- Трудоемкость ремонта колесной пары электровоза
- 9. Техническое обслуживание ТО-4
- Техническое обслуживание и ремонт колёсной пары электровоза ВЛ 80 С
- Устройство колёсной пары электровоза. Ремонт гидравлического гасителя колебаний пассажирских вагонов. Нормы искусственного освещения производственных помещений. Оптимальные уровни метеорологических факторов в рабочей зоне производственных помещений.
- Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Трудоемкость ремонта колесной пары электровоза




9. Техническое обслуживание ТО-4
При ТО-4 выполняют обточку колесных пар без выкатки их из-под электровоза. Как правило, ТО-4 совмещают по времени с текущим ремонтом ТР-1 либо ТР-2.
Колесные пары электровоза должны выкатываться лишь при ТР-3. Поэтому при необходимости обточку колесных пар при ТР-1 осуществляют без выкатки. Для этого применяют станки двух типов, которые отличаются способом обточки бандажа.
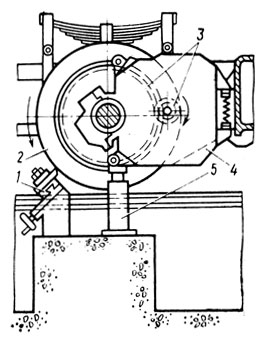
Рис. 31. Схема обточки бандажа колесной пары без выкатки
При обточке бандажа на станке А-41 (рис. 31) колесная пара 2 приводится во вращение от соединенного с ней через зубчатую передачу 3 тягового двигателя 4 электровоза. Двигатель получает питание от специального мотор-генератора или статического преобразователя постоянного тока. Резание осуществляется двумя резцами, каждый из которых установлен в перемещаемом суппорте 1. Чтобы колесная пара могла вращаться, тяговый двигатель вместе с ней приподнимается домкратом 5 на 5-10 мм над уровнем головки рельса. Профиль бандажа обрабатывают по шаблону (рис. 32).
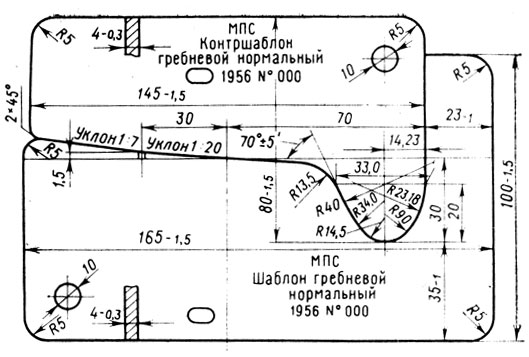
Рис. 32. Шаблон и контршаблон для проверки профиля гребня и поверхности катания бандажа
Во многих локомотивных депо для обточки бандажей без выкатки колесных пар используют изготовляемые Краматорским станкостроительным производственным объединением станки КЖ-20 (рис. 33), КЖ-20М, КЖ-20МХ, КЖ-20Б и КЖ-20ТФ-1. При обточке на этих станках колесная пара вращается от опорно-приводных роликов, а резание осуществляется профильными фрезами, имеющими собственный привод.
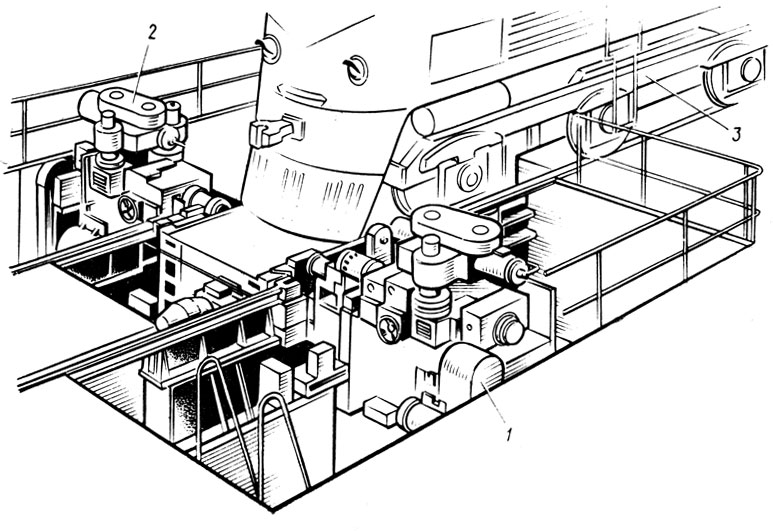
Рис. 33. Общий вид станка КЖ-20 для обточки бандажей колесных пар без выкатки: 1 — электродвигатель станка; 2 — суппорт; 3 — рама тележки
Фреза имеет десять спиральных граней, на которых в шахматном порядке расположены 110 цилиндрических резцов из твердого сплава, образующих профиль бандажа (рис. 34). Применение таких станков позволяет значительно сократить простой электровозов в ремонте, а также трудоемкость и себестоимость выполняемых работ.
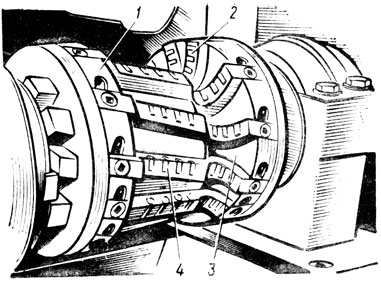
Рис. 34. Общий вид фрезы: 1 — корпус; 2 — пластина; 3 — резец; 4 — крепящий винт
Перед обработкой колесных пар на станке необходимо демонтировать буксовые крышки. Размещение электровоза на станке осуществляется маневровым локомотивом, после Этого электровоз зачаливают тросом для последующего перемещения и обработки остальных колесных пар.
Ролики домкратов совмещают с гребнями обрабатываемой колесной пары и отрывают ее на 2-3 мм от рельсов. Рельсы отводят, а колесную пару зажимают пинолями, которые вводятся в центровые отверстия оси колесной пары. При этом несовпадение центров станка с центровыми отверстиями оси допускается не более 8 мм.
Убедившись, что центры станка плотно вставлены в центровые отверстия оси колесной пары, зажимают пиноли центровых бабок гидрозажимом. После этого осуществляют сближение фрез с бандажами колесной пары до зазора 10-15 мм. Устанавливают направление вращения роликов таким образом, чтобы колесная пара вращалась обработанной поверхностью к рабочему. Положение фрез устанавливают с помощью измерительного устройства по внутренним граням бандажей колесной пары. Затем включают вращение шпинделей фрез и роликов подачи. Фрезы подводят к бандажам, и производится врезание на нужную глубину на участке окружности 350-400 мм. Максимальная глубина врезания 8 мм. Процесс полной обработки бандажей выполняется за один оборот колесной пары с момента полного врезания фрез.
Если требуется повышенная точность и чистота обрабатываемой поверхности, обработку колесной пары осуществляют за два прохода. При этом второй подход выполняют без врезания. Скорость резания выбирается в зависимости от состояния поверхности катания бандажей колесной пары. При наличии ползунов для увеличения стойкости чашек фрез обработку ведут на 1-й скорости при минимальной частоте вращения фрез 70 об/мин.
После остановки станка локомотив лебедкой перемещается для обработки следующей колесной пары, и цикл повторяется. По окончании обработки бацдажей всех колесных пар бандажным штангенциркулем-скобой замеряют диаметры колес и электровоз выводят из цеха.
При обточке колесных пар на станке без выкатки из-под локомотива необходимо соблюдать общие правила техники безопасности при работе на металлорежущих станках.
Перед установкой локомотива на станок необходимо убедиться, что участки убирающихся рельсов имеют надежное крепление, станок находится в исходном (нерабочем) положении, а в канаве нет людей. При постановке локомотива на станок рельсы должны быть подведены, ролики отпущены, пиноли отведены. При перемещении локомотива лебедкой зачаливание должно производиться таким образом, чтобы тянущий участок троса был натянут, а ненагруженный — ослаблен. При этом перед перемещением для обточки следующей колесной пары станок необходимо привести в исходное положение и установить участки убираемых рельсов. После установки электровоза на станок необтачиваемые колесные пары подклинивают деревянными клиньями.
В период нахождения электровоза на станке все ремонтные работы должны быть прекращены.
Не разрешается работать на станке со снятым ограждением фрез. Заменять фрезы следует только при полностью остановленном станке.
Недопустимо выполнять регулировку и наладку станка, а также обмеры колесной пары до полной остановки.
Источник
Техническое обслуживание и ремонт колёсной пары электровоза ВЛ 80 С
Устройство колёсной пары электровоза. Ремонт гидравлического гасителя колебаний пассажирских вагонов. Нормы искусственного освещения производственных помещений. Оптимальные уровни метеорологических факторов в рабочей зоне производственных помещений.
| Рубрика | Транспорт |
| Вид | курсовая работа |
| Язык | русский |
| Дата добавления | 05.04.2018 |
| Размер файла | 544,2 K |

Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Размещено на http://www.allbest.ru/
1. Устройство и ремонт колёсной пары электровоза ВЛ 80 С
1.1 Назначение. Технические данные
1.2 Неисправности и ремонт
1.3 Техника безопасности
1.4 Охрана труда
2. Ремонт гидравлического гасителя колебаний
2.1 Назначение и устройство.
2.2 Технические данные
2.4 Техника безопасности. Охрана труда
Список использованной литературы
Из-за больших статических и динамических нагрузок, которые возникают в условиях эксплуатации колёсной пары, возникают различные дефекты.
Для обеспечения надёжной работы на железной дороге создана система выявления дефектов колёсных пар. Основой такой системы является выявление дефектов колёсных пар. В эксплуатации колёсная пара испытывает статические и динамические нагрузки.
Для грузовых вагонов норма статической нагрузки на рельсы от колёсной пары значительно меньше, чем у пассажирских и составляет 176,4 кН. Динамические силы взаимодействия между колесом и рельсом существенно возрастают. Как показывает анализ эксплуатации подвижного состава, это происходит в результате изменения жёсткости пути и увеличения дефектов на рельсах и колёсах. Наблюдения показали, что у поездов, которые обращаются на участках пути с железобетонными шпалами, колёса значительно чаще бракуют из-за дефектов поверхности катания колёс, чем колёса поездов, которые обращаются на участках с деревянными шпалами. Это происходит вследствие того, что жёсткость железобетонной шпалы по сравнению с деревянной в 2 раза больше, а зимой она возрастает ещё в 2 раза по сравнению с летом.
Для уменьшения дефектов тормозного происхождения применяются композиционные колодки вместо чугунных.
На прочность колеса помимо всего оказывает влияние и высокая температура, которая возникает при торможении, особенно в зоне перехода обода к диску. Температура в зоне обода и диска по мере уменьшения толщины обода, значительно увеличивается. А вследствие уменьшения толщины диска, радиальные напряжения в диске с внутренней стороны колеса к зоне перехода к ободу растут.
1. Устройство и ремонт колёсной пары электровоза ВЛ 80 С
Колесные пары направляют электровоз или электропоезд по рельсовому пути, передают на автосцепку силу тяги, развиваемую локомотивом, и тормозную силу при торможении, воспринимают статические и динамические нагрузки, возникающие между рельсами и колесами, и преобразуют вращающий момент тягового двигателя в поступательное движение. Колесные пары жестко воспринимают все удары от неровностей пути в вертикальном и горизонтальном направлениях и сами жестко воздействуют на путь.
Технические данные колёсной пары
Диаметр колеса по кругу катания, мм…………………1250
Расстояние между внутренними торцами бандажей, мм…..
Толщина нового бандажа по кругу катания , мм………..
Ось колёсной пары — кованная из специальной осевой стали. Для монтажа колёс, букс и двигателя она имеет буксовые, предподступичные, подступечные и моторно-осевые шейки. Все поверхности оси, за исключением торцов, шлифованные. Для увеличения усталостной прочности подступечные части, буксовые и моторно-осевые шейки оси подвергнуты упрочняющей накатке роликом. На буксовых шейках имеется резьба М170×3-6g для гаек, закрепляющих приставные кольца роликовых подшипников. На торцах оси нарезано по два отверстия М16-7Н для крепления планок, предохраняющих гайки от отвинчивания. После окончательной механической обработки ось проверяют дефектоскопом.
Колёсные центры коробчатого сечения отлиты из стали 25ЛIII. Каждый колёсный центр подвергнут статической балансировке путём приварки накладок. На удлиненные ступицы центров напрессованы горячим способом зубчатые колёса 3 и 4. Бандажи 2 и 5 изготовлены из специальной стали (ГОСТ 398-81). Размеры его выполнены в соответствии с ГОСТ 3225-80 , профиль бандажа ГОСТ 11018-87. Правильность профиля проверяют специальным шаблоном. Бандаж посажен на обод колёсного центра в горячем состоянии при температуре 250-300 °C. Для предупреждения сползания с колёсного центра бандаж застопорен кольцом 11 из стали специального профиля (ГОСТ 5267.10-78). Собранное кольцо с колёсным центром, бандажом, зубчатым колесом и бандажным кольцом напрессовано на ось с усилием 1080-1470кН (110-150 тс).
Формирование колёсных пар произведено в соответствии с Инструкцией ЦТ 4351.
1.2 Неисправности и ремонт
Дефект или поломка.
Последствия возникновения дефекта.
1.Трещины поперечные и косые:
а) на любой части оси (кроме подступичной) независимо от срока службы, а также в подступичной част оси при сроке службы более 10 лет.
б) на подступичной части оси при сроке службы менее 10 лет
а)Ось бракуется, если после обработки (точение и шлифовка) в пределах допуска трещины остаются.
б)Устранить обточкой, если глубина трещины не превышает 2 мм. Об точку производить не менее, чем на 0,5 мм в глубину за пределы трещины с последующей проверкой оси магнитным дефектоскопом и упрочнением накаткой. При большей глубине трещины ось бракуется.
2.Трещины и плети продольные:
а) на средней части оси
б) на других частях оси
Колёсную пару, имеющую на средней части оси продольную трещину или плену, изъять из эксплуатации и отправить в ремонт. В ремонтном пункте продольные трещины или плены исследовать вырубкой канавочником до полного их исчезновения. Ось бракуется, если: глубина вырубки на средней части превышает 4.0 мм ; количество вырубок в любом месте в средней части оси более трех, а общая длина всех вырубок глубиной более 1,0 мм превышает 1000 мм. Вырубки глубиной до 1,0 мм не учитываются.
Вырубку трещин или плен производить только в направлении длины их залегания без резких переходов с гладким выводом кромок и разделкой по ширине, равной трехкратной глубине вырубленного слоя.
б)Независимо от количества и размеров не допускаются. Устраняются обточкой.
а) на галтелях оси
б) на цилиндрических поверхностях шеек оси
в) на под ступичной, предподступич-ной и средней частях оси
а)Не допускаются. Устранить обточкой в пределах допустимою ремонтного размера между галтелями с последующим упрочнением.
б) Не допускаются и устраняются обточкой, если общее количество их более четырех и в любом поперечном сечении более двух или если длина отдельной волосовины превышает 10,0 мм.
Волосовины длиной до 2,0 мм на шейках осей локомотива при нескученном и нестрочечном их расположении не учитываются
в)Не допускаются и устраняются обточкой, если в любом поперечном сечении их более двух или если длина отдельной волосовины превышает 15,0 мм на подступичной части или предподступичной части и более 25,0 мм на средней части.
4.Темновины и светловины в любой части оси.
Допускаются, но без каких бы то ни было признаков расслоения металла.
5. Риски поперечные на шейках оси с подшипниками скольжения
В эксплуатации допускается оставлять без исправления мелкие, без острых кромок поперечные риски до первой выкатки колёсной пары. При выкатке устранить обточкой или шлифовкой.
6. Забоины, задиры на предподсту-пичных частях и на шейках оси с подшипниками скольжения
Колёсную пару изъять из эксплуатации. Шейки и предподступичные части обработать на станке до полного устранения задиров и забоин.
7. Риски, задиры, забоины и коррозия на шейках и предподступичных частях осей с подшипниками качения:
а) риски и задиры поперечные на шейках
б) риски и задиры продольные на шейках и предподступичных частях
в) забоины на шейках и предподступичных частях
г) коррозия на шейках и предподступичных частях
а)Риски и задиры глубиной до 0,5 мм не ближе 100 мм и глубиной до 1.5 мм не ближе 160 мм от предподступичной части оси зачистить шлифовальной шкуркой с зернистостью 5 или 6 с применением масла. Площадь зачистки не должна превышать 15 % посадочной поверхности подшипника. После зачистки шейки продефектоскопировать. При больших размерах повреждения ось бракуется б)Риски и задиры на шейках глубиной до 0,5 мм не более трех не ближе 50 мм от торца галтели, а на предподступичных частях глубиной до 1,0 мм без ограничения количества зачистить вдоль оси шлифовальной шкуркой с зернистостью 5 или 6 с применением масла. При больших размерах дефекта ось бракуется.
в)Острые края забоин глубиной до 0,8 мм не ближе 60 мм от горна галтели, обшей площадью до 50 мм 2 на шейках и глубиной до 1,0 мм на предподступичных частях обшей площадью до 50 мм 2 разрешается притупить, не оставляя выступов над поверхностью. После исправления шейки и предподступичной части продефектоскопировать. При больших забоинах ось бракуется.
г)Коррозию устранить шлифовальной шкуркой с зернистостью 5 или 6 с применением масла. На глубокую очечную коррозию допуски, как и на забоины.
8. Потёртость, забоины на средний части оси
При потёртости более допустимого значения, ось бракуется. При потёртости в пределах допуска выполнить плавный переход от протёртого места к образующей оси. Допускаются забоины глубиной до 2 мм, обшей площадью до 100 мм 2 , с зачисткой острых кромок.
9. Диаметр шеек менее допустимого
Ось бракуется. Буксовые шейки восстанавливают по отработанной и утверждённой технологии, обеспечивающей достаточную усталостную прочность оси
10. Смятая или изношенная резьба на колёсных парах с подшипниками качения:
б) на торце оси под болты
а)Разрешается оставлять в эксплуатации при обыкновенном освидетельствовании колёсные пары, имеющие сорванную резьбу не более 15 % рабочей длины на каждом конце оси, соответственно при полном освидетельствовании — 5 %. При большем значении повреждения, резьбу сточить, место наплавить и нарезать новую резьбу.
б)Дефектную резьбу срезать, отверстия заварить, просверлить вновь и нарезать новую резьбу.
11. Забитые и разработанные центровые отверстия оси
Восстановить до чертёжных размеров электронаплавкой с последующей механической обработкой.
12.Отсутствие или неясность клейм формирования
Номер оси восстановить по паспорту, произвести полное освидетельствование оси.
13. Неясности клейм последнего полного освидетельствования
Колёсной паре произвести полное освидетельствование
14. Следы электродугового ожога
Следы электродугового ожога на средней части оси (свободной от опорных и посадочных поверхностей) удалить зачисткойс плавным переходом к остальной поверхности с последующей шлифовкой и проверкой магнитным дефектоскопом. При следах ожога на других частях ось бракуется.
15. Риски и задиры торцах оси с торцевым упором скольжения
16. Риски и задиры на подступичной части оси
Устранить обточкой в пределах допустимого ремонтного размера с последующими дефектоскопией и упрочнением
НЕИСПРАВНОСТИ БАНДАЖЕЙ И ОБОДЬЕВ
1.Трещины поперечные или косые
независимо от размера, количества и места расположения
Бандаж бракуется. Допускается устранить обточкой термические трещины на вершине гребня глубиной до 5,0 мм со снятием металла за её пределы на глубину 1,5 — 2,0 мм.
2. Трещины и плены продольные:
а) на поверхности катания бандажа или обода цельнокатаного колеса, поверхности гребня и внутренней боковой поверхности
б) на наружных боковых гранях бандажа или обода цельнокатаного колеса
в) на внутренней поверхности бандажа и в выточке для бандажного кольца
а)Устранить обточкой на станке до полного исчезновения
б)Устраняется вырубкой или шлифовальной машинкой с плавным переходом к основной поверхности бандажа или обода. Глубина вырубок допускается не более 5,0 мм. Общая длина вырубок на одном бандаже или ободе цельнокатаного колеса не должна превышать 300 мм. Количество вырубок в одном поперечном сечении не должно быть более двух у бандажей.
3.Раковины на поверхности катания бандажа или обода цельнокатаного колеса
Устранить обточкой на станке до полного исчезновения
4.Выщербины на поверхности катания бандажа, обода цельнокатаного колеса
Разрешается оставлять без исправления до первой пары: длиной не более 10,0 мм, глубиной не более 3,0 мм. Выщербины больших размеров устраняют обточкой.выкатки или обточки колёсной
5.Сколы, выкрашивания, выщербины, раковины, уходящие под упорный бурт или бандажное кольцо (независимо от размеров
Колёсная пара бракуется
6.Задир у подножья рабочей части гребня
Устранить обточкой на станке до полного исчезновения
7.Задир бандажа в районе круга катания (независимо от размеров)
Устранить обточкой на станке до полного исчезновения
8.Ползун (выбоина) на поверхности катания бандажей или цельнокатан ных колёс более допустимого значения
9.Ослабление бандажа на ободе центра, определяемое по звуку при ударе по бандажу слесарным молот ком или по взаимному смещению контрольных отметок на бандаже и ободе
Если при сдвиге контрольной отметки звук при ударе по бандажу подтверждает его ослабление, устранить сменой бандажа. Если при сдвиге контрольной отметки звук при ударе по бандажу не подтверждает его ослабление и бандажное кольцо не ослабло, разрешается дальнейшая эксплуатация. При этом против отметки на бандаже поставить новую отметку на ободе с записью в журнал технического состояния локомотива (формы ТУ-152) и книгу ремонта (формы ТУ-28). а старую зачеканить. При повторном сдвиге бандажа, даже без признаков его ослабления, вторичное перенесение отметки не допускается. Бандаж подлежит замене. На первом виде ремонта, предусматривающего выкатку колёсной пары из-под ТПС, бандаж подлежит замене
10.Прокат (высота гребня) бандажей или цельнокатаных колёс более допустимого
Устранить обточкой на станке до полной ликвидации проката и до ведения высоты гребня до чертёжных размеров
11.Местное или по всему кругу ката -ния увеличение ширины бандажа или обода цельнокатаного колеса более допустимого
Устранить обточкой на станке до полного исчезновения
12.Толщина гребня менее допустимого значения
Устранить обточкой на станке до полного исчезновения
При ремонте в депо гребень разрешается восстанавливать электронаплавкой с последующей обточкой на станке.
13.Вертикальный подрез гребня
Устранить обточкой на станке до полного исчезновения
14.Остроконечный накат на гребне
Устранить обточкой на станке или при помощи переносного суппорта.
15.Опасная форма гребня, измеряемая специальными шаблонами
Устранить механической обработкой
16.Толщина и ширина бандажа или обода цельнокатаного колеса менее допустимых значений
Бандаж или цельнокатаное колесо бракуется
17.Навар метала на поверхности катания
Устранить обточкой на станке до полного исчезновения
18.Ослабление бандажного кольца более допустимых размеров
Не допускается. Устранить путем замены бандажного кольца или обжатием прижимного бурта бандажа на вальцовочном станке, пневматическим молотком с обжимкой или кувалдой под гладилку. До обжатия прижимного бурта бандаж нагреть до 220 — 270 °С.
19.Толщина прижимного и упорною буртов бандажа менее допустимого значения
20.Зазор между боковой гранью обода и упорным буртом бандажа
Допускается не более 0.5 мм по всей окружности на глубину не более половины высоты бурта. При больших размерах бандаж бракуется
21.Разность, расстояний между внутренними гранями бандажей у одной колёсной пары более допустимого значения или несоответствие этих расстояний установленным нормам (измерять у не
Устранить обточкой или сменой бандажей, перепрессовкой центров и цельнокатаных колёс, перенасадкой бандажей с наплавкой и последующей обработкой боковых граней обода, сменой оси при ее изогнутости.
подкаченной колёсной пары в четырех местах в двух взаимно перпендикулярных плоскостях, проходящих через центр оси)
22.Высота гребня, меньше установ-ленных нормативов.
Устранить обточкой на станке, доведя размеры до чертежных.
НЕИСПРАВНОСТИ КОЛЕСНЫХ ЦЕНТРОВ И ЗУБЧАТЫХ КОЛЕС.
1.Ослабление колёсного центра или цельнокатаного колеса на оси
Колёсную пару с явными признаками ослабления (сдвиг центра или колеса вдоль образующей оси или в окружном направлении) изъять из эксплуатации. За колёсной парой, находящейся в эксплуатации, с выступающей смазкой, ржавчиной или трещинами краски в местах соединения центра с осью без явных признаков ослабления установить особое наблюдение. При полном освидетельствовании при выступающей смазке, ржавчине и трещинах краски в местах соединения центра с осью плотность посадки центра на оси опробовать на прессе на максимальное давление, установленное для запрессовки. Опробование на прессе производить в направлении от середины оси к её концу.
2.Ослабление зубчатого колеса на удлиненной ступице колёсного центра или на оси
Колёсную пару изъять из эксплуатации для перенасадки зубчатого колеса.
3.Трещины в ступице
Центр или зубчатое колесо бракуются.
4.Трещины в ободе или спице центра колёсной пары
Колёсную пару, имеющую хотя бы одну трещину в спице или ободе, изъять из эксплуатации. В ремонтном пункте в соответствии с требованиями действующих Инструктивных указаний по сварочным работам при ремонте электровозов (ЦТтеп/251) трещины заварить или забраковать центр.
5.Допуск непостоянства диаметра в поперечном и продольном сечениях обода колёсною центра более допустимых значений
Устранить обточкой или наплавкой с последующей механической обработкой.
6.Диаметр или ширина обода менее допустимых значений
Восстановить наплавкой с последующей обработкой.
7.Плены, закаты, раковины, засоры и другие пороки в дисках колёсных центров
Устранить согласно действующих стандартов, технических условий на поставку центров.
8.Задиры, черновины, раковины и засоры на внутренней обработанной поверхности отверстия ступицы колёсною центра и центра зубчатого колеса
Устранить расточкой или наплавкой с последующей обработкой, согласно действующих стандартов, технических условий на поставку центров и зубчатых колёс.
9.Износ внутренней торцовой поверхности ступиц колёсных центров и зубчатых колёс локомотивов более допустимого значения
Восстанавливать наплавкой с последующей обработкой до чертёжных размеров. При ремонте колёсных пар с внутренними буксовыми и моторно-осевыми шейками без выпрессовки оси разрешается приварка к ступице разрезной шайбы толщиной не менее 8 мм с последующей обработкой на станке до чертёжных размеров
10.Износ наружной торцовой поверхности ступицы колёсных центров локомотивов под антифрикционный диск более допустимого значения
Произвести выпрессовку оси и восстановить ступицу наплавкой с последующей обработкой на станке до чертёжных размеров
11.Износ посадочной поверхности удлиненной ступицы колёсного центра под зубчатое колесо
Произвести выпрессовку оси и восстановить ступицу наплавкой с последующей обработкой на станке до чертёжных размеров
Зубчатое колесо бракуется
13.Вмятины, раковины, выкрошившиеся места на поверхности зуба более допустимого значения
Разрешается оставлять в работе зубчатые колёса (венцы), если глубина раковин, вмятин и выкрашиваний не превышает 2,0 мм (отдельных до 3,0 мм), а общая площадь на зубе прямозубой и на головке зуба косозубой передачи составляет в эксплуатации не более 25 % рабочей поверхности, при обыкновенном освидетельствовании — не более 10 % и при полном освидетельствовании — не более 5 %, а на ножке зуба косозубой передачи соответственно 60 % и 40 %
14.Отколы на поверхности зуба (от торца)
Разрешается оставлять в эксплуатации и при обыкновенном освидетельствовании зубчатые колёса (венцы), если отколотые места имеют длину не более 15 мм и глубину не более 3,0 мм, а при полном освидетельствовании — 10 мм и не более 2,0 мм. Заусенцы и острые кромки закруглить.
15.Трещины во впадинах зубчатых колёс (венцах)
Зубчатое колесо (венец) бракуется. При обыкновенном и полном освидетельствовании бракуются колёса и венцы: с трещинами на переходных поверхностях длиной более 25,0 мм; — с трещинами, выходящими на торец, глубиной более 2.0 мм; — с трещинами любых размеров, развивающимися с обеих сторон зуба (встречные трещины); — при наличии трещин более, чем на 25 % зубьев.
Остальные виды трещин разрешается выводить местной зачисткой с соблюдением требований н. 6.4.5 с последующей проверкой зубчатого колеса магнитной дефектоскопией.
Глубина выемок от местной зачистки трещин не более 3,0 мм на зубьях без поднутрения и не более 2,5 мм на зубьях с поднутрением.
16.Ослабление или сдвиг венца с жёсткой посадкой на центре зубчатого колеса
Допускается однократный сдвиг. При повторном сдвиге колёсную пару изъять из эксплуатации.
17.Ослабление болтов крепления венцов зубчатых колёс
Болты заменить. Разрешается увеличить диаметр отверстия во фланце центра и зубчатом венце не более чем на 2 мм с постановкой соответственно увеличенных призонных болтов.
При ослаблении более четырех болтов зубчатого венца или более трех болтов подряд все болты заменить новыми следующей градации с проверкой отверстий развёртками.
18.Уменьшение толщины зуба, измеряемое по делительной окружности, более допустимого
Зубчатое колесо бракуется
19.Поверхностная и точечная коррозия дорожки качения зубчатого венца для упругого зубчатого колеса (УЗК)
Зачистить поверхность дорожки качения. При этом, радиальный зазор между венцом или ступицей и роликами не должен превышать 1 мм.
20.Шелушение металла, выкрашивание дорожки качения зубчатого ненца
21.Поверхностная и точечная коррозия дорожки качения ступицы
22.Шелушение металла, выкрашивание дорожки качения ступицы.
Зачистить поверхность дорожки качения. При этом, радиальный зазор между венцом или ступицей и роликами не должен превышать 1 мм.
23.Рифление дорожки качения зубчатого венца.
24.Рифление дорожки качения ступицы.
25.Трещины диска тарелки.
При наличии трещин тарелка бракуется
26.Трещины диска ступицы.
27.Трещины и разрыв стопорного кольца по отверстию.
Восстановить электросваркой в местах разрыва и трещин, зачистить места сварки
28.Деформация стопорного кольца.
Выправить стопорное кольцо
29.Местная выработка (износ) стопорного кольца.
Местную (торцовую) выработку на внутренних поверхностях ограничительных колец, превышающую 1,5 мм, устранить наплавкой с последующей зачисткой.
Ответственным за выполнение правил техники безопасности в цехе является старший мастер. Сменные мастера и бригадиры несут ответственность за выполнение правил по технике безопасности и промсанитарии по кругу своих обязанностей.
Старший мастер цеха проводит инструктаж по соблюдению рабочими инструкции по Технике безопасности и безопасными правилами работы в соответствии с положением » Об организации обучения и проверки знаний по охране труда на железнодорожном транспорте » № ЦСР-325 и инструктивными указаниями СТП ССБТ 008-98 » Обучение и проверка знаний по охране труда работников депо», а так же обеспечивает своевременное проведение с работниками цеха периодических занятий по охране труда и техники безопасности.
Каждый работник обязан:
— строго соблюдать требования по охране труда, технике безопасности, производственной санитарии, противопожарной охране, предусмотренные соответствующими правилами и инструкциями; — пользоваться спец одеждой и предохранительными устройствами и приспособлениями; — содержать в частоте и порядке свое рабочее место, соблюдать чистоту и порядок на участке; — передавать оборудование, инструмент и приспособления сменщику в исправном состоянии. электровоз ремонт колесный пара
В случае повреждения механизмов, приспособлений, оборудования или получения травмы, нарушения техники безопасности, работник должен немедленно сообщить руководителю участка. Выполнение положений по технике безопасности, производственной санитарии обеспечивает безопасность производства работ и предупреждает возникновение производственного травматизма и профессиональных заболеваний.
Все работники участка обязаны знать и выполнять правила и инструкции по охране труда и техники безопасности, должностные инструкции и положения, руководствоваться ими в своей практической работе и обеспечивать строгое выполнение их в процесс производства. Виновные в нарушении правил техники безопасности привлекаются к ответственности согласно действующему законодательству и стандартов предприятия. Мастер (сменный, старший) является полноправным руководителем и непосредственным организатором производства и труда на новом участке. Имеет право и обязан не допускать работу на неисправном оборудовании с применением неисправных инструментов, приспособлений, оснастки и др. На лиц, нарушивших трудовую и производственную дисциплину, мастер вправе налагать дисциплинарные взыскания в соответствии с правилами внутреннего трудового распорядка, а рабочих, систематически нарушающих дисциплину освобождать от работы.
В обязанности мастера входит:
— своевременно обучать и инструктировать рабочих знанию технологических прочесов, безопасных методов труда, следить за соблюдением ими правил и инструкций; — следить за исправным состоянием и правильной эксплуатацией оборудования, инструмента, оснастки, а так же производственного инвентаря; — обеспечить правильную и безопасную организацию рабочих мест, чистоту и порядок на участке; — следить за наличием и исправным состоянием ограждений и предохранительных устройств, средств сигнализации; — следить за надлежащей работой вентиляционных устройств и нормальным освещением рабочих мест; — следить за наличием и сохранностью инструкций, планов и предохранительных знаков на рабочих местах. Все виды инструкций и стажировка по технике безопасности должны быть записаны в Журнале регистрации инструктажей по технике безопасности формы ТНУ-19. О случаях травматизма руководитель участка обязан немедленно сообщить начальнику депо.
Колёсный цех должен иметь устройства для отопления и вентиляции, обеспечивающие метрологические условия в соответствии с требованиями «Санитарных норм проектирования предприятий». Оборудование, где происходит образование пыли и газов, должно быть оборудовано вентиляцией. Осветительная арматура и лампы должны очищаться от загрязнений не реже двух раз в месяц, а стёкла световых проёмов два раза в год. Освещение на рабочих местах должно быть как общее, так и местное. Применение одного местного освещения не допускается. Уровень шума не должен быть выше: -низкочастотный — 100дб -среднечастотный — 85-90дб -высокочастотный — 75-85дб
Нормы освещённости: — общее-местное — 500лк -участки осмотра и приёмки колёсных пар — 750лк
Курение в цехах запрещено. Среднесуточная температура в ВКМ должна быть +18°С — +20°С Не допускается загромождение и захламление проходов у рабочих мест. Шкафы, ящики и стеллажи для инструмента и деталей устанавливаются так, чтобы хранимые в них предметы находились в устойчивом положении и не могли упасть. Полы на рабочих местах и проходах должны быть ровными, гладкими и не скользящими, содержаться в чистоте. Производственные отходы, стружки должны своевременно убираться.
2. Ремонт гидравлического гасителя колебаний пассажирских вагонов
2.1 Назначение и устройство
Назначение. Гидравлические гасители устанавливают с целью гашения вертикальных колебаний кузова. Они бывают двустороннего и одностороннего действия. На одном электровозе допускается установка гидравлического гасителя колебаний только одного типа. Поэтому в условиях эксплуатации необходимо пользоваться инструкцией на гидравлические гасители колебаний в зависимости от типов установленных гасителей на электровозе. Гидравлический гаситель располагают между тележкой и кузовом.
Конструкция. Продольный разрез гидрогасителя показан на рис. 2. Гаситель состоит из резервуара 19, к нижней части которого приварена головка 22. В резервуаре размещен цилиндр 20 с установленными в него клапанами: дроссельным 21 и перепускным 23. Клапаны ввернуты в нижнюю часть цилиндра и застопорены пружинным стопорным кольцом. Сверху на цилиндр надета букса 18. В обойме 6 установлены два сальника 9, препятствующие вытеканию масла из гасителя колебаний. Обойма 6 удерживается в резервуаре 19 гайкой 7, которая законтрена стопорной планкой 13, закрепленной винтом 14 на гайке 7. Масло, просочившееся между буксой 18 и штоком 5, сливается в резервуар демпфера (полость А).
Шток 5 ввернут в верхнюю головку 10 и законтрен от выворачивания винтом П. В свою очередь головка 10 ввернута в кожух 8 и застопорена болтом 12.
Поршень штока 5 уплотнен в цилиндре 20 металлическим кольцом 3. В нижней части поршня установлены два таких же клапана, как и в цилиндре.
Дроссельный клапан 21 состоит из штампованной металлической тарелки, пружины и корпуса, в котором имеется несколько отверстий. Кроме того, между тарелкой и корпусом выполнены калиброванные отверстия а. Перепускной клапан 23 состоит из шарика, пружины и пробки. Клапан установлен в корпусе дроссельного клапана.
Верхняя 10 и нижняя 22 головки служат для установки гасителя колебаний на тележке. В верхнюю и нижнюю головки крепления демпфера вставлены резиновые втулки 1, в которые запрессованы металлические распорные втулки 2.
Источник