- ОРГАНИЗАЦИЯ РАБОТЫ УЧАСТКА ПО РЕМОНТУ БУКСОВЫХ УЗЛОВ (ДЕМОНТАЖНОЕ И МОНТАЖНОЕ ОТДЕЛЕНИЕ)
- Фрагмент работы с оформлением в формате PDF можно посмотреть ЗДЕСЬ
- ОРГАНИЗАЦИЯ РАБОТЫ УЧАСТКА ПО РЕМОНТУ БУКСОВЫХ УЗЛОВ. РЕМОНТНО- КОМПЛЕКТОВОЧНОЕ ОТДЕЛЕНИЕ ПО РЕМОНТУ РОЛИКОВЫХ ПОДШИПНИКОВ
- Фрагмент работы с оформлением в формате PDF можно посмотреть ЗДЕСЬ
- Ремонт букс колесных пар

ОРГАНИЗАЦИЯ РАБОТЫ УЧАСТКА
ПО РЕМОНТУ БУКСОВЫХ УЗЛОВ (ДЕМОНТАЖНОЕ И МОНТАЖНОЕ ОТДЕЛЕНИЕ)
ВВЕДЕНИЕ
Буксовые узлы обеспечивают передачу нагрузки от кузова вагона на шейки осей и ограничивают продольные и поперечные перемещения колесной пары относительно тележки. Вместе с колёсными парами они являются наиболее ответственными элементами ходовых частей вагона.
Буксовый узел неподрессорен и жестко воспринимает динамические нагрузки от рельсового пути, возникающие при движении вагона. Кроме постоянно действующих нагрузок от массы брутто, буксовый узел испытывает значительные удары при прохождении колёс по стыкам рельсов, от толчков во время торможения поезда или наезда колёс на башмак при роспуске вагонов с горки, от действия центробежной силы при прохождении кривых участков пути и др.
Буксовые узлы отечественных вагонов и современных конструкций зарубежных вагонов оборудованы подшипниками качения. Это обусловлено тем, что роликовые подшипники обеспечивают реализацию высоких скоростей движения и осевых нагрузок, а так же более надёжны и экономичны в эксплуатации.
От исправного состояния буксовых узлов в большей степени зависит безопасность движения поездов. Буксовый узел требует высокой квалификации и точности выполнения работ по ремонту деталей и монтажу.
Основными неисправностями буксовых узлов на подшипниках качения являются износы и изломы сепараторов, разрушение деталей крепления подшипников, обводнение смазки, ослабление натяга внутренних и лабиринтных колец, изломы и разрывы внутренних и упорных колец подшипников. Износ и разрушение сепараторов, как правило, происходят из-за обводнения или недостаточного количества смазки в подшипниках, а так же из-за механических повреждений сепараторов, не выявленных при полной ревизии буксы. Необходимо производить вихретоковый контроль сепараторов, обращая внимание на состояние мест перехода от перемычек к основанию. Причинами попадания влаги в смазку являются неправильное её хранение и нарушение технических требований к монтажу буксы.
Основная причина разрушения торцевого крепления подшипников на шейке оси — нарушение требований монтажа букс: завышение зазоров между кольцами, неправильный подбор и установка гайки M110. Следует тщательно контролировать состояние резьбы гаек и шеек осей.
Проворот колец происходит из-за нарушения температурных режимов при монтаже букс, применение несовершенных измерительных приборов и инструментов или неправильной их настройки. Допускаемая разница температур измеряемых деталей и инструмента — не более 3°С. Работы по хранению, подбору и комплектации подшипников должны выполняться в чистых, сухих, светлых и изолированных помещениях с температурой 18±2°С и относительной влажностью не более 60%.
Все неисправности приводят к повышенному нагреву букс. Но в начальной стадии дефекты могут не вызывать повышенного нагрева, однако создавая при этом аварийные ситуации. Для исключения возможности возникновения аварийных ситуации предусмотрена система технического обслуживания и ремонта букс.
ОСНОВНЫЕ СВЕДЕНИЯ О РЕМОНТЕ
1.1 Краткая характеристика буксового узла
Буксовый узел современного отечественного вагона — это буксовый узел с цилиндрическими роликовыми подшипниками на горячей посадке, которыми оснащаются все типы пассажирских и грузовых вагонов.
Типовые буксовые узлы грузовых вагонов (рисунок 1.1) состоят из корпуса 3, двух цилиндрических подшипников — переднего 4 и заднего 5, крепительной 2 и смотровой 1 крышек, лабиринтного кольца 6 и элементов торцевого крепления подшипников. Между корпусом и крепительной крышкой устанавливается уплотнительное кольцо 10, а между смотровой и крепительной крышками — резиновая прокладка.
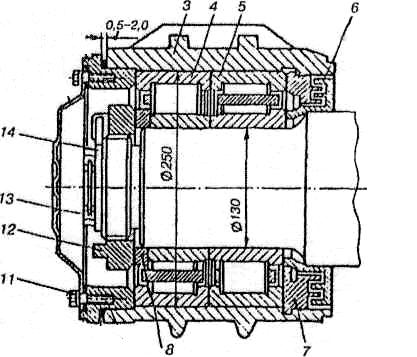
Рисунок 1.1— Буксовый узел грузового вагона
1 — корпус буксы; 2 — отъёмный лабиринт корпуса буксы; 3 — лабиринтное кольцо; 4 — задний подшипник; 5 — передний подшипник; 6 — торцевая гайка; 7 — крепительная крышка; 8 — болт Ml2 стопорной планки с пружинной шайбой; 9 — проволока; 10 — стопорная планка; 11 — упорное кольцо подшипника; 12 — смотровая крышка; 13 — прокладка; 14 — болт Ml2 смотровой крышки; 15 — кольцо уплотнительное.
Буксы с двумя цилиндрическими подшипниками могут иметь торцевое крепление корончатой гайкой МП 110х4 (рисунок 1.2) или тарельчатой шайбой с четырьмя болтами М20 (рисунок 1.3), или с тремя болтами М20.
Фрагмент работы с оформлением в формате PDF можно посмотреть ЗДЕСЬ
В комплект входит чертеж буксы грузового вагона на формате А1 в программе «Компас» 1) Для оси РУ1, то есть с торцовым креплением подшипников корончатой гайкой; 2) Для оси РУ1Ш, то есть с креплением подшипников тарельчатой шайбой; 3) План колесно-роликовго участка депо по ремонту грузовых вагонов. Вы можете приобрести любой из чертежей или сразу несколько.
Источник
ОРГАНИЗАЦИЯ РАБОТЫ УЧАСТКА ПО РЕМОНТУ БУКСОВЫХ УЗЛОВ.
РЕМОНТНО- КОМПЛЕКТОВОЧНОЕ ОТДЕЛЕНИЕ
ПО РЕМОНТУ РОЛИКОВЫХ ПОДШИПНИКОВ
Введение
Буксовые узлы передают нагрузки от кузова вагона на шейки осей и ограничивают перемещения колесной пары относительно тележки. Вместе с колесными парами они являются наиболее ответственными элементами ходовых частей вагона.
Буксовый узел неподрессорен и жестко воспринимает динамические нагрузки от рельсового пути, возникающие при движении вагона. Буксовый узел испытывает значительные удары при прохождении колес по стыкам рельсов, от толчков во время торможения поезда или наезда колес на башмак при роспуске вагонов с горки, от действия центробежной силы при прохождении кривых участков пути, а также действие нагрузок от массы брутто.
Буксовые узлы отечественных вагонов, а также современных конструкций зарубежных вагонов, оборудованы исключительно подшипниками качения (роликовыми подшипниками). Это обусловлено тем, что роликовые подшипники обеспечивают реализацию высоких скоростей движения и осевых нагрузок, а также более надежны и экономичны в эксплуатации.
Основными требованиями, предъявляемыми к буксовым узлам, являются: безотказность и долговечность работы, небольшая собственная масса, взаимозаменяемость и унификация деталей, простота выполнения монтажа и демонтажа узлов при ремонте и хорошая герметизация буксового узла.
От исправного состояния буксовых узлов в большей степени зависит безопасность движения поездов. Буксовый узел требует высокой квалификации и точности выполнения работ по ремонту деталей и монтажу.
1 Основные сведения о буксовых узлах
1.1 Конструкция типовых буксовых узлов
Буксы служат для передачи нагрузки на шейки осей колесных пар через рамы тележек от вагонов.
Надежная работа буксовых узлов с роликовыми подшипниками обеспечивается проведением полных и промежуточных ревизий, а также наблюдением за ними в эксплуатации.
Основным типом буксового узла является вариант размещения в буксе двух цилиндрических роликовых подшипников на горячей посадке.
В буксах пассажирских и грузовых вагонов применяются следующие виды роликовых подшипников:
- с короткими цилиндрическими роликами однорядные с однобортовым внутренним кольцом.
- с короткими цилиндрическими роликами однорядные с безбортовым внутренним кольцом и плоским упорным кольцом.
Рисунок 1.1- Буксовый узел грузового вагона
Типовой буксовый узел грузового вагона состоит из корпуса 3, двух цилиндрических подшипников — переднего 4 и заднего 5, крепительной 2 и смотровой 1 крышек, лабиринтного кольца 6 и элементов торцевого крепления подшипников, к которым относятся корончатая гайка 12, стопорная планка 14 и два болта 13, крепящие планку. Между корпусом и крепительной крышкой устанавливается уплотнительное кольцо 10, а между смотровой и крепительной крышками — резиновая прокладка.
Типовые буксовые узлы грузовых и пассажирских вагонов различаются только конструкцией корпуса буксы.
Корпус буксы предназначен для размещения элементов буксового узла и смазки. Конструкция корпуса буксы определяется схемой опирания рамы тележки на буксовый узел и различается также конструктивным оформлением лабиринтной части. В вагонах применяют корпуса букс двух типов: челюстные — без опор под рессорные комплекты, но с направляющими пазами для челюстей боковой рамы тележки — для грузовых вагонов, бесчелюстные — с опорными кронштейнами под пружины рессорных комплектов — для пассажирских вагонов. Корпуса букс могут быть цельными — когда корпус выполнен заодно с лабиринтной частью, и составными — с впрессованной лабиринтной частью. Лабиринтная часть выполнена в виде кольцевых лабиринтных канавок и располагается в задней части корпуса. В стенках передней части корпусов делают отверстия с нарезкой под болты М20 для закрепления крепительной крышки.
2.2.2 Осмотр и ремонт подшипников
Подшипники, промытые в моечной машине, подаются в ремонтно-комплектовочное отделение на стол накопления подшипников после обмывки. По истечении 8 часов после обмывки производят осмотр подшипников с целью определения пригодности подшипников к дальнейшей эксплуатации и при необходимости вида ремонта. Осмотр подшипников производится с помощью лупы при рассеянном свете. На неисправных подшипниках делается надпись об объеме ремонта.
Подшипники, не имеющие неисправностей наружных колец, роликов и сепараторов подаются на стол осмотра подшипников (рис.2.2.7), где производится разборка подшипника, с последующей подачей всех деталей на дефектоскопирование, тщательный осмотр роликов, наружных колец и сепараторов и сборка подшипника.

Рисунок 2.2.7 — Стол осмотра подшипников
Сепараторы из полиамида проверяются на приборе КС-221 (рис.2.2.8) или на специальном приспособлении на статическую прочность. Перед сборкой подшипников производить проверку гнезд полиамидных сепараторов специальным приспособлением.

Рисунок 2.2.8 — Прибор контроля полиамидных сепараторов КС-221А
Фрагмент работы с оформлением в формате PDF можно посмотреть ЗДЕСЬ
В комплект входит чертеж буксы грузового вагона на формате А1 в программе «Компас» 1) Для оси РУ1, то есть с торцовым креплением подшипников корончатой гайкой; 2) Для оси РУ1Ш, то есть с креплением подшипников тарельчатой шайбой; 3) План колесно-роликовго участка депо по ремонту грузовых вагонов. Вы можете приобрести любой из чертежей или сразу несколько.
Источник
Ремонт букс колесных пар
Износы и повреждения. Через буксовый узел на раму локомотива передаются горизонтальные (тяговые, тормозные и др.) и вертикальные нагрузки. В зависимости от конструкции буксы и места приложения вертикальных усилий возникает износ рессорных стоек в верхней части буксовой коробки, гнезд под хомуты надбуксовых листовых рессор или отверстий проушины подвески рессор в нижней части буксовой коробки. Общим для челюстных букс является износ наличников на электровозах и боковых пазов букс моторных вагонов электропоездов. Для бесчелюстных букс электровозов характерны выработка резины у поверхности валиков, проворачивание валиков в резине, ослабление шайб на валике, излом и срез штифтов, ослабление крепления поводка буксы к буксовому кронштейну.
На бесчелюстных буксах прицепных вагонов электропоездов возможен износ шпинтонов. У букс с подшипниками скольжения изнашивается задняя стенка от трения с антифрикционным диском, а у букс с подшипниками качейия происходит износ лабиринтных колец.
Общими повреждениями для,букс всех типов являются трещины, раковины и порча коррозией, а также риски, задиры, заусенцы, связанные с дефектами подшипников.
Осмотр и ревизия. Осмотр букс проводят при техническом обслуживании и текущих ремонтах. Убеждаются в целостности корпусов букс и отсутствии в них трещин. Проверяют плотность прилегания буксовых крышек и надежность их крепления, заменяют оборванные болты и при необходимости восстанавливают их крепление шплинтами. Как правило, буксы с подшипниками качения не. вскрывают, если не проводится их ревизия. Причинами снятия крышек могут служить данные о ненормальной работе буксы в виде повышенного нагрева, который проверяется рукой на ощупь и не должен превышать 70 °С, записи локомотивной бригады о ненормальной работе на линии, наличие подтёков расплавленной консистентной смазки и др.
Проверяют крепление буксовых поводков, зазоры между дном паза и валиком поводка. Смазка с резиновых частей амортизатора должна быть удалена. Через один ТР-1 осматривают буксу с приводом скоростемера. При этом разжиженную смазку удаляют и добавляют свежую. На электровозах восстанавливают правильное положение колесных пар и букс в тележках, зазоры и разбеги, которые нарушаются в течение межремонтного пробега вследствие износа узлов и деталей. С этой целью поперечные разбеги колесных пар и зазоры между буксами и буксовыми направляющими, близкие к браковочным и не обеспечивающие работу до следующего планового ремонта в пределах норм допусков, должны быть уменьшены. При этом должны быть обеспечены параллельность осей колесных пар в тележке и перпендикулярность их к продольной оси тележки. Разность расстояний между центрами смежных осей по правой и левой стороне тележки, а также отклонение их от перпендикулярного положения, измеренное по концам оси с учетом продольного разбега букс, не должны превышать 3 мм.
Бандажи колесных пар должны быть расположены симметрично относительно продольной оси тележки. Разность расстояний от внутренних граней бандажей колесной пары до боковин тележки за вычетом поперечного разбега каждой стороны не должна превышать 3 мм.
Для проверки симметричности расположения колесной пары в тележке измеряют расстояние А (рис. 2.9) между внутренней гранью бандажа и внутренней поверхностью боковины рамы тележки с обеих сторон колесной пары.
Для измерений применяют специальный шаблон или штангенциркуль.
Общий (суммарный) поперечный разбег колесной пары, т. е. разбег, перпендикулярный продольной оси тележки, для осей электровозов различных серий должен быть в пределах 2— 18 мм. Его определяют путем суммирования зазоров б и б’ левой и правой стороны (рис. 2.10), измеренных между задними наличниками букс и боксовыми направляющими. Продольный относительно оси тележки разбег колесных пар определяется суммой зазоров между буксой и буксовыми направляющими с обеих ее сторон а„ и а3 (рис. 2.11). Этот разбег при выпуске из ТР-3 должен быть в пределах 0,3 — 4,0 мм.
Отклонение центра оси колесной пары от оси буксового выреза с учетом продольного разбега букс проверяют измерением расстояния Б„ и Б3 от центра оси до центров контрольных знаков (реперов) на раме тележки специальным шаблоном. Параллельность осей колесных ‘ пар проверяют измерением расстояний Ь между центрами осей смежных колесных пар специальным шаблоном. Разность этих расстояний, измеренных с правой и левой стороны тележки, с учетом продольного разбега определяет непа-раллельность осей (рис. 2.12).

Рис. 2.9. Измерение поперечного смещения колесной пары в брусковой раме
Рис. 2.10. Измерение поперечного разбега колесной пары электровоза
Рис. 2.11. Определение продольного разбега буксы и отклонения центра оси колесной пары от оси буксового выреза
Рис. 2.12. Проверка параллельности осей колесных пар в тележке
Поперечные и продольные разбеги при роликовых буксах регулируют заменой наличников на буксовых направляющих, не снимая букс. Для этого достаточно снять подбуксовую струнку, затем одну или две буксовые направляющие и сменить наличники. На электровозах ВЛ8 и ВЛ23, не имеющих съемных направляющих, для смены наличников приходится выкатывать колесно-моторный блок с помощью скато-подъемника. Наличники букс и буксовых направляющих, имеющих толщину менее 2,5 мм, должны быть сменены. Если вследстрие перекоса буксы возник неравномерный износ наличников, .то их меняют независимо от толщины, а перекос буксы и подрессорной стойки устраняют. После смены наличников щупом проверяют зазоры между задними буртами буксы и буксовыми направляющими.
Ревизии букс бывают промежуточными, большими и полными. Промежуточную ревизию выполняют при ТР-2. Для этого буксу осматривают, проверяют целостность корпуса, крышек, сварных швов наличников и других деталей. Очищают от грязи и снимают передние крышки букс, укладывают их в чистый противень или закрывающийся ящик внутренней стороной вверх. Старую загрязненную смазку в доступной части удаляют и детали протирают. Обращают внимание на количество смазки и возможное ее загрязнение. Если при растирании смазки руками в ней обнаруживаются металлическая пыль или кусочки металла, колесную пару выкатывают и буксу демонтируют.
После удаления смазки из передней части буксы проверяют доступные для осмотра детали, состояние стопорных устройств на шейке оси, крепление болтов, наличие и прочность крепления проволоки и легкими ударами слесарного молотка убеждаются в надежности крепления торцовой гайки. Ощущаемое рукой смещение гайки не допускается. Если при затяжке гайка проворачивается на пол-оборота и более, буксу демонтируют для ремонта. Проверяют детали переднего подшипника, убеждаются в отсутствии трещин в подшипниковом кольце, сепараторе и других дефектов.
На буксах с токоотводящим устройством проверяют состояние самого устройства, фасонной изолирующей прокладки между крышкой буксы и корпусом токоотводящего устройства. Зазор между ними должен быть не менее 3 мм.
Болты, крепящие корпус к крышке, не должны соприкасаться с корпусом, поэтому необходимо проверять состояние изолирующих втулок. Стопорные шайбы не должны касаться корпуса токоотводящего устройства.
Проверяют состояние щеткодержателей и щеток, при необходимости щетки заменяют и регулируют нажатие на них. Для надежной работы в токоотводящего устройства необходимо, чтобы торцовое биение контактного диска не превышало 0,5 мм при полностью выбранном осевом люфте буксовых подшипников. . Добавляют при необходимости консистентную смазку ЖРО так, чтобы было заполнено примерно от 1/3 до 1/2 передней полости корпуса буксы. При выполнении работ необходимо предохранить внутренность буксы от загрязнения.
Большую ревизию букс проводят при ТР-3. Кроме того, большую ревизию букс колесных пар э.п.с. согласно Инструкции по содержанию и ремонту, роликовых подшипников локомотивов и моторвагонного подвижного состава ЦТ/2361 выполняют при наличии ползуна на поверхности катания колесной пары более 1,5 мм, после схода колесной пары с рельсов при скорости движения свыше 40 км/ч, а также при повреждении подшипникового узла после крушения или аварии.
Для этого буксы разбирают, оставляя на шейках оси внутренние кольца цилиндрических подшипников. Сферические подшипники оставляют на оси полностью. Подшипники промывают и осматривают. При сборке буксы блоки цилиндрических подшипников и большие дистанционные кольца ставят на прежние места в соответствии с маркировкой. Если же при разборке буксы не обнаруживается нумерация деталей, то маркировку мест их расположения наносят кислотой. Проверяют зазоры и разбеги подшипников.
Отбракованные детали ремонтируют или заменяют. После сборки буксы заправляют свежей смазкой.
Полную ревизию букс выполняют при полном освидетельствовании колесных пар, а также при необходимости замены подшипника. Подшипниковый узел в этом случае разбирают, все детали промывают и осматривают. Корпуса, роликовые подшипники и их детали при необходимости ремонтируют или заменяют новыми. Замеряют и восстанавливают посадочные натяги и зазоры.
Разборка буксы. При ТР-3 буксы электровозов ВЛ10, ВЛ11 и ВЛ80 разбирают следующим образом: отворачивают гайки, выбивают болты, укрепляющие поводок в пазах, и проверяют резьбу. Детали буксового узла тщательно обмывают в моечной машине. При этом, чтобы не произошло их коррозионного повреждения, не следует допускать длительных (более 6 ч) разрывов между окончанием обмывки и началом ремонта.
Поводки демонтируют и осматривают. Годные подвергают магнитной дефектоскопии.
После обмывки в моечной машине и протирания корпус буксы с крышками, дистанционными кольцами, гайкой с планкой и лабиринтное кольцо (если оно снималось с оси) осматривают и ремонтируют.
Ремонт элементов букс. Роликовые подшипники промывают мыльной эмульсией в специальной моечной машине, затем повторно промывают в бензине и насухо протирают салфетками. Осмотр, обмер и дефектоскопию роли
ковых подшипников проводят согласно Техническим указаниям по эксплуатации и ремонту букс с роликовыми подшипниками электровозов и тепловозов ЦТ/2319, а также технологической Инструкции ОТЕ. 412.003 Тбилисского электровозостроительного завода. При осмотре выявляют следы чрезмерного нагрева (по наличию цветов побежалости), трещины на кольцах, роликах и сепараторах, выкрашивания металла и раковины на дорожках качения колец и роликах, рифления на дорожке качения внутреннего кольца, ползуны (лыски) на поверхности качения роликов.
Не менее важно обнаружить седло-ватость, бочкообразность, ступенчатость посадочной поверхности внутреннего кольца подшипника, скол бурта кольца, поперечные глубокие риски на дорожках качения колец, следы коррозии на рабочих поверхностях колец и роликов; ослабление, обрыв и срыв заклепок сепаратора, сколы роликов по торцам и кромкам: При наличии указанных дефектов подшипники ремонтируют, забракованные детали заменяют.
При переборке роликов их проверяют на специальном приборе с миниметром 1 (рис. 2.13), установлен-
Рис. 2.14. Измерение радиального зазора подшипников ным на штативе 2, измеряя диаметры роликов 3 в середине и на расстоянии 10—15 мм от торцов. Разность диаметров роликов в одном комплекте подшипника на должна превышать 10 мкм. Овальность и разность диаметров по краям цилиндрической части допускаются до 5 мкм, выпуклость в средней части — до 10 мкм, вогнутость ролика недопустима. На этом же приборе проверяют высоту роликов, которая должна соответствовать нормам.
После подбора роликов специальным прессом осуществляют холодную клепку сепараторов. У отремонтированного подшипника, скомплектованного с дистанционными кольцами, определяют индикатором 2 (рис. 2.14) на плите-люфтомере 1 радиальный зазор. Для этого внутренние кольца закрепляют нажимной шайбой 3, а наружное кольцо вместе со штифтом индикатора перемещают от руки в горизонтальном направлении. На плите-люфтомере проверяют также осевой зазор подобранного комплекта подшипников. Затем определяют натяг, который образуется при посадке на шейку оси колесной пары внутренних колец роликовых подшипников, он должен быть в пределах 0,04—0,06 мм. Внутренний диаметр измеряют нутромером с индикатором в трех сечениях по ширине кольца по двум взаимно перпендикулярным направлениям. Если натяг менее 0,03 мм, его восстанавливают осталиванием или нанесением клея (эластомера) ГЭН-150В на внутреннюю поверхность кольца роликового подшипника.
Корпус буксы тщательно осматривают и обстукивают молотком для выявления трещин, надрывов, задиров, заусенцев, следов коррозии и рисок на обработанных поверхностях. При наличии сквозных трещин корпус буксы отбраковывают. Также не допускается заварка трещин и надрывов независимо от их размера в проушинах буксы под валик хомута и в щеках корпуса под поводки. Мелкие рассредоточенные надрывы разрешается устранять электросваркой на необработанных поверхностях корпуса буксы, за 1 исключением щек и хвостовиков, при условии, что глубина после вырубки трещин не превышает 6 мм, а объем наплавленного металла 8 см 3 . Перед заваркой с помощью пневматического зубила осуществляют У-образиую разделку кромок с засверловкой концов надрывов. Заварку выполняют электродом Э50А, при этом следят за тем, чтобы не допускать коробления корпуса буксы вследствии сильного местного нагрева. Для исключения коробления сварочные и наплавочные работы желательно выполнять в ванне с водой.
Проверяют овальность и конусность посадочных поверхностей отверстия корпуса буксы. Измерения выполняют в двух местах по длине корпуса буксы, причем в каждом из них — в двух взаимно перпендикулярных направлениях. При выпуске из ТР-3 диаметр отверстия корпуса буксы должен быть 320+ад2 мм. Следы коррозии на внутренней поверхности буксы зачищают шлифовальной бумагой № 5 или 6, не допуская при этом повреждения основного металла. Риски и задиры глубиной более 1 мм зачищают наждачным полотном, если же они имеют меньшую глубину, их разрешается оставлять без исправления.
Пазы в щеках корпуса буксы под валики поводков проверяют шаблоном. При необходимости размеры пазов восстанавливают наплавкой электродом Э42А с последующей механической обработкой до чертежных размеров.
Замеряют отверстие под валик в проушинах буксы. В случае износа отверстие растачивают не более чем на 2 мм от чертежного размера или осу ществляют наплавку с последующей обработкой.
Резьба в отверстиях корпуса буксы должна быть чистой, без заусенцев, вмятин и раковин. Допускаются отдельные сорванные нитки резьбы при условии, что в сумме они составляют не более 1 /з витка в отверстии. Если же повреждения резьбы большие, то нарезать новую резьбу в корпусе буксы под болты крышки не разрешается. В таком случае старую резьбу рассверливают до полного ее удаления, отверстие заваривают и рассверливают вновь, затем нарезают резьбу чертежного размера. После наплавки пазов и отверстий в буксе и механической обработки проверяют их взаимное расположение в корпусе буксы и соответствие чертежу.
Крышки (переднюю и заднюю) корпуса буксы осматривают. При обнаружении трещин на фланцевой и посадочных поверхностях крышки подлежат замене. Продукты коррозии, заусенцы и задиры глубиной не более 0,5 мм на привалочных поверхностях крышек, лабиринтных пазах и выступах снимают шабером и зачищают шлифовальной бумагой, на нерабочих поверхностях — напильником. Проверяют состояние резьбы в передних крышках для крепления редуктора скоростемера. Допускаются отдельные сорванные нитки резьбы при условии, что в сумме они составляют не более ‘/з витка в каждом отверстии. В случае повреждения или разработки резьбы ее нарезают на следующий размер согласно государственному стандарту. При большой разработке старую резьбу высверливают, отверстие заваривают, рассверливают и нарезают новую резьбу по чертежу.
Проверяют состояние выступов и пазов в задней лабиринтной крышке буксы не менее чем по двум взаимно перпендикулярным направлениям. При необходимости лабиринты наплавляют с последующей механической обработкой или заменяют крышку. Шупом на плите проверяют плоскостность торцовой поверхности задней крышки, а штангенрейсмусом — параллельность ее привалочному фланцу. После этого внутреннюю поверхность лабиринтной крышки окрашивают нитроэмалью или другой маслостойкой краской.
Лабиринтное кольцо осматривают. При обнаружении изломов, трещин, надрывов, коробления, износов, вызывающих ослабление в посадке на предподступичной части оси, лабиринтное кольцо заменяют. Кольцо, годное, но ослабшее в посадке, или изношенное по пазам и выступам лабиринта, разрешается восстанавливать наплавкой с последующей обработкой. В случаях когда овальность и конусность кольца превышают 0,07 мм, а натяг менее 0,05 мм, кольцо можно восстанавливать путем цинкования, оста-ливания или нанесения клея (эластомера) ГЭН-150В на внутреннюю поверхность кольца. Натяг на посадку кольца на ось должен быть в пределах 0,02-0,145 мм.
Дистанционные кольца буксы при наличии трещин или сколов заменяют, задиры, забоины и следы коррозии устраняют, острые кромки притупляют шлифовальной бумагой и напильником.
Поводки очищают от грязи и масла, протирают концами, смоченными в керосине, и насухо обтирают. Обмывать поводки в растворах, содержащих каустик, нельзя.
Валики и корпус (тягу) поводка осматривают, убеждаются в отсутствии износов клиновидной части, отверстий и резьбы в хвостовиках валиков, проворота валиков в резиновых втулках или вместе с втулками в корпусе; изломов штифов или ослабления их посадки в корпусе поводка. При обнаружении таких дефектов в резинометаллических втулках валик в сборе с втулками выпрессовывают и передают в заготовительный цех для переформирования. При этом дефектные втулки удаляют, а годные валики используют для формирования с новыми втулками. Вновь сформированный валик выдерживают в течении 10 дней в светонепроницаемой камере при температуре 15-30° С. При невосстановительных дефектах валика в поводок запрессовывают ранее сформированный валик из переходящего запаса.
Осуществляют дефектоскопию средней части тяги (корпуса) поводка для выявления трещин, изломов. При наличии трещин и изломов тягу заменяют, а при износе или срезании штифтов их удаляют, проверяют разверткой отверстия и запрессовывают новые штифты. Годные и отремонтированные тяги (корпуса) используют для сборки с ранее сформированными валиками из переходящего запаса. При этом для обеспечения требуемой жесткости поводка в продольной и поперечной плоскостях убеждаются в наличии на торцах валиков клейма с указанием твердости резиновой втулки в условных единицах. Жесткость двух поводков под нагрузкой 39 кН должна составлять в продольном направлении 78,5 кН/мм±20%, в поперечном направлении—7,85 кН/мм ±20%.
Сборка букс. Ее начинают с подбора поводков по жесткости. Годные поводки устанавливают с помощью приспособлений в пазы щек буксы и закрепляют болтами с двух сторон. По завершении регулировки окончательно подтягивают все болты крепления крышек. Букса должна свободно, бесшумно и без толчков поворачиваться на оси от усилия рук одного человека.
Технология ремонта буксового узла с подшипниками качения электровозов других серий мало отличается от изложенной выше. При ремонте и сборке буксового узла электровоза ЧС2 тщательно проверяют надежность крепления направляющих стаканов буксы и посадку стаканов в амортизаторах. Натяг посадки стакана в амортизатор должен быть 0,035—0,095 мм. Проверяют также крепление амортизаторов в буксах и осматривают их фиксирующие предохранительные кольца. При проверке плотности соединения маслопровода со стаканами букс заменяют негодные пробки. Проверяют состояние защитных чехлов направляющих, убеждаются в отсутствии протертых мест и разрывов, контролируют положение колец крепления.
Технология ремонта буксового узла с подшипниками качения электропоездов мало отличается от изложенной выше. Изменения в содержании и последовательности операций, определяемые конструкцией буксы (типом применяемых подшипников, способом их посадки на шейку оси колесной пары и др.), не носят принципиального характера.
Источник