- РЕМОНТ ТОРМОЗНОГО ЦИЛИНДРА.
- Неисправности, проверка и ремонт тормозного цилиндра
- Ремонт тормозной рычажной передачи электровоза
- Ремонт тормозных цилиндров. Назначение, устройство, технические данные. Типы электровозов и их классификация. Очистка и дефектировка деталей. Инструмент и приспособления, применяемые при ремонте. Техника безопасности при ремонте тормозного оборудования.
- Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
- Подобные документы
РЕМОНТ ТОРМОЗНОГО ЦИЛИНДРА.
Тормозные цилиндры предназначены для передачи усилия сжатого воздуха, поступающего в них при торможении, системе тяг и рычагов, посредством которых осуществляется прижатие тормозных колодок к бандажам колес.
Ремонт тормозного цилиндра производит слесарь подвижного состава 4 разряда.

Рис.9 Тормозной цилиндр
Тормозной цилиндр состоит из корпуса 1, передней 6 и задней 12 крышек, поршня 2, связанного шпилькой 4 со штоком трубчатого сечения 5. Поршень уплотнен манжетой 11 из масломорозостойкой резины, установленной в кольцевую выточку. Для смазывания рабочей поверхности цилиндра имеется войлочное кольцо 10, пропитанное тормозной смазкой и распираемое пластинчатой пружиной. В горловине передней крышки размещен фильтр 7, который при отпуске тормоза закрывается резиновой шайбой 8, надетой на шток. Упорное кольцо 9 служит для удержания в сжатом состоянии отпускной пружины 3 и удобного снятия и постановки в цилиндр поршня, собранного с передней крышкой. Для удаления влаги и конденсата в нижней боковой части между корпусом и передней крышкой с 1971 г. делается при изготовлении цилиндра канавка. В тормозных цилиндрах, изготовленных до 1971 г., на расстоянии 35 мм от переднего фланца в корпусе сверлится влагоспускное отверстие диаметром 10 мм.
Корпус тормозного цилиндра не должен иметь трещин и отколов. Внутреннюю поверхность тормозного цилиндра необходимо очистить и осмотреть – наличие ржавчины не допускается (ржавчина удаляется шлифовальной шкуркой). На внутреннюю поверхность тормозного цилиндра перед постановкой в него отремонтированного поршневого узла должна быть нанесена смазка ЖТ-79Л. Проверяется прочность крепления тормозного цилиндра на раме вагона.
Тормозной цилиндр крепить на вагоне шестью болтами М16 с постановкой пружинных шайб и прорезных или корончатых гаек с фиксацией их шплинтами, входящими в отверстие болта и прорези гаек. Допускается крепление тормозного цилиндра болтами М16 с постановкой стопорных шайб, гаек и контргаек.
Установить поршневой узел на приспособление, сжать пружину с передней крышкой. Отвернуть болты крепления головки штока, отнять головку. Отпустить пружину, снять переднюю крышку. Снять упорное кольцо, выбить палец, отделить шток от поршня. Детали поршневого узла очистить, протереть. Удалить ржавчину с поверхности деталей. Очистить, промыть, протереть фильтр и пылезащитное уплотнение.
При ремонте корпуса и передней крышки тормозных цилиндров выполненных из серого чугуна марки СЧ-15, разрешается:
— заварка не более двух трещин во фланцах передней крышки и корпуса тормозного цилиндра при общей длине не более 60 мм, если эти трещины не выходят на рабочие поверхности;
— Приварка отбитых частей фланцев корпуса и передней крышки тормозного цилиндра при условии, что отбитая часть захватывает не более двух соседних отверстий для болтов и число отбитых частей не более двух;
— приварка втулки с толщиной стенки 4-6,5 мм к горловине передней крышки.
Сварку следует выполнять с подогревом до температуры 550-600 0 С. Нагрев перед сваркой и последующее после сварки охлаждение должны выполняться медленно со скоростью, исключающей появление трещин в металле шва и околошовной зоне.
При ремонте стального тормозного цилиндра допускается заварка трещин, возникающих в крепительном фланце, если таких трещин не более четырех, при этом не более двух расположено на соседних узких зонах. Усиливающая накладка должна выполняться в виде полосы и привариваться сплошным швом. Накладку следует изготавливать из сталей Ст3сп, 09Г2, 09Г2Д, 10Г2БД или других низколегированных сталей с содержанием углерода до 0,14 %. Необходимо использовать предварительно прокаленные электроды марки УОНИ-13/45 или аналогичные по качеству получаемого металла шва. Технология сварки должна исключать деформацию крепительного фланца под воздействием сварочного нагрева.
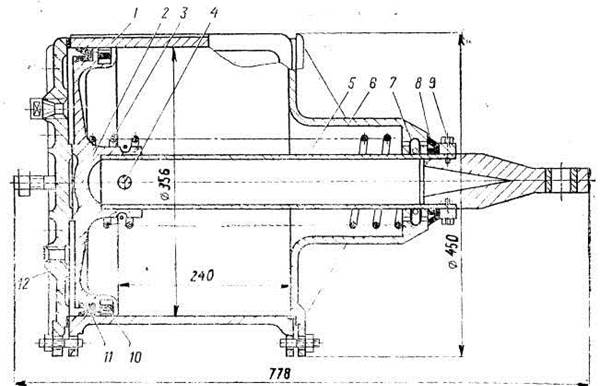
Рис.10 Тормозной цилиндр № 188Б
1 – корпус; 2 – поршень; 3 – отпускная пружина; 4 – шпилька; 5 – шток трубчатого сечения; 6 – передняя крышка; 7 – фильтр; 8 – резиновая шайба;
9 – упорное кольцо; 10 — войлочное кольцо; 11 – манжета из масломорозостойкой резины; 12 – задняя крышка.
Источник
Неисправности, проверка и ремонт тормозного цилиндра
Выписка из Инструкциипотехническомуобслуживанию, ремонтуииспытаниютормозногооборудованиялокомотивовимотор-вагонногоподвижногосостава (№ ЦТ-533 от. 27.01.1982)
Проверяется плотность тормозного цилиндра. В случае выявления пониженной плотности тормозной цилиндр следует вскрыть, вынуть поршень,проверить состояние манжеты, внутренней поверхности цилиндра и очиститьвнутреннюю поверхность цилиндров и манжет, после чего их смазать (Смазка ЖРО ТУ 32ЦТ 520-83 12). Приобнаружении дефекта на манжете следует заменить ее новой. После сборкицилиндров проверяется их плотность.
Обязательно вскрываются тормозные цилиндры не реже 1 раза в год, привыполнении очередного планового ремонта локомотивов и мотор-вагонногоподвижного состава.
После разборки тормозной цилиндр промывается керосиномвнутренняя поверхность и металлическая часть поршня, затем насухо вытирается иосматривается. Проверяется состояние кольца разжимного, стопорного и упорного,фильтра и других деталей. Неисправные детали заменяются.
Резиновая манжета при потере эластичности, разбухании, расслоении, разрывах, трещинах или просроченным сроком службы заменяетсяновой. Смазочные кольца очищаются и осматриваются. Перед сборкой кольцо пропитывается в смазке.
Замеряется диаметр тормозного цилиндра. Овальность внутреннейповерхности до 1 мм устраняется шлифовкой, при овальности более 1 мм -внутреннюю поверхность разрешается расточить и отшлифовать.
Увеличениедиаметра тормозного цилиндра от альбомного размера допускается не более 3 мм,при этом разница диаметров поршня и цилиндра должна быть в пределахчертежного размера.
Проверяется высота пружины. В случае просадки пружины более 20мм,она заменяется новой. Допускается восстанавливать пружину разжатием доальбомного размера и последующей термической обработкой. После ремонтапружина окрашивается черной масляной краской.
При разработке отверстия горловины передней крышки по диаметруболее 2 мм крышка заменяется или отверстие (при износе не более 4 мм)восстанавливается наплавкой чугуна или постановкой втулки с приваркой ее кгорловине крышки.
Кроме этого, при ремонте в условиях депо износ отверстий горловины
передних крышек разрешается устранять:
-расточкой отверстия и постановкой втулки с внутреннимдиаметром, равным диаметру проверенного штока, и с приваркой этой втулки поторцу к горловине крышки;
— расточкой отверстия и пригонкой штока увеличенного диаметра;
— насадкой стальной втулки в горячем состоянии на всю длинуштока, при этом наружный диаметр втулки должен соответствовать расточенномуотверстию горловины крышки.
Шпильки с забитой или изломанной резьбой заменяются.
После ремонта и полной сборки тормозного цилиндра проверяетсяего плотность при среднем рабочем выходе штока и рабочем давлении 4,0 кгс/см 2 .Допускается снижение давления не более 0,2 кгс/см 2 в течение 1 мин.
При установке тормозного цилиндра на локомотив или вагон мотор-вагонного подвижного состава необходимо следить за прочностью его крепления иотсутствием перекоса относительно оси штока и рамы.
При испытаниях контролируют герметичность цилиндра, плавность хода поршня и давление сжатого воздуха в начале и конце перемещения поршня. При минусовой температуре в начальный момент движения штока с поршнем от передней или задней крышек допускается толчок.
Герметичность цилиндров в сборе проверяют при давлении воздуха 0,05; 0,40; 0,60 МПа [(0,50; 4,00; 6,00) кгс/см 2 ].
Плавность хода поршня цилиндра проверяют подключением к воздушной магистрали при давлении воздуха 0,02-0,08 МПа (0,2-0,8 кгс/см 2 )
шток поршня должен выходить плавно, без толчков и остановок.
При давлении воздуха в цилиндре (0,60±0,02) МПа [(6,00±0,20) кгс/см 2 ] проверяют герметичность в местах установки шпилек и конической пробки путем обмыливания. При этом в течение 15 с не должно быть обнаружено появление мыльных пузырей.
Снижают давление сжатого воздуха в цилиндре до (0,40±0,02) МПа [(4,00±0,20) кгс/см 2 ], отключают источник питания. За 3 мин давление не должно понижаться более чем на 0,01 МПа (0,10 кгс/см 2 ), после чего снижают давление до нуля.
Повышают давление воздуха в цилиндре до (0,05±0,01) МПа [(0,50±0,10) кгс/см 2 ], а для цилиндров диаметром 203 мм — до (0,08±0,01) МПа [(0,80±0,10) кгс/см 2 ], отключают источник питания и проверяют падение давления в цилиндре. За одну минуту давление не должно снижаться более чем на 0,01 МПа (0,10 кгс/см 2 ).
 | 1- манжета; 2 — смазка; 3- кольцо смазочное; 4 — пробка; 5 — крышка задняя; б — поршень; 7 — кольцо стопорное; 8 — палец; 9 — цилиндр; 10 — лапа крепления; Я — крышка передняя; 12- пружина отпускная; 13 — труба направляющая; 14 — шток; 15 — головка штока; 16 — кольцо упорное; 17 — болт стопорный; 18 — шайба пылезащитная; 19 — фильтр Рисунок 26–Тормозной цилиндр № 553 |
При испытаниях поршень не должен доходить до упора в переднюю крышку на 10-50 мм.Герметичность цилиндра следует проверять через 60-80 с после достижения заданного давления. Ограничение хода поршня обеспечивает технологическое приспособление.
Цилиндры должны обеспечивать работоспособность при температуре от минус 60 °С до плюс 60°С.Испытания цилиндров на работоспособность при температуре минус 60°С проводят после выдержки цилиндров при этой температуре не менее четырех часов. При испытании допускается отклонение значений на ±0,005 МПа (0,05 кгс/см 2 ).
Контроль давления воздуха в цилиндре проводят манометрами или другими средствами измерений с пределами измерений 0,1; 0,6; 1,0 МПа (1, 6, 10 кгс/см 2 ) класса точности не ниже 0,6 поГОСТ 2405.
Таблица 30– Перемещение поршня в цилиндре от задней крышки и передней крышки
| Давление при перемещении поршня от задней крышки, МПа (кгс/см 2 ) | Давление при перемещении поршня от передней крышки, МПа (кгс/см 2 ) | ||
| в начале | в конце | в начале | в конце |
| (0,30 — 0,50) | (0,50 — 0,80) | (0,40 — 0,65) | (0,15 — 0,25) |
Контроль линейных размеров проводят штангенциркулемГОСТ 166 или линейкой ГОСТ 427.
Срок службы цилиндров — 20 лет со дня ввода в эксплуатацию. По истечении срока службы цилиндров их эксплуатация должна быть прекращена. Решение о возможности дальнейшей эксплуатации — по результатам обследования технического состояния каждого цилиндра.
Источник
Ремонт тормозной рычажной передачи электровоза
Ремонт тормозных цилиндров. Назначение, устройство, технические данные. Типы электровозов и их классификация. Очистка и дефектировка деталей. Инструмент и приспособления, применяемые при ремонте. Техника безопасности при ремонте тормозного оборудования.
| Рубрика | Транспорт |
| Вид | контрольная работа |
| Язык | русский |
| Дата добавления | 05.12.2013 |
| Размер файла | 363,8 K |

Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Размещено на http://www.allbest.ru/
РЕМОНТ ТОРМОЗНОЙ РЫЧАЖНОЙ ПЕРЕДАЧИ ЭЛЕКТРОВОЗА
Идея использования электрической энергии для тяги рельсового транспорта в России была практически решена в 1876 г., когда на пассажирском вагоне был установлен электрический двигатель, а в 1880 г. построен рельсовый путь для испытаний вагона в движении. Однако, несмотря на ряд практических предложений и проектов, электрические локомотивы не производились вплоть до начала электрификации железных дорог в 1924 г.
В 1932 г. на Московском заводе «Динамо» были созданы тяговые двигатели, установленные на электровозе серии С, а затем совместно с Коломенским заводом был построен первый грузовой электровоз серии ВЛ19. Первый пассажирский электровоз был построен в 1934 г. на Коломенском заводе. Это был самый мощный в Европе электровоз, который развивал скорость 85 км/ч.
На железных дорогах России эксплуатируется несколько типов электровозов. Их классификация осуществляется по роду тока, типу передач, виду работы и осевым характеристикам.
По роду тока, подводимого к электровозам, различают магистральные электровозы постоянного тока с номинальным напряжением на токоприемнике З кВ, переменного однофазного тока напряжением 25 кВ, частотой 50Гц и электровозы двойного питания.
В зависимости от способа передачи вращающего момента от тягового двигателя на колесные пары различают электровозы с индивидуальным и групповым приводом.
При индивидуальном приводе вращающий момент передается на колесную пару от отдельного тягового двигателя. При групповом приводе вращающий момент от одного тягового двигателя передается группе колесных пар через специальный редуктор.
Большинство электровозов имеют индивидуальный привод, более удобный в эксплуатации.
По роду работы электровозы подразделяются на грузовые, пассажирские и маневровые.
Основными сериями грузовых электровозов постоянного тока являются ВЛП, ВЛ10, ВЛ10у и переменного тока ВЛ80к, ВЛ80р, ВЛ80т, ВЛ85. Электровоз ВЛ82М является локомотивом двойного питания. В пассажирском движении эксплуатируются электровозы постоянного тока серий ЧС2,ЧС2Т, ЧС6, ЧС7, ЧС200 и переменного тока ЧС4, ЧС4Т, ЧС8.
На Коломенском и Новочеркасском заводах изготовлен восьмиосный пассажирский электровоз переменного тока ЭП200, рассчитанный на скорость движения 200 км/ч.
1. ОБЩИЕ СВЕДЕНИЯ О ТОРМОЗНОЙ РЫЧАЖНОЙ ПЕРЕДАЧЕ
Рычажная тормозная система служит для реализации тормозных усилий, обеспечения безопасности движения и полной остановки электровоза.
Рычажная тормозная система выполнена на два передаточных отношения с учетом возможности применения чугунных или композиционных колодок. Передача усилий от тормозных цилиндров или от привода ручного тормоза к тормозным колодкам осуществляется рычажной тормозной системой с двусторонним нажатием колодок на каждое колесо.
Привод ручного тормоза состоит из колонки, установленной в машинном отделении электровоза, цепи, направляющих роликов, балансира и тяг, укрепленных под рамой кузова и соединенных с рычагами тормозной системы.
1.2 Устройство ТРП
На каждой тележке установлены два тормозных цилиндра диаметром 254 мм (10″), каждый из которых воздействует на четыре гребневые колодки (рис.1) Тормозные цилиндры 6 со свободным штоком прикреплены четырьмя болтами М16 к специальному кронштейну, который приварен на шкворневом брусе рамы тележки.
Рис.1. Тормозная рычажная передача электровоза ВЛ-10
Тормозные колодки 3 чеками прикреплены к башмакам 2, которые соединены с подвесками 1. Подвески шарнирно закреплены к кронштейнам, приваренным на концевых брусьях рамы тележки или к кронштейнам, приваренным на боковинах рамы тележки. Через фигурные вырезы в нижней части подвесок проходят поперечины, попарно связанные с правой и левой внешних сторон каждой колесной пары тягами. Балансиры 5 внизу соединены тягами постоянной длины. Нижние отверстия в балансирах предусмотрены для перестановки тяги при оборудовании тормозной системы регуляторами выхода штока.
Отверстия Б и В предусмотрены для перестановки валиков 21 и 14 при оборудовании тормозной системы композиционными колодками. Поперечины и тяги застрахованы от падения на путь при их обрыве тросами, закрепленными в верхней части на кронштейнах рамы тележки и тормозном цилиндре. Тросы устанавливают с прогибом, чтобы их длина была на 15— 20 мм больше размера между опорными точками крепежа. Все соединения рычажной тормозной системы выполнены посредством цилиндрических валиков, поверхность которых закалена на глубину 2—4 мм до твердости 45—62 HRC, и марганцовистых втулок, запрессованных в отверстия сопрягаемых деталей. Подвески, балансиры, поперечины выполнены из стали 40 ГОСТ 1577—70. Стержни тяг изготовлены из стали 30.
Выход штока тормозных цилиндров и зазоры между бандажами и колодками регулируют изменением длины тяг вращением винта. По мере износа бандажей перестанавливают валики в последующие отверстия тяги. Равенство зазоров между колодками по сторонам колеса достигается вращением регулировочного болта. Зазоры по концам каждой колодки и бандажом следует регулировать разворотом колодок на валиках с помощью пружин и упорных болтов. В окончательно отрегулированной тормозной системе винты тяг должны быть застопорены от поворотов контргайками, а балансир верхним концом должен упираться в головку болта. При этом необходимо иметь в виду, что упорным болтом 12 следует пользоваться только лишь при замене чугунных колодок на композиционные.
При диаметре бандажей по кругу катания менее 1200 мм валики, соединяющие планки с подвесками, переставляют на крайние отверстия планок.
Основой надежной и безопасной работы тормозной системы является правильная и своевременная ее регулировка, надзор за состоянием перед каждым выходом электровоза из депо, регулярная замена износившихся и поврежденных деталей.
Рис.2 Схема тормозной рычажной передачи электровоза ВЛ-10: 1 подвеска, 2-башмак, 3-тормозная колодка, 4-регулировочная муфта, 5 главные балансиры, 6-тормозной цилиндр, 7-отпскная пружина, 8 соединительная серьга, 9-тяга, 10-предохранительная скоба, 11-тормозная балка, 12-болт для регулировки зазора между колодкой и колесом
1.3 Технические данные ТРП
При чугунных колодках
При композиционных колодках
Рабочее давление в тормозных цилиндрах, кг/см2
Нажатие тормозных колодок на одну колесную пару, кгс
Действительное удельное нажатие тормозных колодок на бандаж, кг/см2
Диаметр тормозного цилиндра, дюйм
Установочный выход штока, мм
Наибольший выход штока в эксплуатации, мм
Наименьшая толщина колодок в эксплуатации, мм
Зазор между валиками и втулками, мм
2. РЕМОНТ ТОРМОЗНОЙ РЫЧАЖНОЙ ПЕРЕДАЧИ
2.1 Очистка и дефектировка
Тормозную рычажную передачу и ручной тормоз, демонтированные при разборке тележки электровоза, обмывают в моечной машине. Очищенные от грязи и масла, они поступают на осмотр, при котором проверяют посадку втулок, размеры и износ деталей. Подвески, рычаги, нерегулируемые тяги, поперечины и балансиры с трещинами заменяют. Допускается восстановление этих деталей вырезкой негодной части и приваркой новой газопрессовой или контактной сваркой. Изношенные или выработанные места, задиры и глубокие забоины (более 15% сечения деталей) разрешается устранять наплавкой электродом Э42А с последующим отжигом, механической обработкой, дефектоскопией и испытанием на растяжение.
Регулируемые тяги после осмотра подвергают дефектоскопии. В случае обнаружения трещин в любом месте средней части тяги, вилке или головке тяги эту часть целиком удаляют и вваривают новую с последующей обработкой и испытанием.
Тяги, балки и триангели тормозной рычажной передачи после ремонта сваркой должны быть испытаны под полуторной нагрузкой по сравнению с максимально возможной при нормальной работе тормоза.
2.2 Ремонт деталей ТРП
При обнаружении трещин и изломов в камне или регулировочном винте, а также сорванной резьбы (более двух ниток) детали заменяют. Изношенную резьбу винта срезают, затем выполняют наплавку (вибродуговую или электродом Э42А) и после отжига нарезают новую резьбу. Также разрешается восстанавливать изношенные поверхности камня и направляющей рамки тяги при увеличении паза вилки более чем на 2 мм.
Изгиб поперечин, балансиров, рычагов и подвесок допускается не более 2 мм по длине детали. При превышении этого допуска детали правят в холодном состоянии.
Ослабшие в посадке втулки удаляют, после чего проверяют и заменяют посадочные места. Если отверстия разработаны не более чем на 1 мм по сравнению с чертежным размером, их растачивают на 2 мм под запрессовку с соответствующим натягом увеличенной по наружному диаметру втулки. При большей разработке отверстий их заваривают, а затем рассверливают новое отверстие. В таком случае расстояние между центрами вновь рассверленных соседних отверстий в балансирах, рычагах, подвесках, планках и тягах не должно изменяться по сравнению с указанным в чертежах. После запрессовки торцы втулок не должны выступать над поверхностью деталей.
Осматривают и замеряют валики тормозной рычажной передачи и ручного тормоза. Валики, имеющие трещины, а также изношенные более чем на 1,5 мм по диаметру, заменяют. Изношенные валики разрешается восстанавливать наплавкой или железнением с последующей обработкой. Перед наплавкой валик отжигают, нагревая его до температуры 800—900 °С, выдерживая при этой температуре 30—35 мин и затем медленно охлаждая на воздухе.
После наплавки валиков электродами Э50, Э50А или нанесения слоя металла железнением и механической обработки рабочую поверхность их закаливают токами высокой частоты на глубину 2—4 мм до твердости не менее 52 единиц по Роквеллу.
Тормозные башмаки, оттягивающие пружины, болты, втулки и тормозные колодки также осматривают и проверяют. При ослаблении посадки втулки и выработке в башмаке отверстия диаметром 50 мм его разрешается рассверлить на 2— 3 мм и запрессовать новую втулку, сохранив внутренний ее диаметр прежним. Втулку следует изготовлять из стали 45 и подвергать высокочастотной закалке до твердости 50—60 единиц по Роквеллу. После запрессовки торцы втулки не должны выступать относительно наружной поверхности ушка башмака более чем на 0,3 мм. Выступание торца втулки в паз башмака не допускается.
Поврежденные и ослабшие оттягивающие пружины тормозных колодок и регулировочные болты, предохранительные устройства рычажной передачи и их кронштейны заменяют. Предохранительные тросы испытывают под нагрузкой 7 кН (700 кгс).
Отремонтированные детали тормозной рычажной передачи и ручного тормоза, за исключением поверхностей трения рамок тяг и камней, грунтуют и окрашивают черной эмалью.
2.3 Ремонт тормозных цилиндров
Для осмотра тормозного цилиндра необходимо снять переднюю крышку, вынуть поршень и пружину, очистить их от грязи, промыть керосином внутреннюю поверхность тормозного цилиндра и металлическую часть поршня, затем насухо вытереть. Овальность внутренней поверхности тормозного цилиндра до 1 мм устраняют шлифовкой. При большей овальности внутреннюю поверхность тормозного цилиндра сначала растачивают, а затем шлифуют. Увеличение диаметpa тормозного цилиндра допускается не более чем на 5 мм по сравнению с чертежным размером. При этом разница диаметров диска и цилиндра не должна превышать установленных норм. Тормозной цилиндр должен быть прочно укреплен на раме и не иметь перекосов по отношению к оси штока и раме. В случае неисправности резьбы шпилек тормозного цилиндра их заменяют.
Осматривают поршень, пружину и переднюю крышку цилиндра. Манжеты при потере эластичности, разбухании, расслоении, разрывах или трещинах заменяют новыми. Отпускная пружина по высоте должна соответствовать чертежному размеру, осадка ее допускается не более чем на 20 мм. При большей осадке пружины заменяют либо ремонтируют. Для этой цели пружину разжимают до высоты, соответствующей чертежному размеру, подвергают термической обработке и затем окрашивают в черный цвет. Передние крышки тормозных цилиндров при разработке отверстий в горловинах по диаметру более 2 мм восстанавливают расточкой горловины, постановкой втулки с внутренним диаметром, равным чертежному, и приваркой этой втулки по торцу к горловине крышки. Допускается после расточки горловины крышки пригонять шток увеличенного диаметра либо насаживать в горячем состоянии на всю длину штока стальную втулку. Наружный диаметр втулки должен соответствовать расточенному отверстию горловины крышки.
2.4 Инструмент, материалы и приспособления, применяемые при ремонте
При ремонте тормозной рычажной передачи электровоза применяются следующие слесарные инструменты и приспособления:
Ш ключи гаечные различных размеров
Ш ключи торцовые
Ш разводной ключ
Ш напильники драчевые и личные
Ш переноска для освещения
Ш мостовой кран
Ш переносной пневмодомкрат для установки боковых опор
Ш пневмодомкрат для установки фрикционных аппаратов
тормозной цилиндр дефектировка деталь
3. ТЕХНИКА БЕЗОПАСНОСТИ ПРИ РЕМОНТЕ АВТОТОРМОЗНОГО ОБОРУДОВАНИЯ
В целях безопасного выполнения работы и создания безопасных условий труда работники цеха обязаны постоянно руководствоваться существующими правилами, изложенными в местной инструкции и «Общими правилами», действующими на железнодорожном транспорте
К работе в цехе допускаются лица не моложе 18 лет, прошедшие медицинское освидетельствование, проинструктированные по правилам техники безопасности, обученные безопасным приемам труда и сдавшие испытания в квалификационной комиссии и имеющие соответствующую спец. одежду. Перед началом работы бригадир обязан убедиться в исправном действии оборудования, устройств и приспособлений, применяемых в цехе. Все работники цеха обязаны убедиться в исправном состоянии инструмента, находящегося в личном пользовании. В случае выявления неисправностей, они должны быть устранены.
Все работники цеха обязаны:
— владеть безопасными приемами труда;
— соблюдать меры пожарной безопасности, обладать практическими навыками использования противопожарного оборудования и инвентаря и знать места его нахождения;
— содержать в исправном состоянии и чистоте инструмент, приспособления, инвентарь, средства индивидуальной защиты (далее — СИЗ);
— внимательно следить за сигналами и распоряжениями непосредственного руководителя работ и выполнять его команды;
— выполнять требования запрещающих, предупреждающих, указательных и предписывающих знаков, надписей и сигналов, подаваемых машинистами локомотивов и другим подвижным составом, водителями транспортных средств;
— быть предельно внимательными в местах движения транспорта;
— проходить по территории депо и железнодорожных путей по установленным и утверждённым маршрутам, пешеходным дорожкам, проходам и переходам, тоннелю;
— соблюдать правила внутреннего трудового распорядка и установленный режим труда и отдыха.
— уметь оказывать первую помощь при травмах, пользоваться аптечкой первой помощи и знать места её нахождения.
— неуклонно выполнять правила внутреннего распорядка и требования по технике безопасности;
— принимать меры по обеспечению личной безопасности, а также безопасности других лиц, в случае появления опасности на производстве;
— оказывать первую медицинскую помощь пострадавшему на производстве, в результате несчастного случая немедленно сообщить о происшедшем бригадиру, мастеру;
— содержать в чистоте и исправности рабочее место, оборудование и инструмент;
— знать устройство, назначение механизмов, приспособлений и инструмента, применяемых при работе и иметь навыки по их обслуживанию.
Необходимо соблюдать следующие требования техники безопасности работников контрольного пункта автотормозов:
Техника безопасности при ремонте тормозных приборов тесно связана с технологией производства и поэтому работникам автоматного цеха необходимо твердо знать и правильно выполнять установленный технологический процесс. Основные требования техники безопасности следующие:
Во избежание ушибов рук, повреждения глаз заусенцами необходимо следить за исправностью слесарного инструмента; при пользовании пневмо-инструментом необходимо перед началом работы проверить надежность крепления подводящих шлангов, работу инструмента; перед началом работы на станке, компрессоре, убедиться в исправности защитных приспособлений, заземления, при погрузке и разгрузке тормозных приборов необходимо соблюдать осторожность, места погрузки, выгрузки содержать в надлежащем виде. Во избежание разрыва абразивного круга при эксплуатации заточного станка, необходимо содержать его в соответствии с требованиями техники безопасности.
Необходимо соблюдать следующие меры безопасности при ремонте воздухораспределителей:
Помещение должно быть светлым, чистым, сухим с устройствами приточно-вытяжной вентиляции, общего и индивидуального освещения.
При разборке магистральной и главной частей воздухораспределителя, их надежно закрепляют в зажимах с пневматическим приводом. При этом необходимо проявлять особую осторожность.
При испытании воздухораспределителей нагрузка не должна превышать предельно допустимых норм.
Проверка манометров должна производиться не реже одного раза в год в соответствующих органах. Кроме того не реже одного 6 месяцев должен выполняться профилактический осмотр и проверка манометров с нанесением даты осмотра на наружной поверхности стекла.
Не допускается в эксплуатацию манометры с просроченным сроком проверки, не опломбированные, с разбитыми стеклами, со стрелкой возвращающейся к нулевому показанию шкалы на величину, превышающую половину допускаемой погрешности для данного манометра.
Необходимо соблюдать следующие требования к слесарному инструменту: Молотки должны иметь выпуклую и несбитую поверхность бойка, должны быть надежно укреплены на рукоятках путем расклинивания в овальном отверстии металлическими завершенными клиньями. Рукоятки должны быть гладкими, без сучков и трещин, овального сечения.
Зубила, бородки, керны должны иметь ровные, несбитые, нескошенные, слегка выпуклые затылки без заусенцев. Длина зубила, бородка должна иметь не менее 150мм. Гаечные ключи должны соответствовать размерам гаек и головок болтов и не параллельными. Наращивать гаечные ключи другими ключами и трубами, а также применять прокладки между гайкой и ключом запрещается. Слесарные тиски должны быть в полной исправности, надежно закреплены на верстаках. Губки тисков должны иметь пересекающуюся насечку без накладок, иметь прочное крепление
Пневматический инструмент (гайковерты, воздуховки) должны быть проверены перед началом работы кратковременным пуском на холостом ходу. Исправления и регулировка должны производиться в инструментальном отделении. К работе с пневмоинструментом допускаются лишь обученные и проинструктированные лица.
Необходимо соблюдать следующие правила по технике безопасности для слесарей ремонтных отделений:
Перед началом работы необходимо проверить исправность ручного и пневматического инструмента. Проверка пневматического инструмента осуществляется путем пробного пуска на холостом ходу.
При разборке концевых, разобщительных кранов, они должны быть прочно закреплены в тисках.
При работе ручным инструментом необходимо пользоваться защитными очками.
При работе электрическим инструментом необходимо пользоваться резиновыми перчатками.
При ремонте арматуры в пневматических прижимах, необходимо убедиться в надежности их крепления, до включения воздуха убрать руки.
При выполнении письменной экзаменационной работы я изучил назначение, конструкцию и технические данные тормозной рычажной передачи электровоза, узнал технологический процесс ее ремонта. Я узнал, какие инструменты, материалы и приспособления используются при ремонте, какие требования предъявляются к их содержанию и техническому состоянию.
При ремонте кузова я соблюдал технику безопасности и электробезопасность. Я научился безопасным приемам труда, ознакомился с передовыми методами ремонта.
При ремонте рычажной передачи я экономил материалы; смазку, краску наносил тонким слоем, при окончании работ закрывал краску.
При необходимости восстанавливал резьбу на старых болтах и гайках. Использовал старые граверные шайбы, не потерявшие своей упругости, небольшие прогары на деталях зачищал напильником, шлифовал мелкой стеклянной бумагой, не заменяя на новые.
1. Грищенко А.В., Стрекопытов В.В., Ролле И.А. Устройство и ремонт электровозов и электропоездов. М.: Академия, 2008
2. Алябьев С.А. и др. Устройство и ремонт электровозов постоянного тока. Учебник для технических школ Ж.Д. транспорта. — М.: Транспорт, 1977.
3. Дубровский З.М. Электровоз: Управление и обслуживание. М, Транспорт, 1985.
4. Жуков В.И. Охрана труда на железнодорожном транспорте. Учебное пособие для средних профессионально-технических училищ. — М.: Транспорт, 1988.
5. Кикнадзе О.А. Электровоз ВЛ-10. — М.: Транспорт, 1975.
6. Красковская С.Н. и др. Текущий ремонт и техническое обслуживание электровозов постоянного тока. -М.: Транспорт, 1966.
7. Крутяков В.С. Охрана труда и основы экологии на железнодорожном транспорте. -М.: Транспорт, 1993.
Размещено на Allbest.ur
Подобные документы
Дефектация и основные способы ремонта и испытания автоматического регулятора тормозной рычажной передачи. Принципы работы моечной машины для авторегуляторов, расчет экономического эффекта. Техника безопасности при обслуживании тормозного оборудования.
курсовая работа [2,3 M], добавлен 19.03.2012
Назначение, конструкция тормозной рычажной передачи. Основные неисправности, причины возникновения и способы их предупреждения. Инструменты и приспособления используются при ремонте, требования, предъявляемые к их содержанию и техническому состоянию.
отчет по практике [533,8 K], добавлен 13.02.2015
Устройство и работа электровоза переменного тока. Возможные неисправности рамы тележки электровоза ВЛ80С и причины их возникновения. Назначение, тормозная и рессорная системы. Инструмент и нормы допусков при ремонте. Техника безопасности и охрана труда.
реферат [530,7 K], добавлен 20.05.2013
Назначение и конструкция аккумуляторной батареи электровоза ВЛ10 типа 40КН-125, система ее технического обслуживания и ремонта: приготовление электролита, монтаж аккумуляторов; инструмент и оборудование; техника безопасности при ремонте и обслуживании.
аттестационная работа [4,8 M], добавлен 29.05.2013
Назначение, классификация, устройство газобаллонного оборудования, его техническое обслуживание и ремонт деталей. Принцип работы системы питания автомобиля Renault Logan. Техника безопасности при техническом осмотре и ремонте газобаллонного оборудования.
дипломная работа [1,9 M], добавлен 14.07.2016
Назначение и конструкция тормозной рычажной передачи грузового вагона. Виды ремонта и осмотра тормозного оборудования вагонов: заводской, деповской, ревизия и текущий. Разработка карты неисправностей и технологического процесса ремонта тормозной техники.
курсовая работа [1,7 M], добавлен 04.02.2013
Технические инструкции, заводские и деповские правила при ремонте электропневматического контактора. Основные неисправности, причины, способы предупреждения. Оборудования, приспособления и технологическая оснастка при ремонте. Организация рабочего места.
курсовая работа [224,1 K], добавлен 05.04.2011
Источник