- 3. Организация и планирование производства
- 3.6. Организация вспомогательного производства и обслуживающих хозяйств
- 3.6.2. Организация ремонтной службы предприятия
- Ремонтное производство
- Коротко о статье
- Проблематика
- Бизнес-процесс предприятия
- Первый этап — разборка и дефектация
- Второй этап — ремонт и сборка
- Сквозной пример в 1С:ERP
- Нормативно-справочная информация
- Шаг 1
- Шаг 2
- Шаг 3
- Шаг 4
- Заказы на ремонт и планирование
- Шаг 5
- Шаг 6
- Приемка техники в ремонт
- Шаг 7
- Шаг 8
- Дефектация и ремонт изделия
- Шаг 9
- Шаг 10
- Шаг 11
- Ремонт комплектующих
- Шаг 12
- Изготовление в процессе ремонта
- Шаг 13
- Отгрузка клиенту и закрытие заказов
- Шаг 14
- Шаг 15
- Дополнительные схемы для управления ремонтами в 1С:ERP
- Схема «Сначала все разобрать — потом все собрать»
- Производство работы по ремонту изделия
- Ремонт без учета компонентов
- Ремонт без спецификации
- Заключение
- Автор:
- Музыченко Дарья
3. Организация и планирование производства
3.6. Организация вспомогательного производства и обслуживающих хозяйств
3.6.2. Организация ремонтной службы предприятия
В процессе эксплуатации технологическое оборудование подвергается физическому и моральному износу и требует постоянного технического обслуживания. Работоспособность оборудования восстанавливается путем его ремонта. Причем в результате ремонта должно не только восстанавливаться первоначальное состояние оборудования, но и значительно улучшаться его основные технические характеристики за счет модернизации. Таким образом, сущность ремонта заключается в сохранении и качественном восстановлении изношенных деталей и регулировки механизмов и другого технологического оборудования.
В машиностроении затраты на ремонт оборудования ежегодно достигают 17-26% его первоначальной стоимости, что соответствует 5-8% себестоимости продукции завода. Практика показывает, что затраты на ремонт и техническое обслуживание оборудования постоянно увеличиваются, растут мощности ремонтных служб и численность ремонтных рабочих (15%). В то же время организационный уровень и качество ремонтных работ в целом далеко не всегда удовлетворительны. Децентрализация ремонта приводит к параллельности однородных работ и низкому техническому уровню их исполнения, затраты на капитальный ремонт станка иногда превышают стоимость нового, простои станков в ремонте, как правило, превышают плановые. Отсюда вытекает важное направление деятельности предприятия ‑ постоянное совершенствование организации ремонтного хозяйства.
Задача ремонтной службы предприятия ─ обеспечение постоянной работоспособности оборудования и его модернизация, изготовление запасных частей, необходимых для ремонта, повышение культуры эксплуатации действующего оборудования, повышение качества ремонта и снижение затрат на его выполнение.
Ремонтную службу предприятия возглавляет отдел главного механика предприятия (ОГМ). Структура ремонтной службы представлена на рис. 3.22
Функции ремонтной службы предприятия:
· разработка нормативов по уходу, надзору, обслуживанию и ремонту оборудования;
· планирование планово-предупредительных ремонтов (ППР);
· планирование потребности в запасных частях;
· организация ППР и ППО планово-предупредительного обслуживания (ППО);
· организация изготовления, закупки и хранения запчастей;
· оперативное планирование и диспетчирование сложных ремонтных работ;
· организация работ по монтажу, демонтажу и утилизации оборудования;
· организация работ по приготовлению и утилизации смазочно-охлаждающих жидкостей (СОЖ);
· разработка проектно-технологической документации на проведение ремонтных работ и модернизации оборудования;
· контроль качества ремонтов;
· надзор за правилами эксплуатации оборудования и грузоподъемных механизмов.

Рис. 3.22. Состав служб ремонтной службы предприятия
Обслуживание и эксплуатация оборудования на предприятиях производятся по единой системе планово-предупредительных ремонтов (ППР).
Система ППР ─ это комплекс планируемых организационно-технических мероприятий по уходу, надзору, обслуживанию и ремонту оборудования. Мероприятия носят предупредительный характер, то есть после отработки каждой единицей оборудования определенного количества времени производятся его профилактические осмотры и плановые ремонты: малые, средние, капитальные.
Чередование и периодичность ремонтов определяется назначением оборудования, его конструктивными и ремонтными особенностями, а также условиями эксплуатации. ППР оборудования предусматривает выполнение следующих работ:
· периодические плановые ремонты: малые, средние, капитальные.
Межремонтное обслуживание ─ это повседневный уход и надзор за оборудованием, проведение регулировок и ремонтных работ в период его эксплуатации без нарушения процесса производства. Оно выполняется во время перерывов в работе оборудования (в нерабочие смены, на стыке смен и т.д.) дежурным персоналом ремонтной службы цеха.
Периодические осмотры ─ осмотры, промывки, испытания на точность и прочие профилактические операции, проводимые по плану через определенное количество отработанных оборудованием часов.
Периодические плановые ремонты делят на малый, средний и капитальный ремонты.
Малый ремонт ─ детальный осмотр, смена и замена износившихся частей, выявление деталей, требующих замены при ближайшем плановом ремонте (среднем, капитальном) и составление дефектной ведомости для него (ремонта), проверка на точность, испытание оборудования.
Средний ремонт ─ детальный осмотр, разборка отдельных узлов, смена износившихся деталей, проверка на точность перед разборкой и после ремонта.
Капитальный ремонт ─ полная разборка оборудования и узлов, детальный осмотр, промывка, протирка, замена и восстановление деталей, проверка на технологическую точность обработки, восстановление мощности, производительности по стандартам и ТУ.
ППР осуществляется по плану-графику, разработанному на основе нормативов ППР:
— продолжительности ремонтного цикла;
— продолжительности межремонтных и межосмотровых циклов;
— категорий ремонтной сложности (КРС);
— трудоемкости и материалоемкости ремонтных работ.
Ремонтный цикл ‑ это период работы оборудования от начала ввода его в эксплуатацию до первого капитального ремонта, или период работы между двумя капитальными ремонтами. Структура ремонтного цикла ─ это порядок чередования ремонтов и осмотров, зависящих от типа оборудования, степени его загрузки, возраста, конструктивных особенностей и условий эксплуатации. Под структурой межремонтного цикла понимается перечень и последовательность выполнения ремонтных работ и работ по техническому обслуживанию в период межремонтного цикла. Например, для средних и легких металлорежущих станков структура межремонтного цикла имеет следующий вид:
где К1 и К2 – капитальные ремонты оборудования;
С1 – средний ремонт оборудования.
Из структуры межремонтного цикла видно, сколько и в какой последовательности проводится тот или иной вид ремонта или осмотра.
Межремонтный период – время работы единицы оборудования между двумя очередными плановыми ремонтами.
Под категорией сложности ремонта понимаются степень сложности ремонта оборудования и его особенности. Чем сложнее оборудование, чем больше его размер и выше точность обработки на нем, тем сложнее ремонт, следовательно, и выше категория сложности.
Категория сложности ремонта обозначается буквой R и числовым коэффициентом перед ней. В качестве эталона для определенной группы металлорежущих станков принят токарно-винторезный станок 1К62 с высотой центров 200 мм и расстоянием между центрами 1000 мм. Для этого станка установлена категория сложности по технической части 11R, а по электрической – 8,5R. Категорию сложности любого другого станка данной группы оборудования устанавливают путем сопоставления его с эталоном.
Трудоемкость ремонтных работ того или иного вида определяется исходя из количества единиц ремонтной сложности и норм времени, установленных на одну ремонтную единицу. Количество единиц ремонтной сложности по механической части оборудования совпадает с категорией сложности. Следовательно, станок 1К62 по механической части имеет 11 ремонтных единиц, а по электрической части установлено 8,5 ремонтной единицы.
Нормы времени устанавливаются на одну ремонтную единицу по видам ремонтных работ отдельно на слесарные, станочные и прочие работы.
Суммарная трудоемкость по отдельному виду ремонтных работ определяется по формуле:
 , (3.58)
, (3.58)
где Тс ─ трудоемкость среднего ремонта оборудования данной группы, нормо-ч;
tc ─ норма времени на одну ремонтную единицу по всем видам работ, нормо-ч;
R – количество ремонтных единиц;
Спр – количество единиц оборудования данной группы, шт.
Аналогично определяется трудоемкость по техническому обслуживанию, текущему и капитальному ремонтам.
Ремонт и техническое обслуживание технологического оборудования на предприятиях выполняют ремонтно-механический цех (РМЦ) и ремонтные службы цехов. В зависимости от доли работ, выполняемых производственными цехами, РМЦ и цеховыми ремонтными службами различают три формы организации ремонта: централизованную, децентрализованную и смешанную.
При централизованной форме все виды ремонта, а иногда и техническое обслуживание производятся силами РМЦ завода. Такая организация ремонта применяется на небольших предприятиях с суммарной ремонтной сложностью оборудования 3000-5000 ремонтных единиц. Это, как правило, заводы единичного и мелкосерийного производства.
При децентрализованной форме все виды ремонтов и техническое обслуживание оборудования выполняются силами цеховых ремонтных баз (ЦРБ) под руководством механиков цехов. На этих базах восстанавливаются изношенные детали. Новые сменные запасные детали изготавливаются в РМЦ. Здесь же могут восстанавливаться изношенные детали, требующие применения специального технологического оснащения и оборудования. В отдельных случаях, по специальному указанию главного механика, РМЦ проводит капитальный ремонт технологического оборудования. Такая организация ремонта свойственна предприятиям массового и крупносерийного производства с большим числом оборудования в каждом цехе (с суммарной сложностью не менее 800-1000 ремонтных единиц).
Смешанная форма организации ремонтных работ характеризуется тем, что наиболее сложные и трудоемкие работы (капитальный ремонт, модернизация оборудования, изготовление запасных частей и восстановление изношенных деталей) производятся силами РМЦ, а техническое обслуживание, текущий и средний ремонты, внеплановые ремонты – силами ЦРБ, комплексными бригадами слесарей, закрепленными за участками. Под влиянием научно-технического прогресса, с возрастанием доли сложного, прецизионного и автоматического оборудования и с повышением требований к качеству продукции наметилась тенденция перехода от децентрализованной формы к смешанной. При переходе средних и крупных предприятий на смешанную форму организации ремонтных работ целесообразно концентрировать в РМЦ все виды работ, выполняемых в больших объемах (средние и капитальные ремонты, изготовление запасных частей и др.).
Технико-экономические показатели ремонтной службы
При анализе и оценке работы ремонтной службы используются следующие технико-экономические показатели:
1. Время простоя оборудования в ремонте, приходящееся на одну ремонтную единицу. Этот показатель определяется делением суммарного простоя оборудования в ремонте на число ремонтных единиц оборудования, которое подвергается ремонту в данном плановом периоде. Необходимо добиваться максимального сокращения этого времени.
2. Число ремонтных единиц установленного оборудования, приходящееся на одного ремонтного рабочего. Это число характеризует производительность труда ремонтных рабочих, которая должна постоянно увеличиваться.
3. Себестоимость ремонта одной ремонтной единицы, определяемая делением всех расходов (включая накладные) по ремонту в течение определенного времени (например, в течение года) на число ремонтных единиц оборудования, ремонтируемого за этот же плановый период. Необходимо стремиться к максимальному снижению этого показателя.
4. Оборачиваемость парка запасных деталей, равная отношению стоимости израсходованных запасных деталей к среднему остатку их в кладовых. Этот показатель должен быть максимально большим.
5. Число аварий, поломок и внеплановых ремонтов на единицу оборудования, характеризующее эффективность системы ППР. Оно должно быть минимальным.
Между этими показателями существует определенная зависимость. Сокращение времени простоя оборудования в ремонте, приходящегося на одну ремонтную единицу, приводит к увеличению числа ремонтных единиц установленного оборудования, приходящегося на одного ремонтного рабочего, так как один и тот же объем ремонтных работ при сокращении времени на него может быть выполнен меньшим количеством рабочих. Это обусловливает снижение себестоимости ремонта одной ремонтной единицы. Улучшение первых трех показателей достигается посредством более эффективной организации ремонтных работ и ремонтного хозяйства, что приводит к улучшению четвертого показателя. Анализ всех показателей проводится в сравнении с показателями, достигнутыми на специализированных ремонтных предприятиях.
Источник
Ремонтное производство
Коротко о статье
В сферу деятельности многих производственных предприятий входит не только изготовление новой продукции, но и предоставление услуг по ее ремонту (гарантийному, капитальному, текущему).
В статье рассматриваются возможности системы 1C:ERP для автоматизации учета ремонтных работ.
В первой части разобран большой сквозной пример, основанный на реальных требований авиастроительного предприятия.
Во второй части статьи кратко обозначены другие возможности 1C:ERP для автоматизации ремонтного производства, описаны схемы работы и особенности учета.
В дополнение к статье рекомендуем вебинар:
Вебинар «Управление ремонтным производством в 1С:ERP»Проблематика
На первый взгляд может показаться, что в ремонтном производстве нет ничего сложного: зная технологию изготовления, можно без труда разобрать изделие, заменить детали и снова собрать.
Фактически же процесс ремонта — это уникальная последовательность технологических операций для приведения ремонтируемого изделия в работоспособное состояние.
Осуществление этого процесса предполагает тщательную конструкторскую и технологическую подготовку: разработку рабочих чертежей, технических условий, технологических карт, проектирование и изготовление специальных инструментов и приспособлений, определение потребности в запчастях, материалах, оснастке и инструментах.
Так или иначе это все присуще и процессу изготовления продукции. Так в чем же сложность автоматизации именно ремонтного производства?
- До начала разборки состав изделия часто неизвестен. Это характерно для технологически сложных изделий (авиация, машиностроение, двигателестроение и т. п.), где у каждого экземпляра уникальный состав из-за частого изменения конструкторской документации и индивидуальных параметров, запрошенных клиентом при заказе.
- Неизвестно как будет выглядеть ремонт конкретного экземпляра, это зависит от результатов разборки и дефектации. Мы не знаем, какие детали придется отремонтировать или заменить, пока не разберем полученное в ремонт изделие.
- Необходимо заранее планировать закупку материалов и комплектующих с учетом вероятности разных исходов дефектации. Если закупать материалы только под фактические потребности, срок ремонта может затянуться. Планирование закупок по заранее собранной статистике дает возможность минимизировать эти риски и выполнить работу в срок/
Бизнес-процесс предприятия
Рассмотрим процесс ремонтного производства на примере одного из авиастроительных предприятий.
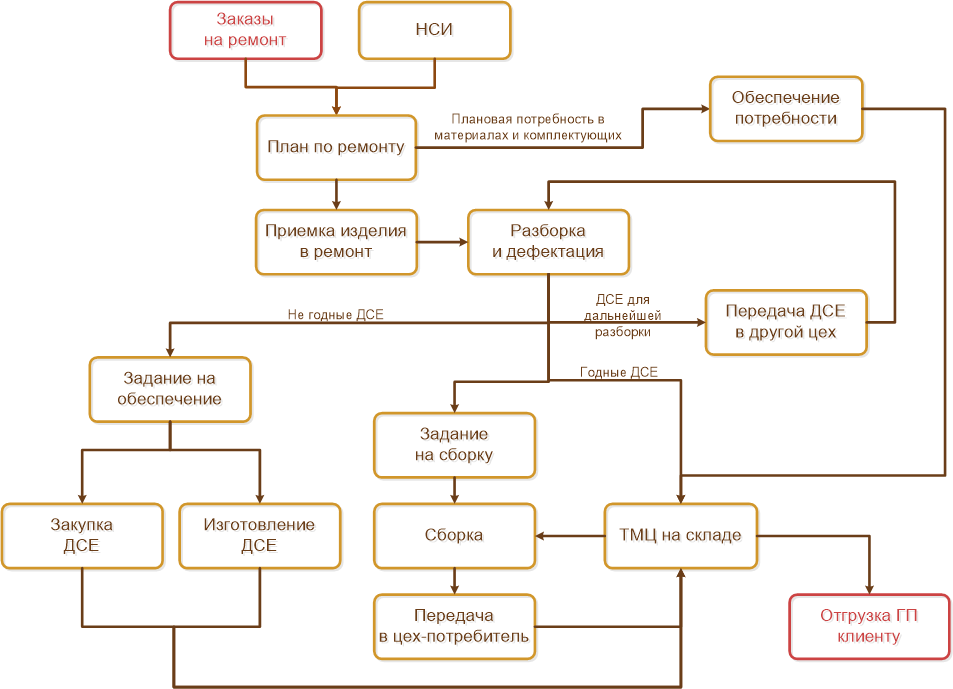
Отдел продаж. Отдел продаж получает от клиентов заявки на ремонт ранее закупленной техники. Заявки проходят процедуру согласования и добавляются в план по ремонту.
Отдел снабжения. Чтобы не задерживать ремонт изделия, поступившего на завод, служба снабжения заранее закупает часть материалов и покупных комплектующих. Список такой номенклатуры определяется по ведомостям обязательной замены. Ведомость обязательной замены — это те материалы и ДСЕ, которые потребуется заменять при ремонте в 100% случаев. Включение ДСЕ в ведомость регламентируется руководством по ремонту изделия.
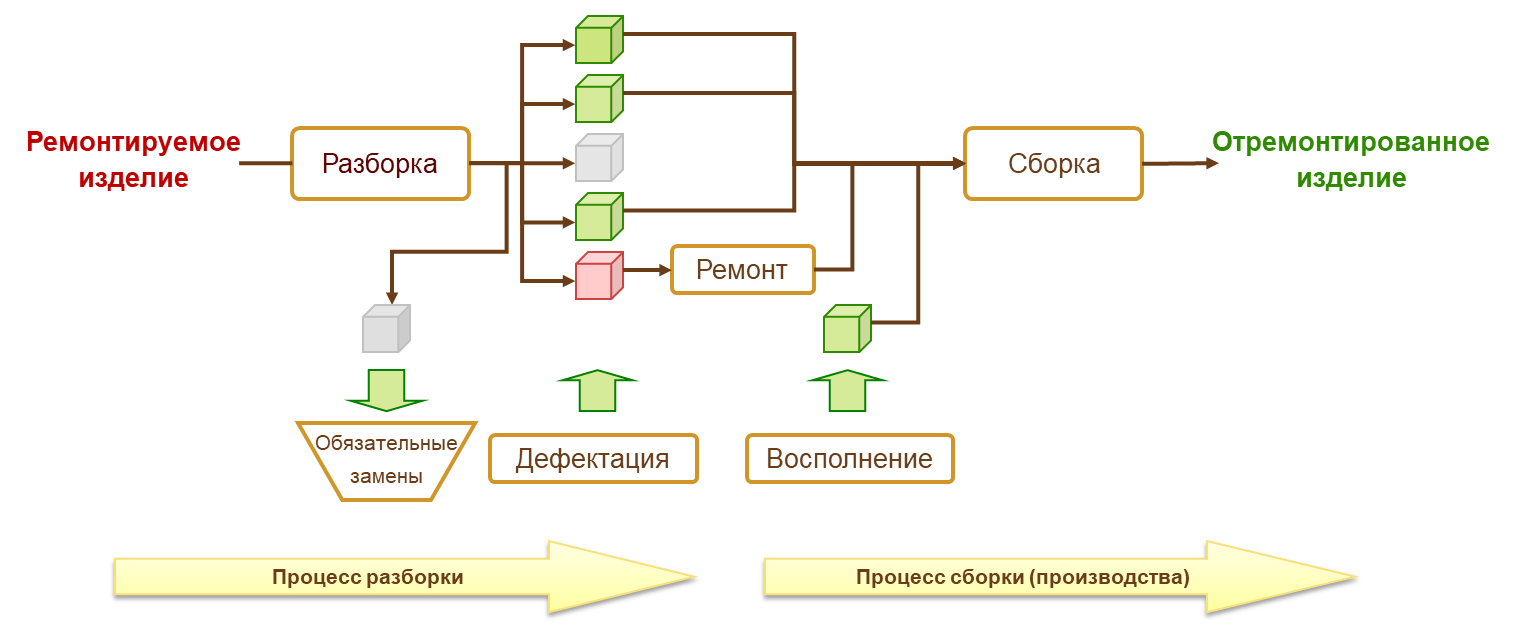
Производство. Когда техника поступает в ремонт, ее передают в ответственный цех для выполнения ремонтных работ. Процесс ремонта можно условно разделить на две части: р азборка и дефектация, р емонт и сборка.
Первый этап — разборка и дефектация
Дефектация — это процесс проверки состояния деталей и узлов через сравнение фактических показателей с данными технической документации.
Основная задача дефектовочных работ — не пропустить на сборку детали, которые нужно заменить, и не отправить в брак годные.
По результатам дефектации составляется акт, в котором содержатся:
- перечень деталей и сборочных единиц (ДСЕ), признанных негодными;
- ДСЕ и узлы, требующие дальнейшей разборки и дефектации;
- годные ДСЕ (это может быть как полный перечень всех ДСЕ, полученных после разборки, так и список, ограниченный основными узлами, хранение которых необходимо проконтролировать).
По каждой негодной ДСЕ определяется способ обеспечения (закупка или изготовление) и создается соответствующее задание. Если необходимая ДСЕ есть на складе, оформляется заявка на передачу в цех для выполнения ремонта и сборки.
ДСЕ и узлы для дальнейшей разборки при необходимости передаются в другой цех, где выполняется аналогичная процедура.
Второй этап — ремонт и сборка
Когда цех получил все запрошенные ДСЕ, он ремонтирует узел и возвращает его отправителю. Эта цепочка повторяется вплоть до изделия, полученного от клиента.
Работы по сборке и ремонту, как правило, сопровождаются маршрутным листом, в котором описываются выполненные работы и фактический расход материалов и ДСЕ.
Отремонтированное изделие передается на склад отгрузки, после чего возвращается клиенту.
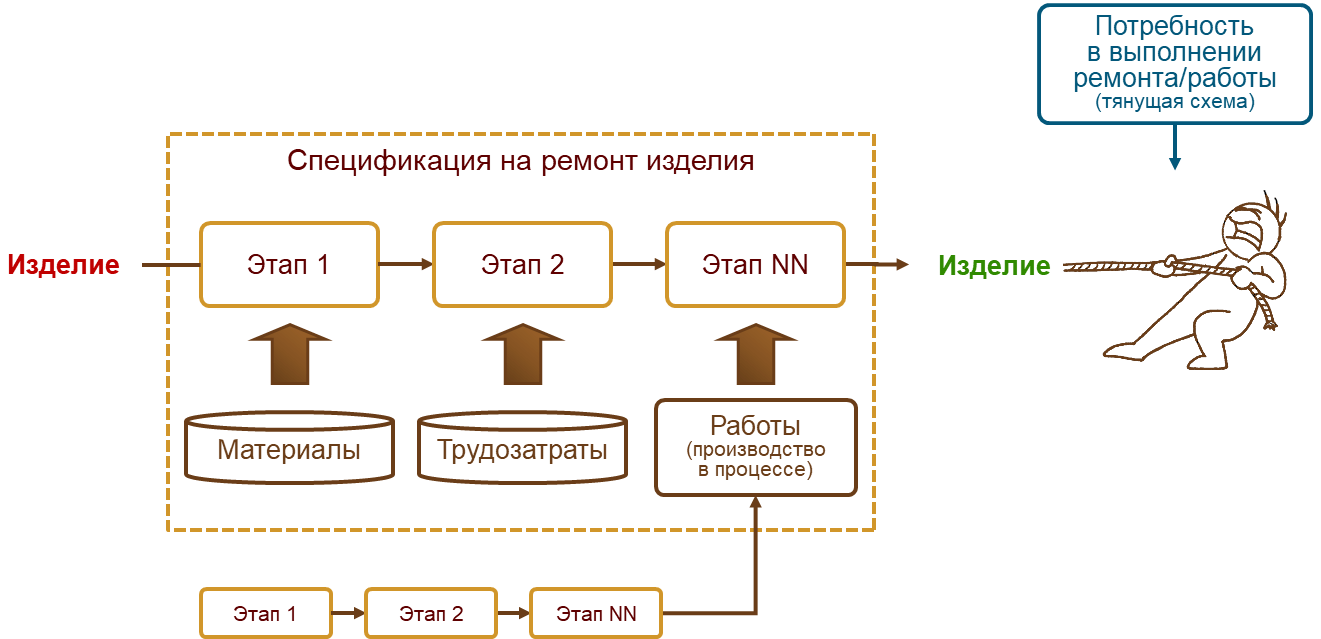
Сквозной пример в 1С:ERP
Нормативно-справочная информация
Создаем ресурсную спецификацию с типом «Ремонт». На шагах 1-4 настроим эту ресурсную спецификацию.
Шаг 1
На закладке «Производственный процесс» добавляем необходимое количество этапов. В нашем примере это:
- разборка и дефектация;
- ремонт и сборка.
Шаг 2
На закладке «Побочный и промежуточный выход» указываем ДСЕ, которые появляются в процессе разборки.
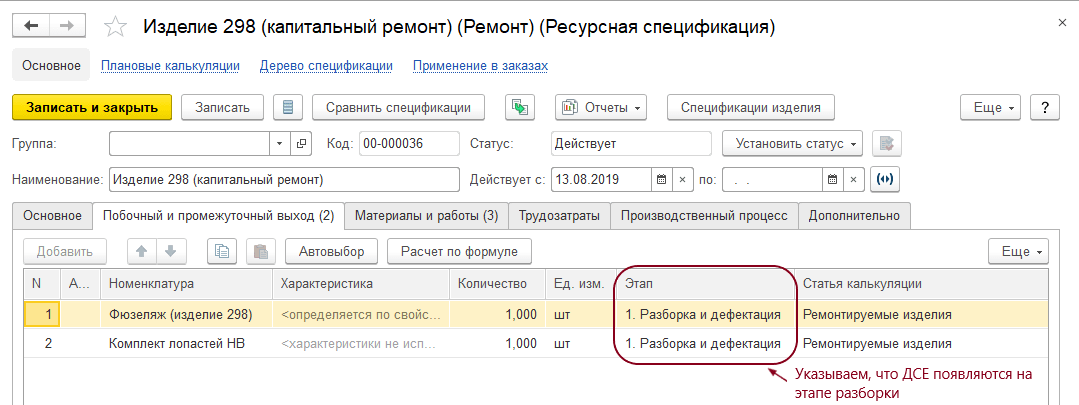
Решать, насколько полным будет этот список, нужно исходя из количества ДСЕ в составе ремонтируемой техники и требований заказчика к ведению складского учета.
1С:ERP позволяет вести учет как всех комплектующих, вплоть до болта, так и только ключевых узлов, требующих дальнейшего ремонта или учета на складе.
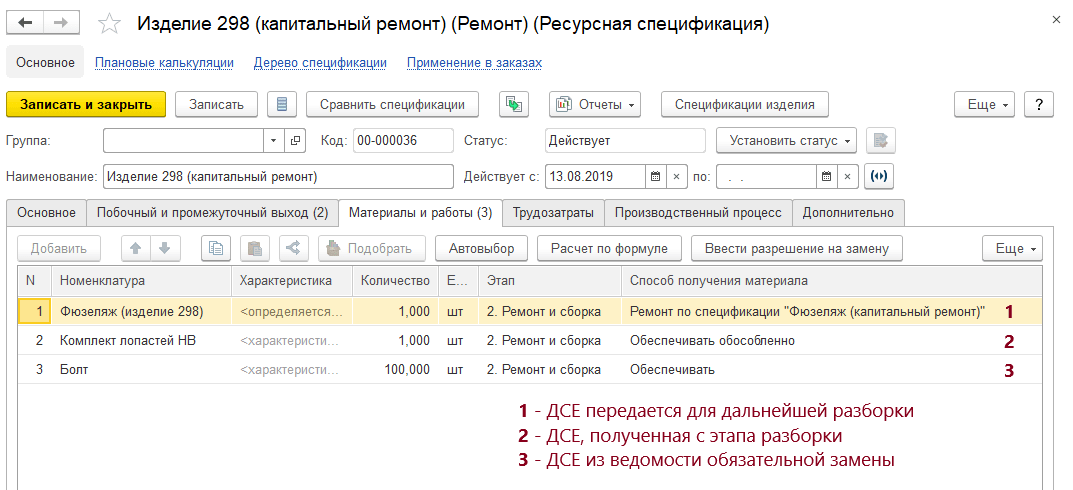
Шаг 3
На закладке «Материалы и работы» перечисляем ДСЕ и материалы, которые потребуются на этапе сборки. К ним относятся:
ДСЕ, полученные в процессе разборки. Если заранее известно, что ДСЕ тоже должна пройти процедуру дефектации и ремонта (при необходимости), то в способе получения материала следует установить признак Ремонт по спецификации и указать спецификацию;
ДСЕ и материалы из ведомости обязательной замены.
Многие заводы, кроме ведомости обязательной замены, планируют закупки с учетом коэффициентов сменности ДСЕ. Этот показатель говорит, с какой вероятностью ДСЕ потребуется заменить или отремонтировать.
В 1С:ERP коэффициент сменности можно ввести для любой строки материалов. Для этого нужно заполнить поле «Вероятность» в форме «Применение материала».
Чтобы учесть материалы и ДСЕ при планировании, но в производстве использовать только при необходимости, выбираем способ применения «По требованию».
В таком случае в обеспечение этапа производства их можно будет добавить вручную, вызвав команду «Подобрать по спецификации».
Шаг 4
На закладке «Трудозатраты» указываем перечень работ по каждому этапу или по спецификации в целом.
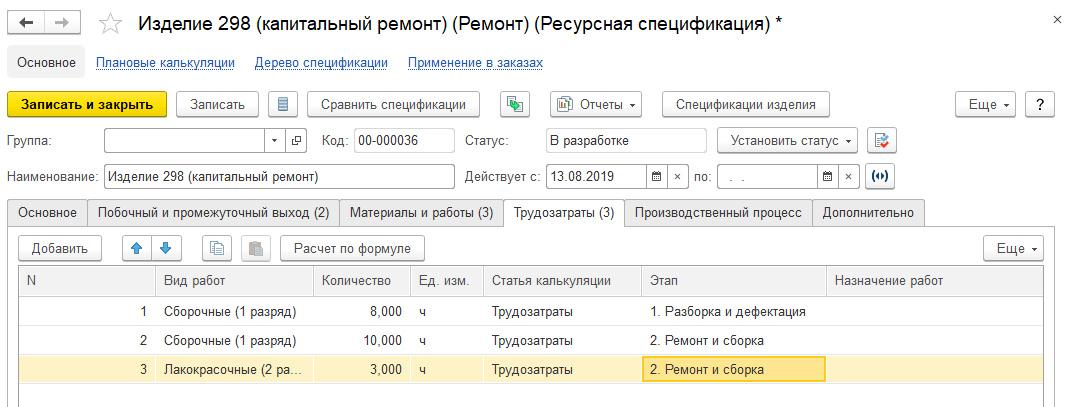
Здесь можно придерживаться тех же правил, что и для материалов, — указывать только постоянные трудозатраты. Работы, возникшие в процессе ремонта, регистрировать уже по факту — в документе «Этап производства».
Заказы на ремонт и планирование
В 1С:ERP процесс ремонта техники клиентов регистрируется через документы производства из давальческого сырья.
Шаг 5
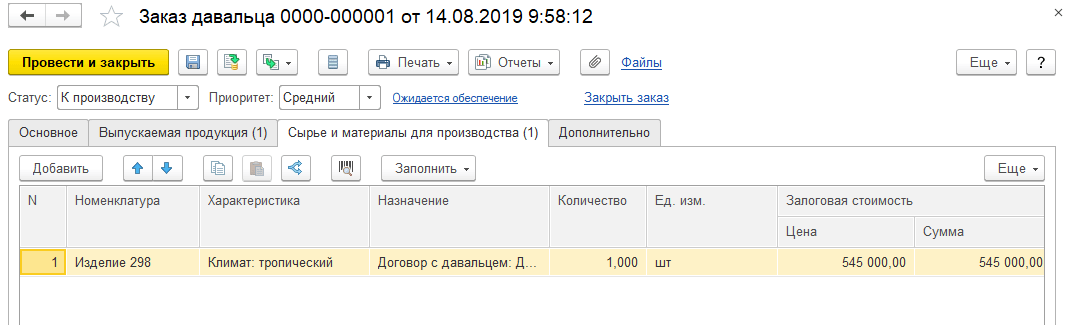
В системе создаем документ «Заказ давальца» с типом «Ремонт».
На закладке » Сырье и материалы для производства» указываем номенклатуру, полученную от клиента, на закладке » Выпускаемая продукция» — номенклатуру, которая получится после ремонта. В нашем случае это один и тот же элемент справочника.
В документе фиксируем спецификацию, по которой будут производиться работы, и стоимость услуг по ремонту.
Если кроме изделия клиент передает собственные запасные части, их также включаем в табличную часть «Сырье и материалы для переработки».
Шаг 6
Чтобы получить плановую потребность в материалах и комплектующих для ремонта, создаем «План производства» с отдельным видом и правилом заполнения — «По заказам давальцев».
Для автоматического расчета потребности в материалах при планировании производства в сценарии нужно установить признак «Расчет потребностей в материалах, видах РЦ и трудовых ресурсах» и выбрать подходящую стратегию расчета потребностей.
Ниже описаны правила расчета потребностей в материалах в плане производства в зависимости от выбранной стратегии:
Наиболее вероятная — все материалы (основные и по требованию) планируются с учетом установленной вероятности.
Оптимистичная — основные материалы планируются без учета вероятности, материалы «По требованию» — не планируются.
Пессимистичная — основные материалы планируются без учета вероятности, материалы «По требованию» — с учетом вероятности.
Пример с результатами расчета приведен в таблице.

После утверждения «Плана производства» результат расчета можно посмотреть в контекстном отчете «Плановая потребность в материалах».
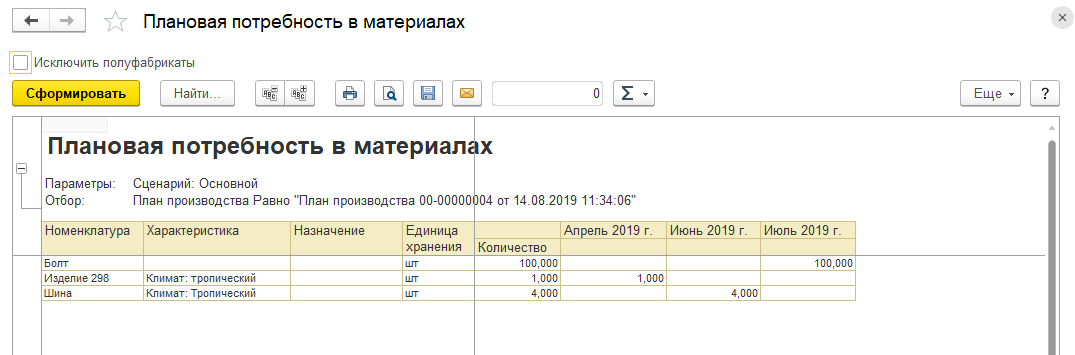
Отчет «Плановая потребность в материалах»
Приемка техники в ремонт
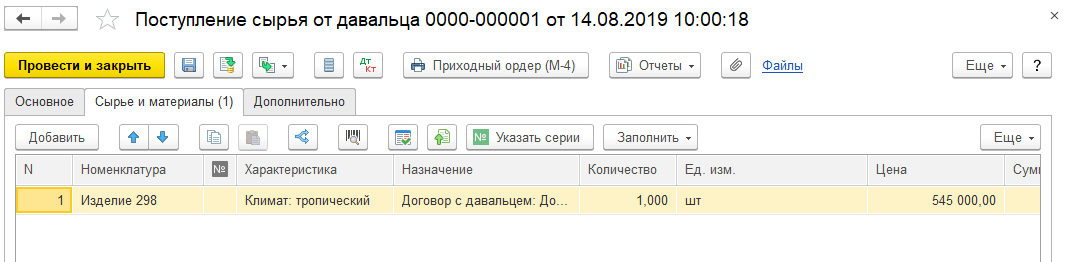
Шаг 7
Чтобы отразить в системе получение техники от клиента, создаем документ «Поступление сырья от давальца».
Шаг 8
Для передачи распоряжения о начале ремонтных работ также создаем «Заказ на производство». Оба документа могут быть созданы на основании заказа давальца.
Из заказа на производство формируем этапы. Для этого перейдем в структуру заказа и нажмем кнопку «Сформировать».
Дефектация и ремонт изделия
Для отражения в системе результатов дефектации выполняем шаги 9, 10 и 11.
Шаг 9
В этапе «1. Разборка и дефектация» на закладке Выпуск указываем все ДСЕ, которые должны появиться на складе после разборки.
В нашем примере в ресурсной спецификации материалы и работы заполнены не были, поэтому заполняем табличную часть вручную.
Чтобы исключить возможность использования полученных ДСЕ в других целях (например, на изготовление новой продукции), к колонке «Назначение» нужно указать назначение — договор, по которому производится ремонт.
Негодные или отсутствующие ДСЕ, добавленные автоматически из ресурсной спецификации, из табличной части необходимо удалить или отменить.
Шаг 10
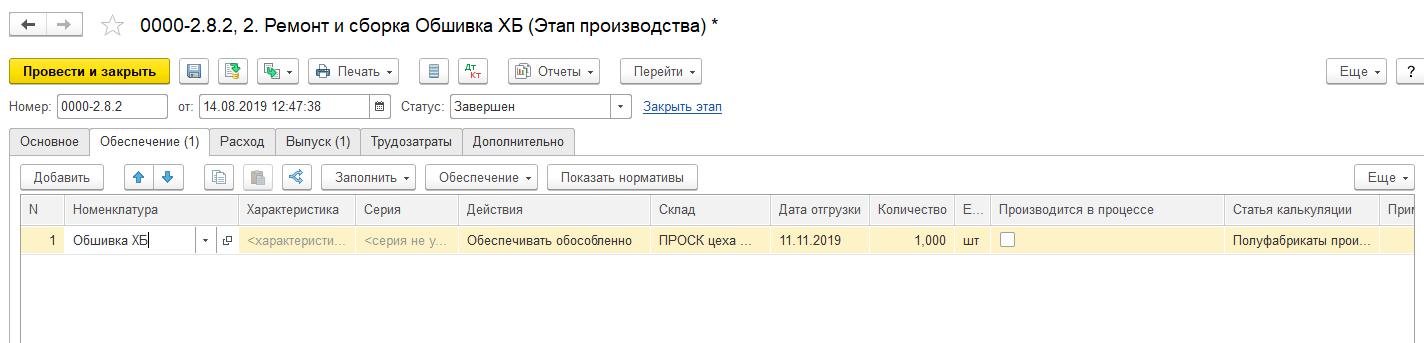
В этапе «2. Ремонт и сборка» на закладке «Обеспечение» указываем ДСЕ, которые потребуются для сборки.
Здесь должны быть все ДСЕ, что будут выпущены на этапе 1, и те, которые были признаны негодными или отсутствовали при дефектации.
Для ДСЕ, которые требуется отремонтировать, устанавливаем признак «Производится в процессе» и указываем спецификацию на ремонт. В нашем примере это «Кабина пилота» и «Обшивка ХБ».
Шаг 11
После того как результаты дефектации внесены в систему, этапы необходимо доформировать. Эта операция станет доступна в структуре этапов, если была добавлена хотя бы одна строка с пометкой «Производится в процессе».
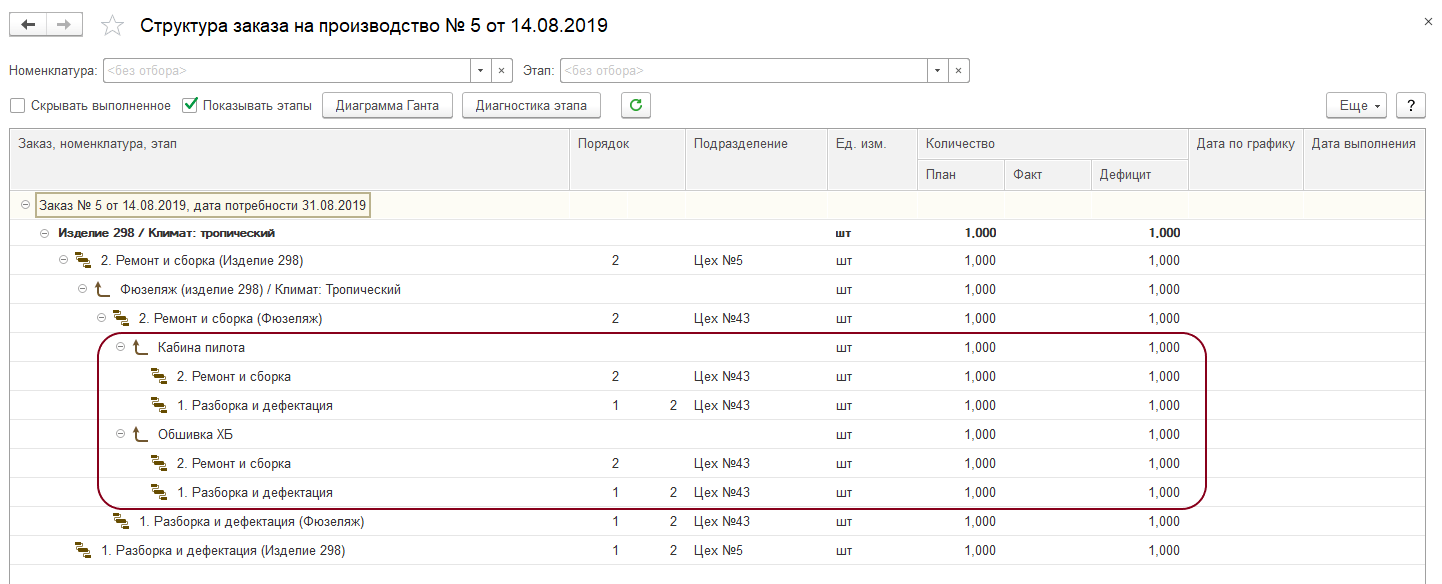
В системе появились новые этапы производства для добавленных ДСЕ, требующих ремонта.
Ремонт комплектующих
Шаг 12
Ремонт комплектующих оформляется в системе по той же схеме, что и принятое в ремонт изделие: сначала выполняется этап разборки и дефектации с выпуском комплектующих (если необходимо), потом — этап ремонта и сборки.
Если ДСЕ ремонтируются в другом цехе, после разборки для них создается документ передачи. Действие доступно на основании документа «Этап производства» и в рабочем месте «Накладные к оформлению».
После завершения сборки мастер цеха закрывает «Этап производства» и оформляет передачу в цех- потребитель.
Изготовление в процессе ремонта
Рассмотрим случай, когда в процессе дефектации выясняется, что ДСЕ не может быть отремонтирована.
Шаг 13
Например, при дефектации детали «Обшивка ХБ» определили, что требуется ее заменить на новую. Тогда в этапе по ремонту и сборке обшивки ХБ на закладке Обеспечение добавляем ее же в табличную часть, указав способ обеспечения: «Обеспечивать» или «Обеспечивать обособленно».
Другой случай: при дефектации узла зафиксировали, что ДСЕ отсутствует.
Если ДСЕ была указана в спецификации — в этапе дефектации ее следует удалить или отменить выпуск с указанием причины, но оставить в этапе сборки, указав спецификацию на изготовление. Если ДСЕ не была указана в спецификации узла, то в этапе «2. Ремонт и сборка» ее необходимо добавить на закладку «Обеспечение».
Чтобы этапы по изготовлению доформировались в общем дереве ремонта, устанавливаем признак «Производится в процессе» и выбираем спецификацию на изготовление. Если этого не требуется, оставляем значения пустыми. Тогда запустить изготовление ДСЕ можно будет через рабочее место «Формирование заказов по потребностям».
Отгрузка клиенту и закрытие заказов
Шаг 14
После завершения ремонта закрываем «Заказ на производство». Система проверит, что все этапы закрыты, а ДСЕ потреблены. Проверка производится только по этапам из структуры заказа. ДСЕ, запущенные отдельными заказами на производство, в проверке не участвуют.
Шаг 15
Теперь можно отгружать отремонтированное изделие заказчику:
1. В документе Заказ давальца устанавливаем статус: «К отгрузке» или «Закрыт».
2. Создаем на основании документ «Передача давальцу».
Дополнительные схемы для управления ремонтами в 1С:ERP
Ниже описаны другие возможности системы и приведен пример, в каком случае стоит их рассматривать. Применять их можно как готовую схему либо комбинировать в различных вариациях.
Схема «Сначала все разобрать — потом все собрать»
Схему стоит рассматривать в следующих случаях:
Необходимо разделять в системе изделие, переданное в ремонт, и отремонтированное.
Процессы разборки и сборки разведены, и любой из них может существовать отдельно.
Яркий пример такой схемы: взяли два сломанных двигателя, разобрали, из годных запчастей собрали один, непригодные запчасти утилизировали.
Для такой схемы в справочнике «Номенклатура» создаем два элемента справочника либо две характеристики одного элемента. Для каждой номенклатуры понадобится своя спецификация: первая — на разборку и утилизацию, вторая — на сборку, изготовление.
Потребность в ремонте фиксируем документом «Заказ давальца» с типом «Изготовление».
На основании заказа давальца создаем два заказа на производство: с типом «Разборка и утилизация» для полученного сырья и «Изготовление, сборка» — для производства продукции по заказу.
Производство работы по ремонту изделия
Схема применима, если нет необходимости вести материальный учет принятых в ремонт изделий и компонентов, полученных в процессе разборки.
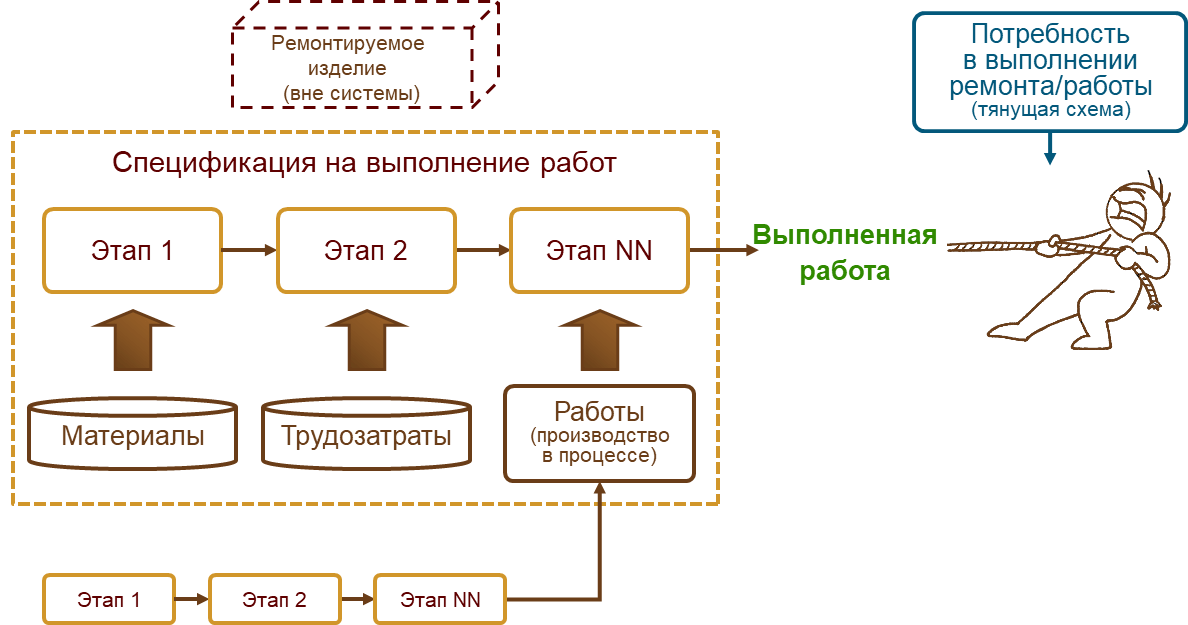
Для такой схемы создаем спецификацию на изготовление, в качестве выпускаемой продукции выбираем номенклатуру с видом «Работа».
Процесс ремонта в данном случае не отличается от процесса изготовления: для формирования потребности создаем «Заказ клиента», на основании его формируем «Заказ на производство» с типом «Изготовление, сборка».
Выпущенную работу реализуем клиенту.
Ремонт без учета компонентов
Гибрид схемы, описанной в основной части статьи, и схемы по производству работ. Применима, если нужен учет ремонтируемого изделия без материального учета его компонентов.
Создаем спецификацию с видом «Ремонт» для изделия. Побочный выход в процессе разборки не фиксируем, ремонт компонентов представляем в виде работ, произведенных в процессе (указываем работы на закладке «Материалы и работы»). Не забываем, что для каждой работы должна быть ресурсная спецификация на изготовление.
Ремонт без спецификации
Работа в ручном режиме. Такой вариант стоит рассматривать, когда НСИ на ремонт отсутствует либо нужно отразить выполнение ремонта по факту выполнения.
Создаем заказ на производство с типом «Ремонт», в строке ремонтируемого изделия спецификацию оставляем пустой. Этапы производства создаем в структуре заказа — по гиперссылке «Создать этапы» или по команде «Изменить цепочку этапов».
Заключение
Возможно, на практике предложенных средств окажется недостаточно. Это может быть компенсировано разработкой новых рабочих мест, отражающих необходимые операции в типовых объектах.
Автор:

Музыченко Дарья
Методист отдела разработки «1С:ERP Управление предприятием» фирмы «1С»
Источник