
R27 Механизированная поточная линия по ремонту тележек электровозов и тепловозов
На поточных линиях введена максимальная механизация работ на специализированных позициях. Конвейер для транспортировки тележек выполнен непрерывным, что исключает необходимость возврата транспортировочных тележек краном с восьмой позиции на четвертую. Осуществлен нижний отсос газов на сварочной (пятой) позиции, что улучшает удобство работы и не загромождает цех.
На рис. 1 дана планировка поточной линии текущего ремонта ТР-3 тележек тепловозов в депо Тюмень Свердловской железной дороги. Поточная линия ремонта тележек является одним из участков в общем технологическом процессе проведения текущего ремонта ТР-3 тепловозов.
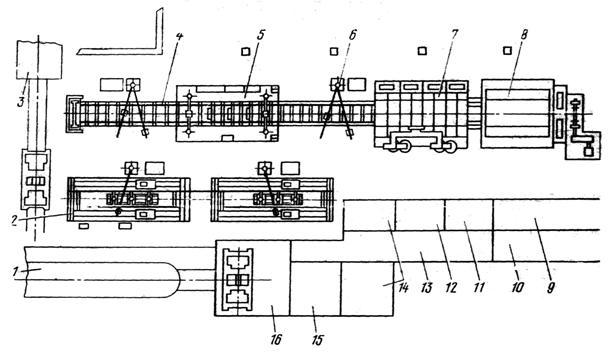
Рис. 1. Поточная линия ремонта бесчелюстных тележек локомотивов в депо Тюмень Свердловской дороги;
1 — позиция выкатки тележек; 2 — позиция разборки и сборки тележек; 3 — позиция мойки рамы тележки; 4 — позиция разборки и проверки рамы; 5 — позиция ремонта рамы; 6 — сборка рамы; 7 — окраска рамы; 8 — сушка рамы; 9 — накопитель колесных пар; 10 — накопитель тяговых электродвигателей; 11 — место для сборки колесно-моторных блоков; 12 —обкатка колесно-моторных блоков; 13 — участок ремонта буксовых узлов и рессорного подвешивания; 14 — накопитель обкатанных колесно-моторных блоков, 15 — место разборки колесно-моторных блоков; 16 — накопитель тележек и рам
В депо Тюмень поточная линия расположена на четырех путях. На первом пути размещена первая позиция подготовки к выкатке и выкатка тележек из-под секции тепловоза. Здесь производят отсоединение лестницы от рамы кузова для возможности установки домкратов ТЭД-30, вентиляционных патрубков от тяговых электродвигателей, рукавов от боковых опор, кабелей тяговых электродвигателей, рукавов пескопроводных и воздухопроводных труб, привода скоростемера от буксы, привода ручного тормоза. При помощи приспособления сжимают комплект буксовых пружин.
После подъемки кузова четырьмя электродомкратами ТЭД-30 на высоту, обеспечивающую свободный проход тележек под секцией тепловоза, тележки выкатывают. Используют для этого тяговый электродвигатель секции, подводя к нему питание от деповской сети постоянного тока напряжением 250 В или от сварочного аппарата с напряжением 75 В, а электрическую схему собирают так, как показано на рис. 30.
Для удобства монтажа и демонтажа первая позиция оборудована смотровой канавой и колонками для подключения пневмоинструмента.
На втором пути расположена вторая позиция — разборки тележек. Здесь снимают с рамы поводки букс, продольные тяги рычажной передачи тормоза, брезентовые чехлы с корпусов боковых опор, отсоединяют фрикционные гасители колебаний рессорного подвешивания от букс, сливают смазку из боковых опор и из гнезда в шкворневой балке, демонтируют гнезда, верхние опоры и обоймы с роликами из боковых опор, пескопроводные трубы и пружины рессорного подвешивания.
Другой фрагмент реферата
Монтажные тележки (рис. 5) размещены в боковых приямках глубиной 570 мм и шириной 1070 мм. На тележке смонтированы гайковерт, механизм передвижения, разобщительный кран, домкрат, оборудование гидросистемы, пульт управления, быстроразъемное соединение.
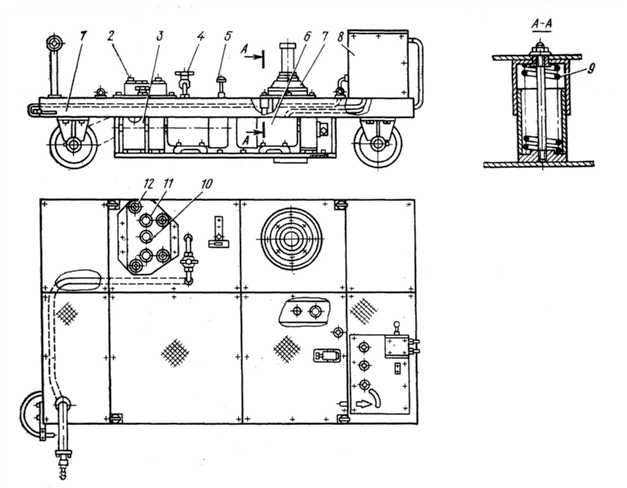
Рис. 5. Монтажная тележка:
1—тележка; 2 — гайковерт; 3 — механизм передвижения; 4 — разобщительный кран; 5 — рукоятка для реверсирования гайковерта; 6 — гидроагрегат; 7 — домкрат; 8 — пульт управления; 9 — амортизатор; 10 — вал — шестерня центральной передаточной коробки; 11 — паразитная шестерня; 12 — вал-шестерня под ключ гайковерта
Рама тележки изготовлена из фасонного и листового проката. К ней прикреплены четыре кронштейна с запрессованными бронзовыми втулками, служащими подшипниками для двух осей с колесами. На ведущей оси насажена звездочка. Механизм передвижения служит для перемещения монтажной тележки. Он состоит из электродвигателя и редуктора, соединенных между собой муфтой и установленных на общей плите. На выходном валу редуктора насажена звездочка, которая при помощи цепи передает вращение ведущей оси.
Многошпиндельный гайковерт служит для отворачивания и заворачивания болтов буксовых поводков. Он состоит из передаточной коробки и привода — пневматического реверсивного гайковерта. Передаточная коробка установлена на верхнем листе рамы и состоит яз корпуса, центрального вала-шестерни, который передает вращение четырем валам-шестерням через две паразитные шестерни. Модуль шестерни m=4, число зубьев у валов-шестерен n=17. Все валы установлены в бронзовых втулках, смазываемых через масленки, ввернутые в торцы валов. Выходные концы валов-шестерен выполнены квадратными, а их расположение соответствует расположению болтов буксовых поводков. Поэтому без передвижки тележки при помощи ключей, надеваемых на квадратные выходные концы, можно отвернуть четыре болта.
Пневматический реверсивный гайковерт установлен на плите, подвешенной на трех шпильках, укрепленных к верхнему листу рамы. Поскольку гайковерт расположен под рамой, реверсирование его осуществляется рукояткой через два шкива с закрепленным к ним тросиком. Воздух к гайковерту подводится через разобщительный кран, установленный на раме.
Домкрат состоит из цилиндра, пустотелого штока, в отверстия которого вставляются сменные головки. Уплотнение штока в цилиндре осуществляется двумя резиновыми манжетами, установленными на двух бронзовых полукольцах, а в крышке — одной резиновой манжетой. Цилиндр подвешен к раме тележки на четырех амортизаторах. При нагружении домкрата пружины сжимаются и цилиндр опирается на рельс, по которому передвигается тележка. Таким образом, нагрузка при работе домкрата передается на рельсы, а не на тележку.
Гидроагрегат обеспечивает подачу масла в цилиндр домкрата и состоит из насоса высокого давления и электродвигателя, соединенных между собой муфтой и установленных на общей плите. К гидроагрегату подсоединено гидрооборудование, которое включает в себя трубопроводы, фильтр 8-80-1К (ГОСТ 21329—75), предохранительно-разгрузочный клапан М-КП (Q = 40 л/мин), гидрораспределитель (Q = 40 л/мин). Соединение с домкратом осуществлено при помощи двух рукавов высокого давления. Бак для масла установлен на общем кронштейне с гидроагрегатом и расположен под настилом тележки.
Пульт управления обеспечивает управление гидравлическим домкратом и механизмом передвижения. Внутри пульта смонтирована пусковая электроаппаратура, панель с предохранителями и гидрораспределитель. На верхней панели пульта смонтированы кнопки управления и пакетный выключатель. На боковой панели расположен штепсельный разъем, который соединяет пульт с гибким кабелем.
В масляный бак заливают индустриальное масло (ГОСТ 20799—75). Предохранительно-разгрузочный клапан регулируют на давление в магистрали 6 МПа.
При помощи быстроразъемного соединения тележку подключают к воздушной сети депо. При установке пакетного выключателя в положение «Вкл.» на панели пульта загорается сигнальная лампочка, что свидетельствует о наличии напряжения на пульте.
Для отворачивания или заворачивания болтов тележку подводят к демонтируемой буксе таким образом, чтобы два крайних шпинделя гайковерта встали против двух соответствующих болтов поводка. Надевают на квадратные головки выходных концов гайковерта ключ и заправляют его на головку болта. Ручку реверса устанавливают в положение «Отворачивание» («Заворачивание»), открывают разобщительный кран на воздушной магистрали и производят отворачивание (заворачивание) болта.
Для запрессовки буксового поводка в клиновидные пазы подводят тележку таким образом, чтобы шток домкрата стал под поводок буксы. Вставляют в шток опору. Включают насос и при помощи ручки управления гидрораспределителя, установленной в положение «Подъем», производят подъем штока и запрессовку поводка. Для возврата штока в исходное положение ручку гидрораспределителя устанавливают в положение «Опускание». После прекращения работы ручку гидрораспределителя устанавливают в нейтральное положение и кнопкой выключают электродвигатель насоса.
Кроме того, домкрат позволяет поджать раму тележки, сделать натяжку поводка и легкими ударами молотка освободить поводок от рамы. На электровозах ВЛ10 и ВЛ80к при разборке и сборке тележки домкратом поджимают листовую рессору для разгрузки валика при его выемке или постановке.
Работа содержит 10 штук качественно отсканированных картинок различных средств механизации, применяемый при ремонте тележек электровозов и тепловозов. Может быть полезна студентам при написании курсовых проектов.
Источник
Глава VI. Ремонт экипажа
§ 27. Ремонт, рамы и тележек тепловоза
При подъёмочном и заводском ремонте тележки выкатывают из-под тепловоза. Раму тепловоза и тележки очищают от грязи, осматривает и ремонтируют.
При периодических ремонтах осмотр рам производится без выкатки тележек. Трещины в рамах заваривают с усилением заваренных мест накладками, которые укрепляются сваркой.
У тепловозов ТЭ1, оборудованных неусиленными шкворневыми балками, последние усиливают постановкой накладок.
Изношенные выше нормы буксовые наличники, ослабшие заклёпки и болты, лопнувшие или просевшие пружины скользунов заменяют.
Рамные полотна тележек, имеющие местный износ глубиной менее 4 ммг оставляют без исправления, при износе более 4 мм полотна — восстанавливают наплавкой.
Поверхности для натяга у подбуксовых связей (струнок) восстанавливают наплавкой с последующей обработкой.
Для соблюдения необходимого диаметрального зазора кольца пяты и подпятника заменяют новыми. Диски, имеющие коробление, задиры, износ и разностенность более допускаемых пределов, шлифуют на станке.
При заводском ремонте (в случае необходимости) производится проверка рамы тепловоза.
Ремонт рамы тепловоза
Рамы тепловозов ТЭ1 и ТЭ2, представляющие собой сварную конструкцию, в условиях эксплуатации показали достаточную жёсткость и надёжность в работе. У тепловозов ТЭ2, начиная с № 337, рама была облегчена.
Облегчённая рама по чертежу ТЭ2-29-13сб-2 отличается от рамы по чертежу ТЭ2-29-13сб-1 следующими конструктивными элементами. Хребтовые балки рамы выполнены из двутавра № 36а вместо № 36с. Передний стяжной ящик сделан со стенкой толщиной 20 мм вместо 24 мм. Задний стяжной ящик отлит за одно целое с перемычкой, уменьшающей напряжения в поясах хребтовых балок. Ранее перемычка приваривалась к ящику. Толщина нижнего переднего листа уменьшена с 10 до 8 мм. Вместе с тем некоторые места подверглись усилению.
В результате вес рамы секции тепловоза ТЭ2 был снижен на 396 кг, хотя напряжения в ответственных местах рамы не увеличились.
При ремонте рамы тепловозов осматривают сварные швы и заклёпочные соединения. Лопнувшие сварные швы выявляют при помощи меловой обмазки, разделывают, зачищают и вновь заваривают электродуговой сваркой с применением качественных электродов.
Сменные кольца и диски достаточной толщины, имеющие задиры, при подъёмочном ремонте зачищают абразивными кругами с использованием пневматической машинки, а при заводском ремонте — заменяют новыми.
Для изготовления кольца и диска применяют сталь 50. После механической обработки с чистотой поверхности ∇∇ 6 кольцо и диск подвергают термической обработке, причём твёрдость кольца должна быть в пределах HB=255÷305 и диска HB=2414÷285.
При замене двигателя в условиях тепловозоремонтных заводов проверка опорных поверхностей накладок, приваренных к хребтовым балкам, производится с использованием картера. Максимальный зазор между картером 1 (фиг. 285) и накладками 2 у тепловозов ТЭ1 и ТЭ2 допускается не более 3 мм (при прогибе хребтовых балок на длине установки двигателя не более 3 мм). Разница в величине этого зазора по длине накладки допускается не более 0,5 мм. При установке двигателя эти зазоры заполняются регулировочными прокладками, изготовленными из белой жести толщиной 0,1-0,2 мм.
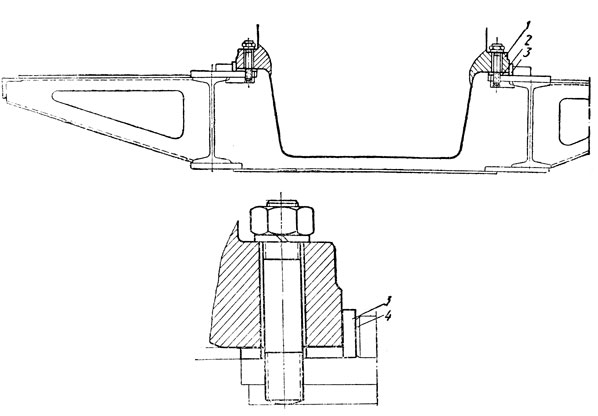
Фиг. 285. Установка картера двигателя на раме тепловоза: 1 — картер; 2 — накидка; 3 — распорные планки; 4 — регулировочные пластины
Для разгрузки шпилек крепления двигателя от срезывающих усилий используют приваренные торцовые и боковые упоры, а также распорные планки 3. Зазоры между упорами и распорными планками заполняются регулировочными пластинами 4 привариваемыми к упорам. Максимальный зазор между упорами и регулировочными пластинами допускается не более 0,06 мм.
Гайки шпилек крепления двигателя затягивают усилием 25-30 кг на плече 1 200 мм. Монтаж двигателя на раме тепловоза осуществляется после подкатки тележек или на специальных опорах, установленных под пятами рамы.
Ослабшие заклёпки, выявленные остукиванием, заменяют, причём отверстия для них у стяжного ящика и рамы тепловоза развёртывают совместно до диаметра 30-32 мм. При клёпке допускается смещать головки заклёпок относительно стержня не более чем на 2 мм в любую сторону.
При заводском ремонте производится проверка рамы тепловоза, при которой определяются величина прогиба хребтовых балок, взаимная непараллельность накладок под картер двигателя, а также непараллельность настильных листов и обносных угольников.
Одновременно определяют величину перекоса опорных поверхностей пят. Для этого раму устанавливают на плиты согласно схеме фиг. 286.
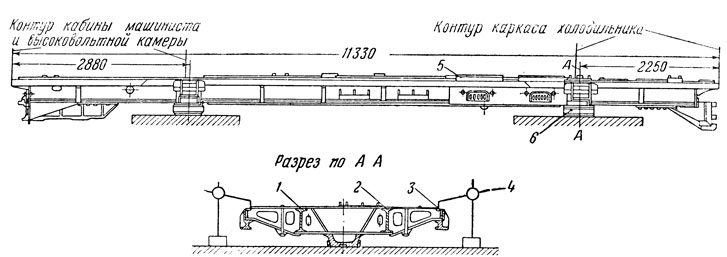
Фиг. 286. Схема проверки рамы тепловоза ТЭ2: 1 — хребтовая балка; 2 — настильный лист; 3 — обносной угольник; 4 — рейсмус; 5 — накладка; 6 — пята
Величину прогиба хребтовых балок 1 определяют при помощи струны, натягиваемой вдоль этих балок, штихмаса и щупа. Прогиб по всей длине хребтовых балок допускается до 5 мм. Поверхность настильного листа 2 и обносных угольников 3 во всех направлениях проверяют линейками. Неровности, выявляемые щупом, допускаются до 3 мм. Поверхность накладок 5, на которые устанавливают двигатель, проверяют при помощи линеек и, как сказано выше, технологического картера. Взаимную непараллельность настильного листа, накладок под двигатель и обносных угольников проверяют относительно пят 6 при помощи рейсмуса 4. Отклонение противоположно расположенных обносных угольников (винтообразность и перекос) допускается до 15 мм.
Прогиб рамы (при снятом оборудовании), измеренный по кромке обносного угольника, не должен превышать вверх 8 мм и вниз 12 мм.
Если при проверке рамы отклонения размеров оказались более нормы, то для исправления соответствующие места нагревают газовой горелкой и выправляют наложением груза различного веса или домкратами.
Коробление опорных поверхностей пят проверяют щупом. Зазор между пятой и плитой допускается до 1 мм. При перекосе, превышающем 1 мм и направленном вдоль рамы, перед приваркой диска шлифуют опорные поверхности пят. Если получился перекос в направлении, перпендикулярном хребтовым балкам, то выравнивание производится шлифовкой поверхностей пят и нагревом элементов рамы с наложением груза.
Ремонт и проверка рам тележек
Основные неисправности рам тележек следующие:
1) износ наличников 2 буксовых вырезов (фиг. 287);
2) износ посадочных мест А подбуксовых связей 3;
3) износ кольца 4 и диска 5 подпятника;
4) выработка мест В опоры под пружины скользунов и износ сменных пластин;
5) образование трещин в углах Б буксовых вырезов;
6) образование трещин у шкворневой балки тележек тепловозов ТЭ1 ранних выпусков;
7) износ гнёзд для хомутов рессор;
8) излом и остаточная деформация пружин скользунов.
По данным испытаний Центральной научно-исследовательской лаборатории Министерства транспортного машиностроения для тепловозов ТЭ2 наибольшие значения средних усилий на раму, передающихся на торцовые части наличников в кривом участке пути радиусом 600 м, равны 900 кг и не превосходят 1 125 кг. В редких случаях при толчках рамные усилия достигают 2 250 кг. Благодаря небольшим усилиям износ наличников имеет сравнительно небольшую величину. Износ наличников буксовых вырезов происходит как по лобовым, так и по торцовым частям.
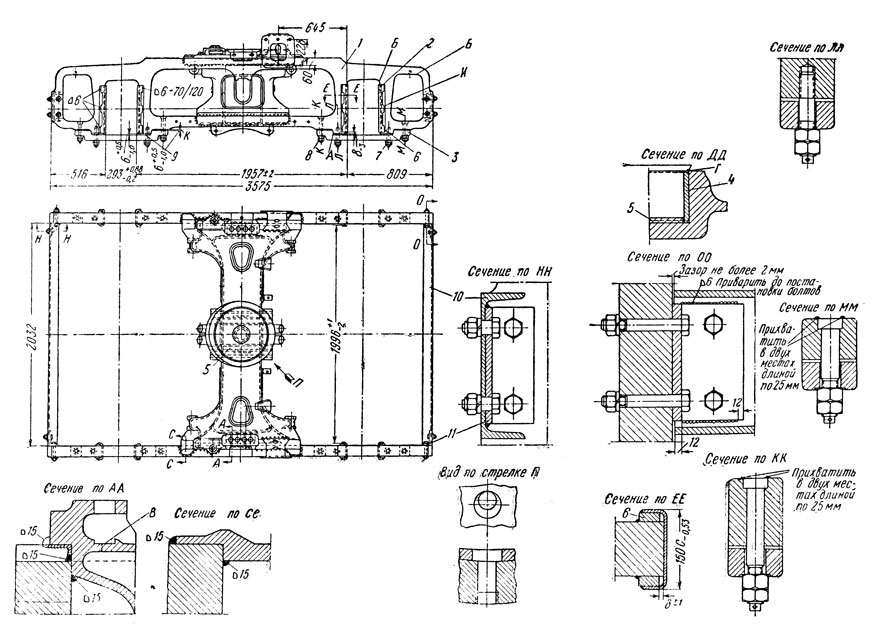
Фиг. 287. Рама тележки тепловоза ТЭ2: 1 — рамное полотно; 2 — наличник; 3 — подбуксовая связь (струнка); 4 — кольцо подпятника; 5 — подпятника; 6 — подкладка; 7 — шпилька подбуксовой связи; 8 — болт подбуксовой связи; 9 кладка; 10 — балка концевая; 11 — угольник
Ремонт и смена наличников. Наличники, изношенные по толщине выше предела, при подъёмочном и заводском ремонте заменяют новыми. Для соблюдения нормального расстояния между наличниками, которое должно сочетаться с размерами буксы и зазорами между поверхностями наличников, при заводском ремонте разрешается ставить прокладку толщиной не более 1 мм между наличником и полотном рамы. При подъёмочном ремонте разрешается ставить не более двух прокладок суммарной толщиной 3 мм. Новые наличники имеют толщину 6 мм и изготовляются из стали 60Г с приваренными кусками сварочной проволоки длиной 60 мм, диаметром 8 мм, марки I-II по ГОСТ 2246-54. Всего приваривают шесть кусков, по три с каждой стороны наличника.
Наличники подвергают термообработке до твёрдости HB=269÷229, После термообработки производят шлифовку. Коробление наличников допускается не более 0,2 мм по всей длине.
Применение промежуточных вставок И в виде сварочной проволоки позволяет хорошо приваривать наличники к подкладкам 6 рамы тележки. Приварка проволоки к подкладкам осуществляется электродами типа Э-50 диаметром 4 мм.
Наличники должны плотно прилегать к подкладкам. Местное неприлегание допускается не более 0,1 мм на длине, не превышающей 120 мм. С наружной стороны рамы допускается неприлегание до 0,4 мм по всей длине наличника, однако по кромке наложения сварного шва наличника допускается только местное неприлегание. Разрешается подгибка наружной отбуртовки наличника. Установку и приварку наличников рекомендуется производить после всех сварочных и сборочных работ, осуществляемых на раме тележки. При выпуске из заводского ремонта зазор между наличниками и буксами должен быть 1 +0,2 мм, а при выпуске из подъёмочного — не более 4 мм.
При установке наличников и их приварке рекомендуется применять домкраты, одна из конструкций которых представлена на фиг. 288. Домкрат состоит из оправки 1, в которую ввёрнуты винты 2 и 3 с надетыми на них наконечниками 4. Наконечники предохраняются от выпадания пружинными кольцами 5. Наконечники, изготовленные из стали марки 45, по плоскости прилегания к наличникам имеют размер 50 X 126 мм. Большая опорная поверхность даёт возможность плотно прижать наличник к полотну рамы. Для завёртывания у винтов предусмотрены накатанные поверхности А и отверстия Б, в которые при завёртывании вставляют вороток.
Ремонт подбуксовыхсвязей (струнок) и их постановка. Подбуксовые связи 3 (см. фиг. 287) прикрепляют к рамным полотнам шпильками 7 и болтами 8.
Оборванные и имеющие трещины болты и шпильки удаляют и вместо них устанавливают новые. Нарезку на шпильках и болтах проверяют контрольной гайкой. В случае порчи нарезки под шпильки отверстие рассверливают для постановки новой шпильки, имеющей следующий стандартный диаметр. Неперпендикулярность шпилек относительно поверхности каблучков рамного полотна допускается не более 0,5 мм на длине 100 мм. При замене болтов 8 отверстия перед их постановкой должны быть очищены от ржавчины.
Если для крепления подбуксовых связей применяют конические болты (у тепловозов ТЭ1), то при свободно поставленном болте расстояние от опорной поверхности до головки должно быть 20-30 мм. Болты забивают до полного соприкосновения головки болта с опорной поверхностью. Овальность отверстий под конические болты допускается не более 0,05 мм.
У тепловозов ТЭ2 диаметральный зазор между отверстием в рамном полотне и стержнем болта должен быть в пределах 0,00-0,05 мм; чтобы предупредить проворачивание болтов, их головки приваривают к рамным полотнам в двух местах швом длиной по 25 мм (сечения по ММ и КК фиг. 287).
Между полотнами рамы и подбуксовыми связями должен быть зазор, но к каблучкам полотен связи должны прилегать плотно, так как в противном случае в раме (над буксовыми вырезами) могут возникнуть повышенные напряжения.
Площадь прилегания подбуксовых связей к каблучкам должна быть не менее 75% поверхности; местные зазоры в соединении допускаются не более 0,05 мм. Между связью и полотном необходимо иметь зазор для натяга при выпуске из заводского ремонта не менее 5,5 мм и при выпуске из подъёмочного — не менее 4,5 мм. Непараллельность плоскости струнки относительно торцовой поверхности полотна рамы допускается не более 0,5 мм на длине 140 мм.
Исправление поверхности каблучков рамы производится шлифовкой при помощи переносного станка и шабровкой с проверкой по калибру. Уклон калибра, согласованный с подбуксовой связью, равен 1 /12. Для производства работ, связанных с пригонкой связей, в условиях завода рекомендуется применять кантователь, на котором собранная тележка может быть повёрнута в любое положение.
Чтобы создать натяг, разрешается связи наплавлять с последующей термической и механической обработкой.
Перед окончательной затяжкой болтов и шпилек в зазор между гранью полотна рамы и связью лёгкими ударами забивают прокладку 9, толщина которой зависит от величины зазора (у новых тепловозов 6 мм).
Ремонт подпятника шкворневой балки. Изношенные и имеющие задиры кольца подпятника заменяют при подъёмочном ремонте, а при среднем кольца меняют независимо от их состояния, что делают для уменьшения зазора между кольцами рамы и подпятника.
Для выемки кольца подпятника необходимо удалить сварочный шов Г (см. фиг. 287, сечение ДД). Новое кольцо и диск, изготовляемые из стали 50, подвергают термической обработке до той же твёрдости как у кольца и диска пяты рамы.
При запрессовке кольца на место необходимо следить за тем, чтобы отверстие для подачи смазки не было перекрыто.
Диск подпятника после выемки проверяют по плите. Если диск имеет коробление, превышающее 0,6 мм, задиры глубиной более 0,25 мм и разностенность более 0,15 мм, его шлифуют на станке. Толщина диска при выпуске из заводского ремонта должна быть не менее 8 мм, а при выпуске из подъёмочного — не менее 6 мм (чертёжный размер 10±0,2).
Перед подкаткой тележки под тепловоз проверяют прохождение смазки в подпятник через смазочную трубочку.
При выпуске из заводского ремонта диаметральный зазор в пяте тележки у тепловозов ТЭ1 должен быть 1,5-2,3 мм, а у ТЭ2 1-1,76 мм; при выпуске из подъёмочного ремонта для тепловоза ТЭ1 — не более 4,5 мм и ТЭ2 — не более 3 мм.
Ремонт скользунов тележек. У тележечных тепловозов рама опирается на тележки через пяты и скользуны; последние оборудованы пружинными амортизаторами. На фиг. 289 показано устройство скользунов тепловоза ТЭ2 до № 167 (а) и с № 168 (б).
Следует помнить, что исправные скользуны обеспечивают устойчивую работу тележек, способствуют равномерному распределению нагрузки по длине шкворневой балки, а трение в опорах скользунов уменьшает виляние тележек и секций тепловоза.
Чтобы установить нормальный зазор Б между кронштейнами боковых опор рамы тележки и планкой скользуна, подбирают толщину регулировочной планки 1. Планку приваривают к кронштейну шкворневой балки после опускания рамы тепловоза на тележки. Пластины 2, имеющие толщину менее 4,5 мм у тепловозов ТЭ2, при заводском ремонте и менее 4 мм при подъёмочном, заменяют новыми. Для тепловозов ТЭ1 соответственно 6-5 мм. Твёрдость вновь устанавливаемых пластин должна быть не менее HB=241.
Выработку от пружины у планки скользуна устраняют наплавкой с по-следующей обработкой или планку заменяют новой. Пружины скользунов, лопнувшие или просевшие более чем на 8 мм, заменяют новыми.
Чтобы улучшить работу пружин скользунов тепловозов ТЭ2 до № 167, при ремонте производят следующие изменения:
1) к шкворневой балке приваривают планки 1 согласно фиг. 290;
2) в шкворневой балке и направляющих четыре отверстия диаметром 55 мм рассверливают до диаметра 58-60 мм с образованием фасок;
3) чтобы исключить трение витков пружины о поверхность рассверленных отверстий в планке скользунов 3, приваривают центрирующие бонки 2. Оси бонок на планке скользуна должны строго совпадать с осями вновь рассверленных отверстий в направляющей планке, что необходимо учесть при разметке;
4) у пружин скользунов, имеющих 10,5 витка, с торца каждого опорного витка при помощи шлифовального круга стачивают 3 мм.
При ремонте и в эксплуатации у скользунов производится контроль зазоров;
5) расстояние А (см. фиг. 289) между нижней плоскостью планки скользунов и плоскостью кронштейна шкворневой балки при выпуске тепловозов из подъёмочного и заводского ремонта должно быть 9-13 мм, а в эксплуатации — 8-15 мм;
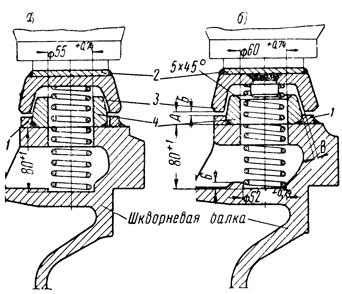
Фиг. 289. Установка скользунов тепловоза ТЭ2: а — у тепловозов до № 167; б — у тепловозов с № 168; 1 — регулировочная планка; 2 — пластина; 3 — планка скользуна; 4 — направляющая
6) зазор Б между нижней плоскостью планки скользуна и верхней плоскостью регулировочной планки при выпуске тепловозов из подъёмочного и заводского ремонта должен быть 1-2 мм, а в эксплуатации — до 0,5 мм (у тепловозов ТЭ1 и ДА зазор Б соответственно при выпуске из ремонта 5-7 мм, в эксплуатации — 3 мм);
7) суммарный зазор В между планкой скользуна 3 и направляющей 4 при выпуске из ремонта находится в пределах 0,5-3 мм при положении планки скользуна над плоскостью кронштейна междурамного крепления на расстоянии А, равном 10 мм. В эксплуатации зазор В допускается до 6 мм.
Расстояние А и зазор Б проверяют на собранном тепловозе, а зазор В — на выкаченной из-под тепловоза тележке. Регулирование расстояния А производят за счёт изменения толщины планки 1 и наплавки нижней поверхности планки скользуна 3.
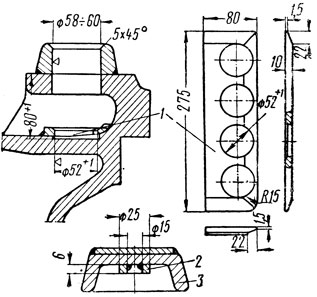
Фиг. 290. Переделка скользунов у тепловозов ТЭ2 (до № 167): 1 — планка; 2- центрирующая бонка; 3 — планка скользуна
Зазор Б при подъёмочном и заводском ремонте устанавливается за счёт новой регулировочной планки 1 (старую планку срубают), а на эксплуатируемом тепловозе — при помощи дополнительной скобообразной планкиг соответствующей по форме установленной регулировочной планке. Толщина дополнительной планки должна соответствовать величине уменьшения зазора. Планку приваривают прерывистым швом.
Уменьшение зазора В производится путём равномерной наплавки боковых поверхностей направляющей 4 с последующей зачисткой. Зазоры измеряют на контрольном пути.
Ремонт концевых балок тележки. Концевые балки тележки 10 (см. фиг. 287) с приваренными к ним угольниками 11 в случае замены прикрепляют к полотнам рамы коническими болтами. При постановке болта рукой в проверенное развёрткой отверстие головка его не должна доходить на 20-30 мм до полотна рамы. Болты забивают до полного соприкосновения головок с опорной поверхностью. Стрела прогиба концевых балок, проверяемая линейкой и щупом, допускается не более 5 мм на длине балки.
Ремонт шкворневых балок. В случае появления трещин у шкворневых балок, что имеет место на тепловозах Д А и ТЭ1, производится их заварка с последующим усилением. При заводском ремонте шкворневые балки с трещинами, длина которых превышает 75% поперечного сечения, заменяют новыми. Для производства работ по заварке трещин раму тележки надо повернуть дефектной поверхностью кверху.
Чтобы предупредить дальнейшее распространение трещины, рекомендуется при разделке фаски на концах трещины просверлить отверстия диаметром 8-10 мм. Разделка трещины производится V-образно под углом 60° с затуплением вершины от 2 до 4 мм. Заварка вырубленного места осуществляется электродами типа Э50 в несколько слоёв. Швы накладывают с соблюдением следующих режимов:
1) при переменном токе напряжение должно быть не ниже 60 в. Понижение напряжения приводит к неустойчивости сварочной дуги;
2) при сварке на постоянном токе электрод соединяют с минусом сварочного генератора;
3) ток при электроде диаметром 4 мм — 160-200 а и при 5-мм электроде — 200-250 а, длина дуги 4-5 мм.
Сварку следует вести обратно-ступенчатым швом; длина каждого участка 150-200 мм. Поры у шва не допускаются.
По окончании шва заплавление кратера должно производиться обратным ходом электрода на 15-20 мм.
После заварки трещины на дефектную поверхность накладывают в два ряда усиливающие накладки толщиной по 8 мм и две боковины (фиг. 291). Предварительную гибку накладок и боковин делают по шаблонам, изготовленным по контурам балки. Окончательную доводку форм накладок делают по месту выбивкой. Для этого детали прихватывают в одном или двух местах к балке, а затем нагревают газовой горелкой до температуры ковки. Зазоры между сопрягаемыми деталями более 1 мм не допускаются. Приварка деталей усиления осуществляется также обратно-ступенчатым швом с перекрытием кромок на 1,5-2 мм. Поперечные швы подвергаются усилению.
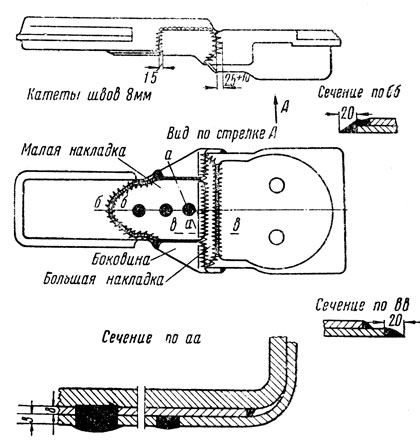
Фиг. 291. Усиление шкворневой балки тележки тепловозов ТЭ1 и Д А
Проверка рам тележек. У рамы тележки проверяют: 1) нет ли перекоса буксовых вырезов; 2) правильность расположения подпятника относительно рамных полотен и буксовых вырезов; 3) перпендикулярность рамных полотен и поверхностей буксовых наличников к горизонтальной плоскости подпятника.
Проверка рамы на отсутствие перекосов буксовых вырезов производится до постановки и после постановки наличников. Перед проверкой раму устанавливают по уровню. На фиг. 292 показана схема проверки применительно к тележке тепловоза ТЭ2 с использованием контрольной линейки 2 и крестового угольника 1, переносимого в соответствующий буксовый вырез.
Проверку производят на середине буксовых вырезов (по высоте), измеряя зазоры между линейкой, угольником и наличниками.
Рама тележки, проверяемая с наличниками, при выпуске из подъёмочного и заводского ремонта должна удовлетворять следующим условиям.
Смещение г рамных полотен одно относительно другого, проверяемое крестовым угольником по лицам наличников, допускается не более 4 мм г при выпуске из подъемочного и не более 2,5 мм при выпуске из заводского ремонта.
Зазор б между контрольной линейкой и внутренними торцовыми поверхностями наличников буксовых вырезов одной стороны рамы должен быть не более 2,5 мм у тепловозов ТЭ2 и 5 мм у тепловозов ТЭ1 и ТЭ3.
Кривизна рамных полотен в плане, проверяемая по внутренним торцовым поверхностям наличников буксовых вырезов (размеры а и в), допускается не более 1,5 мм для тепловозов ТЭ2 и 5 мм для ТЭ1 и ТЭ3 на всей длине рамного полотна.
Расстояние между лицами новых наличников буксового выреза необходимо выдержать в пределах чертежа (293 +0,08 -0,20 для тепловозов ТЭ2 и ТЭ1). Непараллельность сторон буксового выреза между собой в габаритах наличника допускается в вертикальной плоскости не более 0,5 мм и в горизонтальной плоскости — до 0,3 мм.
Для достижения требуемой точности производят подшлифовку наличников 4 по толщине в пределах допуска, т. е. ±0,1 мм.
Правильность расположения подпятника относительно рамных полотен и буксовых вырезов определяется в следующем порядке. Разметкой находят положение вертикальной плоскости KK (фиг. 292), проходящей через середины противоположных буксовых вырезов. Пересечение этой плоскости с линией, проходящей посередине спинки полотна (точки K), наносят при помощи керна.
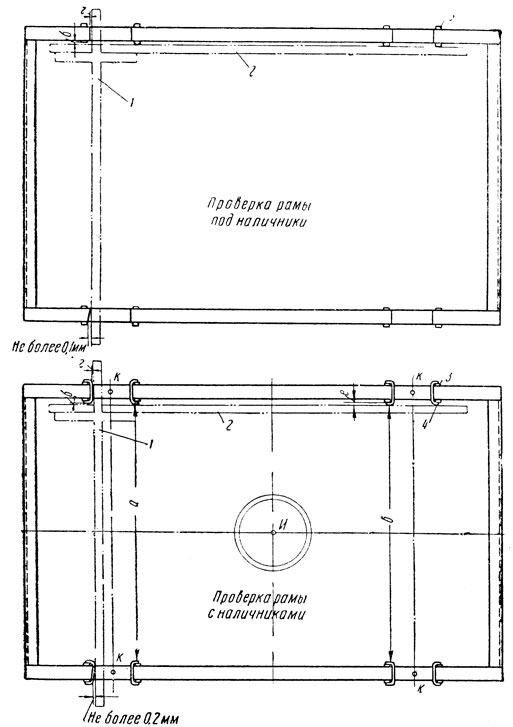
Фиг. 292. Схема проверки рамы тележки тепловоза ТЭ2: 1 — крестовый угольник; 2 — линейка; 3 — подкладка; 4 — наличник
Штихмасом измеряют расстояние между центром пяты И и точками К на полотнах рамы. Разность расстояний допускается не более ±1 мм. У тепловозов ТЭ1 отметки керном наносят на спинках рамных полотен крайних буксовых вырезов.
Перпендикулярность рамных полотен и наличников относительно подпятника тележки проверяют следующим образом. При вынутом диске в углубление пяты кладут брусок, на который одной стороной устанавливают угольник. Вторую сторону угольника подводят к наружным плоскостям рамных полотен. Зазор определяют по всей длине второй стороны угольника. Неперпендикулярность, определяемая величиной зазора между угольником и полотном, допускается не более 0,5 мм. Аналогичным способом проверяют торцовые поверхности наличников. Непараллельность торцовых поверхностей наличников относительно рамных полотен допускается не более 0,3 мм.
Источник