в картер наружное кольцо роликового подшипника;
- опустить промежуточный вал в картер, на задний конец напрессовать шариковый подшипник с упорным кольцом, надеть замочную шайбу, завинтить гайку и отогнуть на нее шайбу;
- приподнять промежуточный вал, установить его в гнезда картера и привернуть крышки с прокладками;
- установить в блок шестерен заднего хода 17 два роликовых цилиндрических подшипника 16, вставить блок с левой стороны через люк 18 в картер большей шестерней вперед и пропустить ось, которую закрепить стопорной пластиной с болтом; привернуть крышку люка;
- напрессовать на задний конец ведомого вала шариковый подшипник с упорным кольцом 14 и шестерню спидометра 15;
- опустить в картер коробки шестерню первой передачи и заднего хода 13, второй и третьей передач 12 и пропустить через них ведомый вал; затем на вал надеть упорную шайбу, шестерню третьей передачи 11 (постоянного зацепления) венчиком назад, вставить в нее ролики (42 шт.), надеть упорную шайбу, шестерню пятой передачи 10 с бронзовой втулкой, зубчатую ступицу, муфту легкого включения 9, замочную шайбу 6, завернуть гайку 7 и отогнуть на нее шайбу. На переднюю шейку вала надеть упорное кольцо и роликовый цилиндрический подшипник;
- напрессовать на ведущий вал шариковый подшипник с упорным кольцом, надеть замочную шайбу, завернуть гайку и отогнуть на нее шайбу;
- вставить ведущий вал в гнездо картера, надеть крышку подшипника с прокладкой и привинтить ее болтами;
- вставить ведомый вал в выточку ведущего вала и привинтить болтами заднюю крышку с прокладкой;
- собрать механизм переключения передач, установить крышку с прокладкой на картер коробки, ввести вилки в каретки шестерен и привернуть крышку болтами.
Обкатка коробки передач
После ремонта деталей и сборки коробки передач ее обкатывают на стенде для приработки деталей и для определения легкости переключения шестерен, отсутствия шума, стуков, нагрева и течи масла.
Порядок обкатки следующий:
- Устанавливают коробку передач на стенд, сообщают ведущему валу 1200—1500 оборотов в минуту и переключают передачи, работая на каждой передаче 2—3 мин.
- Заливают в картер коробки передач масло до нормального уровня и проверяют работу коробки на всех передачах с нагрузкой в течение 30—40 мин.
- После устранения выявленных дефектов заменяют смазку и промывают картер керосином.
Источник