R27 Механизированная поточная линия по ремонту тележек электровозов и тепловозов
На поточных линиях введена максимальная механизация работ на специализированных позициях. Конвейер для транспортировки тележек выполнен непрерывным, что исключает необходимость возврата транспортировочных тележек краном с восьмой позиции на четвертую. Осуществлен нижний отсос газов на сварочной (пятой) позиции, что улучшает удобство работы и не загромождает цех.
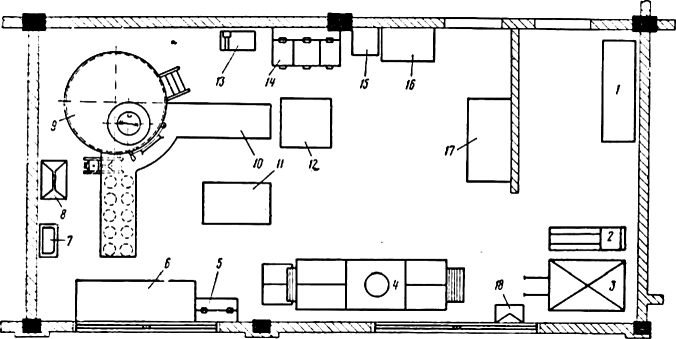
На рис. 1 дана планировка поточной линии текущего ремонта ТР-3 тележек тепловозов в депо Тюмень Свердловской железной дороги. Поточная линия ремонта тележек является одним из участков в общем технологическом процессе проведения текущего ремонта ТР-3 тепловозов.
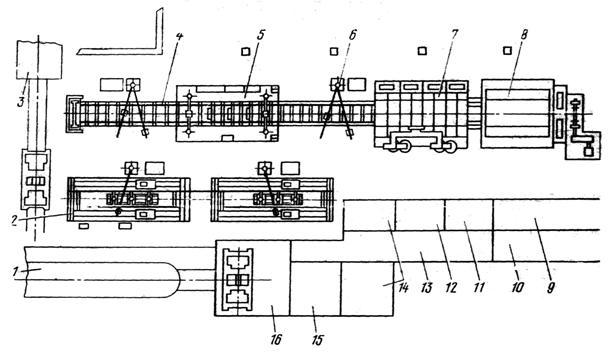
Рис. 1. Поточная линия ремонта бесчелюстных тележек локомотивов в депо Тюмень Свердловской дороги;
1 — позиция выкатки тележек; 2 — позиция разборки и сборки тележек; 3 — позиция мойки рамы тележки; 4 — позиция разборки и проверки рамы; 5 — позиция ремонта рамы; 6 — сборка рамы; 7 — окраска рамы; 8 — сушка рамы; 9 — накопитель колесных пар; 10 — накопитель тяговых электродвигателей; 11 — место для сборки колесно-моторных блоков; 12 —обкатка колесно-моторных блоков; 13 — участок ремонта буксовых узлов и рессорного подвешивания; 14 — накопитель обкатанных колесно-моторных блоков, 15 — место разборки колесно-моторных блоков; 16 — накопитель тележек и рам
В депо Тюмень поточная линия расположена на четырех путях. На первом пути размещена первая позиция подготовки к выкатке и выкатка тележек из-под секции тепловоза. Здесь производят отсоединение лестницы от рамы кузова для возможности установки домкратов ТЭД-30, вентиляционных патрубков от тяговых электродвигателей, рукавов от боковых опор, кабелей тяговых электродвигателей, рукавов пескопроводных и воздухопроводных труб, привода скоростемера от буксы, привода ручного тормоза. При помощи приспособления сжимают комплект буксовых пружин.
После подъемки кузова четырьмя электродомкратами ТЭД-30 на высоту, обеспечивающую свободный проход тележек под секцией тепловоза, тележки выкатывают. Используют для этого тяговый электродвигатель секции, подводя к нему питание от деповской сети постоянного тока напряжением 250 В или от сварочного аппарата с напряжением 75 В, а электрическую схему собирают так, как показано на рис. 30.
Для удобства монтажа и демонтажа первая позиция оборудована смотровой канавой и колонками для подключения пневмоинструмента.
На втором пути расположена вторая позиция — разборки тележек. Здесь снимают с рамы поводки букс, продольные тяги рычажной передачи тормоза, брезентовые чехлы с корпусов боковых опор, отсоединяют фрикционные гасители колебаний рессорного подвешивания от букс, сливают смазку из боковых опор и из гнезда в шкворневой балке, демонтируют гнезда, верхние опоры и обоймы с роликами из боковых опор, пескопроводные трубы и пружины рессорного подвешивания.
Другой фрагмент реферата
Монтажные тележки (рис. 5) размещены в боковых приямках глубиной 570 мм и шириной 1070 мм. На тележке смонтированы гайковерт, механизм передвижения, разобщительный кран, домкрат, оборудование гидросистемы, пульт управления, быстроразъемное соединение.
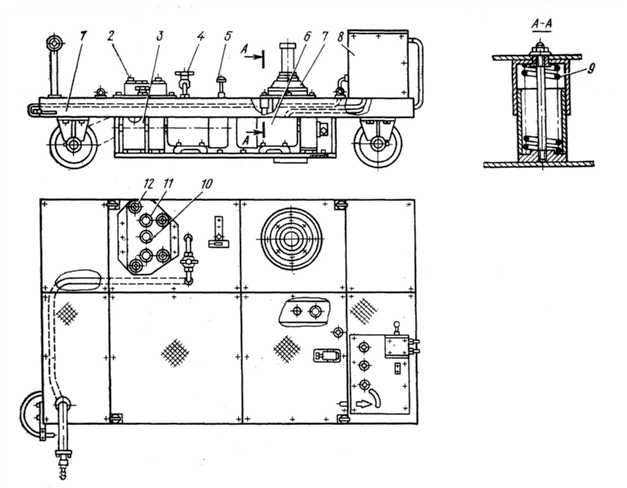
Рис. 5. Монтажная тележка:
1—тележка; 2 — гайковерт; 3 — механизм передвижения; 4 — разобщительный кран; 5 — рукоятка для реверсирования гайковерта; 6 — гидроагрегат; 7 — домкрат; 8 — пульт управления; 9 — амортизатор; 10 — вал — шестерня центральной передаточной коробки; 11 — паразитная шестерня; 12 — вал-шестерня под ключ гайковерта
Рама тележки изготовлена из фасонного и листового проката. К ней прикреплены четыре кронштейна с запрессованными бронзовыми втулками, служащими подшипниками для двух осей с колесами. На ведущей оси насажена звездочка. Механизм передвижения служит для перемещения монтажной тележки. Он состоит из электродвигателя и редуктора, соединенных между собой муфтой и установленных на общей плите. На выходном валу редуктора насажена звездочка, которая при помощи цепи передает вращение ведущей оси.
Многошпиндельный гайковерт служит для отворачивания и заворачивания болтов буксовых поводков. Он состоит из передаточной коробки и привода — пневматического реверсивного гайковерта. Передаточная коробка установлена на верхнем листе рамы и состоит яз корпуса, центрального вала-шестерни, который передает вращение четырем валам-шестерням через две паразитные шестерни. Модуль шестерни m=4, число зубьев у валов-шестерен n=17. Все валы установлены в бронзовых втулках, смазываемых через масленки, ввернутые в торцы валов. Выходные концы валов-шестерен выполнены квадратными, а их расположение соответствует расположению болтов буксовых поводков. Поэтому без передвижки тележки при помощи ключей, надеваемых на квадратные выходные концы, можно отвернуть четыре болта.
Пневматический реверсивный гайковерт установлен на плите, подвешенной на трех шпильках, укрепленных к верхнему листу рамы. Поскольку гайковерт расположен под рамой, реверсирование его осуществляется рукояткой через два шкива с закрепленным к ним тросиком. Воздух к гайковерту подводится через разобщительный кран, установленный на раме.
Домкрат состоит из цилиндра, пустотелого штока, в отверстия которого вставляются сменные головки. Уплотнение штока в цилиндре осуществляется двумя резиновыми манжетами, установленными на двух бронзовых полукольцах, а в крышке — одной резиновой манжетой. Цилиндр подвешен к раме тележки на четырех амортизаторах. При нагружении домкрата пружины сжимаются и цилиндр опирается на рельс, по которому передвигается тележка. Таким образом, нагрузка при работе домкрата передается на рельсы, а не на тележку.
Гидроагрегат обеспечивает подачу масла в цилиндр домкрата и состоит из насоса высокого давления и электродвигателя, соединенных между собой муфтой и установленных на общей плите. К гидроагрегату подсоединено гидрооборудование, которое включает в себя трубопроводы, фильтр 8-80-1К (ГОСТ 21329—75), предохранительно-разгрузочный клапан М-КП (Q = 40 л/мин), гидрораспределитель (Q = 40 л/мин). Соединение с домкратом осуществлено при помощи двух рукавов высокого давления. Бак для масла установлен на общем кронштейне с гидроагрегатом и расположен под настилом тележки.
Пульт управления обеспечивает управление гидравлическим домкратом и механизмом передвижения. Внутри пульта смонтирована пусковая электроаппаратура, панель с предохранителями и гидрораспределитель. На верхней панели пульта смонтированы кнопки управления и пакетный выключатель. На боковой панели расположен штепсельный разъем, который соединяет пульт с гибким кабелем.
В масляный бак заливают индустриальное масло (ГОСТ 20799—75). Предохранительно-разгрузочный клапан регулируют на давление в магистрали 6 МПа.
При помощи быстроразъемного соединения тележку подключают к воздушной сети депо. При установке пакетного выключателя в положение «Вкл.» на панели пульта загорается сигнальная лампочка, что свидетельствует о наличии напряжения на пульте.
Для отворачивания или заворачивания болтов тележку подводят к демонтируемой буксе таким образом, чтобы два крайних шпинделя гайковерта встали против двух соответствующих болтов поводка. Надевают на квадратные головки выходных концов гайковерта ключ и заправляют его на головку болта. Ручку реверса устанавливают в положение «Отворачивание» («Заворачивание»), открывают разобщительный кран на воздушной магистрали и производят отворачивание (заворачивание) болта.
Для запрессовки буксового поводка в клиновидные пазы подводят тележку таким образом, чтобы шток домкрата стал под поводок буксы. Вставляют в шток опору. Включают насос и при помощи ручки управления гидрораспределителя, установленной в положение «Подъем», производят подъем штока и запрессовку поводка. Для возврата штока в исходное положение ручку гидрораспределителя устанавливают в положение «Опускание». После прекращения работы ручку гидрораспределителя устанавливают в нейтральное положение и кнопкой выключают электродвигатель насоса.
Кроме того, домкрат позволяет поджать раму тележки, сделать натяжку поводка и легкими ударами молотка освободить поводок от рамы. На электровозах ВЛ10 и ВЛ80к при разборке и сборке тележки домкратом поджимают листовую рессору для разгрузки валика при его выемке или постановке.
Работа содержит 10 штук качественно отсканированных картинок различных средств механизации, применяемый при ремонте тележек электровозов и тепловозов. Может быть полезна студентам при написании курсовых проектов.
Источник
Ремонт вагонов на заводах — Тележечный цех
Содержание материала
Тележечный цех предназначен для ремонта тележек вагонов. Одним из условий ритмичной работы вагоносборочного цеха является наличие оборотного запаса отремонтированных тележек различных типов.
При организации работы тележечного цеха исходят из того, что: тележки под вагонами, как правило, обезличены;
тележки, выкаченные из-под вагонов, подаются в тележечный цех и после ремонта по мере необходимости возвращаются в вагоносборочный цех для подкатки под вагоны;
колесные пары, рессоры и пружины ремонтируются соответственно в колесном цехе и рессорно-пружинном отделении;
детали тележек в зависимости от их количества ремонтируются в самом тележечном цехе или в отделениях ремонтно-комплектовочного цеха, при этом детали являются обезличенными;
для перезаливки подшипников скольжения при тележечном цехе организуется кальцезаливочное отделение;
для демонтажа, монтажа и ремонта роликовых подшипников при колесном цехе организуется роликовое отделение.
Технологический процесс ремонта тележек строится следующим образом.
Тележки, выкаченные из-под вагонов, подаются в тележечный цех и разбираются. При этом колесные пары направляются в колесный цех; узлы и детали тележки очищаются, обмываются и осматриваются для определения необходимого ремонта, а затем направляются в соответствующие отделения или на позиции для ремонта.
Тележки собираются, как правило, с использованием заранее отремонтированных узлов и деталей. Проверенные и окрашенные тележки передаются в вагоносборочный цех для пополнения оборотного запаса или для подкатки под вагоны.
Для выполнения указанных выше операций в тележечном цехе организуются участки: разборочный, моечный, проверки и испытания поясов, ремонта деталей тележек, сборочный и окрасочный.
Рис. 255. Конвейер для разборки тележек
Организация ремонта тележек и выбор технологической оснастки в значительной степени зависят от конструкции и количества ремонтируемых тележек
Выкаченные из-под вагонов тележки подаются на разборочный участок для разборки на стационарных позициях или конвейере (рис. 255). Обычно на конвейере разбираются рамные тележки без колесных пар и обмытые в моечной машине.
Тележки слитыми боковинами или поясные (сборные) обычно разбираются на стационарных позициях, которые оснащаются мостовым краном грузоподъемностью 10 т, позволяющим снимать шкворневые балки, боковины, колесные пары и другие детали, а также поднимать собранные тележки; гайковертами; трубопроводами сжатого воздуха для подключения пневматического инструмента и приспособлений и газорезными аппаратами. Для удобства отвертывания гаек колоночных и буксовых болтов целесообразно тележки при разборке переворачивать. Эта операция может выполняться при помощи специальных захватов к мостовым кранам или стационарными кантователями.
Разборочный участок располагается непосредственно у моечной машины с таким расчетом, чтобы детали после разборки без дополнительной транспортировки могли укладываться на конвейер моечной машины.
Процесс разборки разбивается иногда на две части: вначале рама тележки освобождается от колес и подается в моечную машину, а затем после обмывки окончательно разбирается. Для обмывки тележек грузовых вагонов применяются конвейерные моечные машины типа ММ-10,5, а для тележек пассажирских вагонов — типа ММ16-М (рис. 256). Машины различаются между собой габаритными размерами (цифры 10, 5 и 16 обозначают длину машины в метрах).
Участок определения ремонта деталей и испытания поясов. После разборки и очистки детали тележек осматриваются и проверяются. Для этого вблизи моечной машины со стороны выходного окна организуется площадка со столами, на которую разгружаются детали с конвейера. После осмотра детали в зависимости от состояния направляются для ремонта или, если ремонта не требуется, — на сборочные позиции. На этом же участке производится магнитное испытание поясов тележек.

Рис. 256. Моечная машина типа ММ16-М для обмывки тележек пассажирских вагонов
Места у поясов, подвергающиеся испытанию, предварительно очищаются до металлического блеска; для этой цели могут применяться пескоструйные, гидропескоструйные установки или переносный дробеструйный аппарат. Очистка с использованием сухого песка может производиться только в герметических камерах с мощной вентиляцией; такие камеры устраиваются обычно вне цеха, что связано с необходимостью дополнительной транспортировки поясов. Гидропескоструйная или дробеструйная очистка может быть организована непосредственно в цехе.
Место магнитного испытания оборудуется специальными стеллажами для укладки поясов, магнитным дефектоскопом, общим и местным освещением, а также индивидуальным подъемником.
Участок ремонта деталей и узлов.
Для сокращения транспортировки целесообразно организовать ремонт тяжелых деталей и узлов тележки (рама боковины, опорные и надрессорные балки) непосредственно в тележечном цехе. Остальные детали ремонтируются в отделениях ремонтно-комплектовочного цеха.
Участок для ремонта рам тележек цельнометаллических вагонов оборудуется стендом-кантователем, при помощи которого рама тележки может быть повернута на 180° вокруг продольной оси с фиксированием ее в любом промежуточном положении. Такой поворот необходим при замене шпинтонов, выполнении сварочных работ, чтобы избежать потолочной сварки, и производстве других работ. При ремонте челюстных тележек на участке устанавливается стенд- кондуктор для проверки базы, буксовых челюстей рамы и постановки наделок.
На участке выделяются также места для установки рам тележек при ремонте. Отремонтированные рамы передаются на сборочный конвейер или позиции сборки.
В тележечном цехе, где ремонтируются сборные тележки, выделяются специализированные рабочие места для ремонта боковин тележек, надрессорных балок, поперечных связей. Позиция ремонта надрессорных балок оснащается кантователем для установки и поворота балки при выполнении электросварочных работ, кондуктором и пресс-скобой для клепки подпятников и кронштейнов мертвых точек, установкой с полуавтоматическим сварочным аппаратом для наплавочных работ и специальным станком типа Дарницкого вагоноремонтного завода для расточки подпятниковых мест.
Позиция для ремонта поперечных связей оборудуется пресс-скобой для клепки предохранительных угольников, стеллажами для укладки связей при электросварке, переносно-шлифовальной электрифицированной машинкой для зачистки мест сварки.
На позиции ремонта литых боковин тележек устанавливается стол для укладки боковин при электронаплавке, фрезерный станок для обработки наплавленных мест, радиальносверлильный станок для рассверливания отверстий в кронштейне валика подвески тормозного башмака.

Рис. 257. Поточная конвейерная линия для сборки тележек грузовых вагонов: I—VII—позиции потока; 1 — тяговая цепь конвейера; 2 — захваты конвейера; 3 — обратная цепь конвейера; 4 — тяговая станция конвейера; 5 — гайковерт; 6 — вентиляционная камера для отсоса загрязненного воздуха при окраске тележки; 7 — камера для сушки тележек после окраски
Все ремонтные позиции оборудуются розетками для подключения электрифицированного инструмента, точками для подключения пневматического инструмента, электрогорном и электросварочной аппаратурой. Для транспортировки деталей и узлов применяются мостовые краны, кран-балки, а также рольганги и пластинчатые транспортеры, а при объеме работ более 20 тыс. тележек в год — подвесные конвейеры.
Участок сборки тележек. Тележки могут собираться на поточных линиях и стационарных позициях. Наиболее прогрессивным методом является сборка на поточных линиях с применением механизированного конвейера с оборудованием отдельных позиций соответствующей оснасткой.
Сборка тележек грузовых вагонов на поточной конвейерной линии (рис. 257) производится на рельсовых путях, уложенных для удобства работ над уровнем пола на высоте 300—400 мм, между которыми смонтирована тяговая ветвь конвейера. В конце конвейерной линии смонтированы окрасочная и сушильная камеры, позволяющие окрашивать тележки сразу же после сборки.
Конвейер совершает пульсирующее возвратно-поступательное движение. Управление конвейером осуществляется автоматически при помощи командного аппарата, который регулируется на заданный ритм.
Перечень работ, выполняемых на позициях конвейерной линии, приведен в табл. 47.
Производительность конвейера зависит от ритма потока и определяется выражением

(57)
где Ф — рабочий фонд времени позиции конвейера в ч за определенный период;
R — ритм потока в ч;
п — число тележек на одной позиции.
Практически ритм потока на сборке может быть принят в размере
0,2 — 0,25 ч.
Число позиций на поточной линии равно  где t — общая продолжительность сборки тележки.
где t — общая продолжительность сборки тележки. 
Рис. 258. Полупортальный кран, обслуживающий сборочный конвейер тележек 
Рис. 259. Поворотно-опускная платформа для приема тележек с конвейерной линии электрифицированными
Позиции поточно-конвейерной линии оснащаются станком для расточки подшипников, стендом для приработки подшипников к шейкам осей, пневматическими подъемниками для удержания надрессорной балки и поясов тележки, гайковертами для завертывания гаек на буксовые и колоночные болты, кран-балкой, консольным или полупортальным краном (рис. 258) с тельферами или пневматическими подъемниками.
Для опускания собранных тележек на уровень пола в конце конвейера устраивается опускная пневматическая или электрифицированная платформа (рис. 259).
Таблица 47
Перечень работ, выполняемых на позициях конвейерной линии
| № позиций (рис. 257) |