- Стратегии ТОиР. Проактивная стратегия (PM, predictive maintenance)
- Контроль процессов ТОиР: как добиться эффективности? | Стратегии ремонтов.
- Сначала стратегия, а потом ремонт
- Не только экономия бумаги
- От информационной системы – к системе управления ТОиР
- Регламент и еще раз регламент!
- Необходимые условия
Стратегии ТОиР. Проактивная стратегия (PM, predictive maintenance)
С целью обеспечения высоких показателей работоспособности оборудования промышленных предприятий в последнее время всё большую популярность приобретает проактивная стратегия технического обслуживания и ремонтов (ТОиР). Анализ, проведенный в работе*, позволяет определить проактивную стратегию ТОиР как наиболее эффективную и целесообразную для внедрения в современных экономических условиях.
Сущность проактивной стратегии ТОиР оборудования заключается в выполнении необходимых ремонтных воздействий, направленных на снижение скорости развития или устранение неисправностей, которые выявлены на основе сведений о фактическом техническом состоянии (ТС) оборудования.
Теоретические основы проактивной стратегии ТОиР оборудования постулируют, что изначально все виды неисправностей присутствуют в зачаточном или явном виде во всех пускаемых в эксплуатацию машинах. Различные факторы, сопровождающие эксплуатацию (проектные и непроектные нагрузки, воздействие факторов окружающей среды и близлежащего оборудования, условия эксплуатации, проведения ТОиР и прочие), в той или иной мере приводят к развитию различных видов неисправностей. Определяющее воздействие совокупности факторов вызывает ускоренное развитие одной или нескольких неисправностей, которые становятся детерминирующими по отношению к работоспособности машины. Выбирая ремонтные воздействия таким образом, чтобы уменьшить влияние определяющих факторов, можно снизить скорость развития неисправностей, поддерживая работоспособное состояние машины. Рациональный выбор и качественная реализация этих и только этих ремонтных воздействий является задачей ремонтной службы (РС).
*Примечание: Бобровицкий В. И., Сидоров А. В. Совершенствование системы ТОиР оборудования в условиях централизации ремонтной службы предприятия // Вибрация машин: измерение, снижение, защита. – Донецк: ДонНТУ, 2011. – №1 (24). – С. 23-28.
Проактивная стратегия ТОиР (рисунок 6.1) базируется на оценке ТС оборудования, которая может осуществляться следующими методами:
- мониторинг технологических параметров;
- визуальный осмотр;
- контроль температуры;
- акустическая и вибрационная диагностика;
- обследование с применением методов неразрушающего контроля (магнитного, электрического, вихретокового, радиоволнового, теплового, оптического, радиационного, ультразвукового, контроля проникающими веществами).
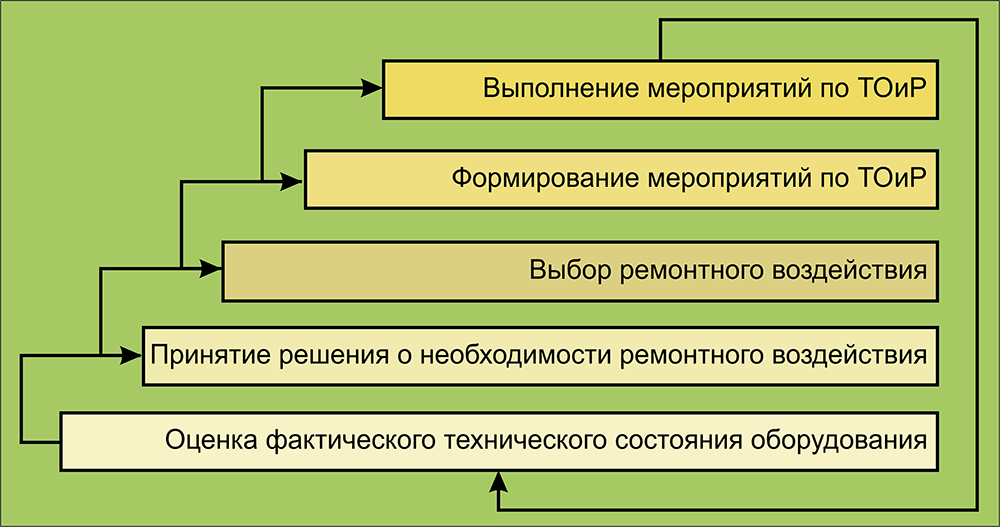
Рисунок 6.1 – Ремонтное обслуживание оборудования в рамках проактивной стратегии ТОиР
Основанием для принятия решения о необходимости выполнения ремонтного воздействия является ситуация, когда ТС одного элемента (детали, узла, механизма) оборудования приводит к ухудшению ТС смежных (пространственно и/или функционально) элементов.
Перечень возможных ремонтных воздействий:
- уход за оборудованием (уборка, очистка, противокоррозионная обработка);
- регулировка, настройка, наладка (центровка, балансировка);
- обеспечение соединений (восстановление целостности сварных швов, затяжка резьбовых соединений);
- смазывание поверхностей трения;
- замена быстроизнашивающихся деталей;
- восстановление или замена базовых деталей, в том числе корпусных.
Ремонтные воздействия осуществляются в рамках следующих групп мероприятий по ТОиР оборудования:
- Профилактическое техническое обслуживание – комплекс мероприятий, проводимых периодически, которые направлены на предупреждение или снижение скорости развития дефектов путём обеспечения проектных условий взаимодействия узлов оборудования (очистка от технологических отходов, продуктов износа, коррозии, осадков, отложений и прочие; удаление пыли, грязи, масла, шлака, окалины, просыпи сырья, мусора и прочие; доливка, дозаправка рабочих жидкостей, досыпка, замена расходных материалов; замена или восстановление сменного оборудования и другие).
- Корректирующее техническое обслуживание – комплекс мероприятий, проводимых по необходимости, которые направлены на предупреждение или снижение скорости развития дефектов путём обеспечения проектных условий взаимодействия узлов оборудования (регулировка и наладка оборудования, в том числе центровка, балансировка; восстановление соединений деталей, обеспечение целостности металлоконструкций и трубопроводов; восстановление покрытий, окраски и другие).
- Прогностическое техническое обслуживание – комплекс мероприятий, направленных на установление фактического ТС оборудования с целью прогнозирования его изменения в процессе дальнейшей эксплуатации и выявления наиболее целесообразного момента применения и требуемых видов ремонтных воздействий (измерение технических и технологических параметров, отбор проб; контроль, испытание, проверка режимов работы оборудования; контроль ТС оборудования, в том числе методами технической диагностики; дефектоскопия методами неразрушающего контроля; технический осмотр оборудования, освидетельствование, обследование, ревизия и другие).
- Текущий ремонт – комплекс мероприятий, направленных на обеспечение работоспособности оборудования путём замены или восстановления отдельных его узлов, не являющихся базовыми, кроме сменного оборудования.
- Капитальный ремонт – комплекс мероприятий, направленных на обеспечение работоспособности оборудования путём замены или восстановления базовых его узлов и деталей.
Выбор проактивной стратегии ТОиР позволяет обеспечить:
- увеличение срока службы оборудования за счёт снижения скорости развития или устранения зарождающихся неисправностей на начальной стадии их возникновения;
- исключение вторичных повреждений элементов оборудования, вызванных выходом из строя смежных (пространственно и/или функционально) элементов;
- обоснование и выполнение только необходимых ремонтных воздействий, что уменьшает затраты и нагрузку на РС, а также снижает вероятность возникновения отказов, вызванных ошибками монтажа и вмешательством в функционирование работоспособного оборудования;
- сокращение затрат на ремонтное обслуживание производства, обусловленное изменением структуры ТОиР в пользу увеличения количества недорогостоящих профилактических воздействий вместо затратных ремонтных операций (замена, восстановление);
- рациональный выбор времени, видов и объёмов ТОиР вследствие ранних сроков предупреждения возникновения неисправностей при использовании методов и средств технической диагностики и неразрушающего контроля;
- снижение вероятности аварийных отказов, обусловленных неудовлетворительным ТС оборудования;
- повышение коэффициента готовности оборудования, что обеспечивает возможность увеличения объёмов производства и снижения себестоимости продукции;
- формирование доверия к производителю со стороны потребителя за счёт своевременного выполнения договорных обязательств и улучшения качества продукции как комплексный результат повышения культуры труда.
Источник
Контроль процессов ТОиР: как добиться эффективности? | Стратегии ремонтов.
Причины сегодняшнего повышения интереса к системе планово-предупредительных ремонтов (ППР) двоякие. Во-первых, формальные: оживающие инспекционные и надзорные органы требуют наличия планов по ППР, по меньшей мере для поднадзорного оборудования. Во-вторых, появляется интерес по существу. Молодые энергичные собственники и менеджеры, зачастую воспитанные на западных образцах управления, жаждут повышения эффективности производства. Они начинают понимать, что без наведения порядка в системе ТОиР (повышения исполнительской дисциплины, наличия оперативного учета и контроля использования ресурсов) говорить об эффективности предприятия не приходится. При этом во главу угла ставятся экономические показатели – не только собственно затраты на проведение ТОиР, но и влияние результатов ТОиР на выпуск продукции.



Борис Кац, руководитель проекта ООО «АйТиЭм» кандидат технических наук.
Как же добиться эффективного управления процессами ТОиР?
Перефразируя Питера Друкера:
«Эффективно управлять возможно лишь тем, что можно достоверно и оперативно измерить»
Сначала стратегия, а потом ремонт
Прежде чем развивать тему управления процессами ТОиР, надо сказать о возможных стратегиях проведения ремонтов.
Первая стратегия – это курс на применение «классической» системы ППР, характерными особенностями которой являются: «жесткий» ремонтный цикл (заранее заданная – как правило, изготовителем последовательность ремонтов определенного вида и времен между ними); «жесткое» задание объема работ при выполнении ремонта определенного вида.
В варианте «классической» системы ППР, называемом «планирование по наработке», при сохранении фиксированной последовательности ремонтов и их заданных объемах время между ремонтами определяется не по календарю, а в зависимости от некоторого показателя, характеризующего наработку оборудования (часы работы, литры горючего, километры пробега, число пусков и т. п.).
Другая достаточно распространенная стратегия – «ремонт по отказу». При этом оборудование ремонтируется (или заменяется) только тогда, когда его дальнейшее использование становится невозможным вследствие отказа. Ошибочно считать, что такая «примитивная» стратегия заведомо плоха. Для некоторых видов оборудования она и технически, и экономически оправдана. Технически – в том случае, если отказы элементов имеют «абсолютно случайный» характер, то есть практически не зависят от длительности их работы (такой тип отказа характерен, например, для электронных компонент КИП и А).
Экономическая оправданность появляется в тех случаях, когда последствия поломки незначительны, а меры профилактики стоят дороже, чем замена отказавшего узла или устройства.
Более «изощренный» вариант этой стратегии – «ремонт по мере возникновения дефектов». В этом случае ремонт или замена может проводиться не только в случае отказа, но и при появлении явных свидетельств приближения отказа (повышенная вибрация, течь масла, повышение температуры выше допустимой, явные признаки недопустимого износа).
Наконец, третья стратегия – «ремонт по состоянию». При этой стратегии объем ремонтов и время между ними не фиксированы заранее и определяются по результатам регулярных ревизий (обследований) оборудования, а также по результатам мониторинга состояния оборудования с помощью автоматизированных средств контроля (вибродиагностика и т. п.). Эта стратегия считается наиболее прогрессивной в применении к сложному и дорогостоящему оборудованию, так как позволяет существенно экономить ресурсы.
Не только экономия бумаги
При любой выбранной стратегии ремонтов планирование и учет выполненных работ являются весьма трудоемкими. Поэтому при использовании традиционных «бумажных» методов учета ни о прозрачности, ни об оперативности говорить не приходится. В лучшем случае планы доводятся до исполнителей раз в год, и даже простейший учет выполнния ведется крайне редко. Тем более невозможно переходить на ремонт по состоянию (или хотя бы «с учетом состояния») – ведь сначала это состояние необходимо измерить, учесть, сохранить его историю.
Только применение ЕАМ-систем (информационных систем управления ТОиР – ИСУ ТОиР) может придать новый импульс и получить принципиально новое качество управления процессами ППР. Получаемое новое качество состоит не только в безбумажных технологиях, повышении прозрачности процесса проведения ТОиР, точности и оперативности учета ресурсов. Появляются ранее отсутствовавшие возможности по анализу результатов ТОиР в целом по предприятию, по анализу тенденций и трендов – и тем самым закладывается возможность оптимального выбора стратегии ремонтов.
Реальный опыт использования EAM-систем на российских предприятиях не так уж велик – всего несколько сотен внедрений. При этом такие системы в настоящее время используются преимущественно как удобный инструмент планирования и оперативного управления процессами ТОиР. Поэтому наибольшей популярностью пользуются функции:
- календарного и ресурсного планирования,
- учета дефектов,
- учета расходования запчастей и материалов.
Примером автоматизации упомянутых функций может служить Северо-Западная ТЭЦ (г. Санкт-Петербург), на которой учет дефектов с 2002 года ведется в электронном виде. Дефекты регистрирует дежурная смена (круглосуточно). При этом дефект привязывается к оборудованию, заранее учтенному в базе данных. Затем – не сходя с рабочего места – начальник или заместитель начальника соответствующего цеха назначает мастера, ответственного за устранение дефекта, и указывает плановые сроки устранения. Мастер видит задание на своем компьютере. По окончании работы он делает отметку о выполнении, затем дефект принимает дежурная смена. При необходимости система «помогает» составить акт дефектации и акт выполненных работ.
Календарное планирование на Северо-Западной ТЭЦ также ведется в электронном виде. Годовой план ППР составляется автоматически, на основе заданной периодичности ремонтов. После согласования с цехами план поступает в работу. Исполнители ремонтов отмечают на компьютере их выполнение, вводя отчет по работе. ОППР (отдел подготовки и проведения ремонтов) оперативно отслеживает своевременность выполнения работ.
Однако на большинстве предприятий, использующих системы EAM, управление ТОиР ведется преимущественно на «микроуровне», то есть на уровне отдельной работы, дефекта и т. п. Значительно реже данные из EAM-систем используются для управления ТОиР на уровне предприятия. Богатейшие возможности контроля и анализа, которые могут дать EAM-системы, остаются невостребованными.
От информационной системы – к системе управления ТОиР
Для того чтобы обеспечить управление процессами ТОиР на верхнем уровне (цех, предприятие), а также для анализа эффективности управления на длительных временных интервалах, руководитель должен оперативно получать достоверные данные из ЕАМ-системы в агрегированном виде, то есть в виде системы показателей.
Важное условие успешности управления – выбор системы показателей для системы ТОиР конкретного предприятия. Зачастую разработчики EAM-системы заявляют, что могут выдать заказчику любые показатели. А когда дело доходит до внедрения, они предлагают заказчику самому назвать требуемые показатели, оставляя за собой только вопросы программной реализации. Но заказчик (за редкими исключениями) не может этого сделать, так как подобными вопросами не занимался и к тому же не знает досконально возможностей новой для него EAM-системы. В то же время типовую систему показателей вполне реально (путем диалога с заказчиком) адаптировать под нужды конкретного предприятия.
Какова же должна быть система показателей? Понятно, что она обязана ориентироваться, с одной стороны, на цели, которые ставит перед предприятием руководитель, с другой стороны – на достигнутый уровень управления и автоматизации. Кроме того, мы должны иметь достаточно удобные средства прослеживания, позволяющие «спускаться» по дереву показателей – от предприятия к цеху и участку, от технологической системы или агрегата к отдельной машине, от общих показателей к более частным (рис. 1), вплоть до микро-объектов, из которых этот показатель складывается. Такое прослеживание позволяет аналитику понять, какая из составляющих вносит наибольший вклад в итоговый показатель, и тем самым подсказать необходимое управляющее воздействие. Кроме того, для ряда показателей желательно назначить допустимые границы («тревожные» и аварийные). «Управление по отклонениям» позволяет сосредоточиться на показателях, выходящих за эти границы. 
Рис. 1. График затрат на ТОиР – пример мониторинга общего показателя и его частных составляющих
Условно можно разделить совокупность показателей на несколько групп.
1. Первая группа обеспечивает достижение и поддержание элементарного порядка в планировании ремонтов и отчетности по их проведению, контроль исполнительской дисциплины при календарном планировании. В набор показателей на этом уровне входит количество запланированных, выполненных в срок, просроченных и невыполненных работ, процент выполнения плана (рис. 2) и т. п. 
Рис. 2. Данные по выполнению плана ремонтов
2. Вторая группа – учет и контроль при ресурсном планировании (материалы и запчасти в натуральном и денежном выражении, трудовые ресурсы, расходы на поставщиков). Первые два слоя дают руководству предприятия и его подразделений средства учета и контроля, ориентированные, прежде всего, на оперативные («административные») средства управления. Они не направлены на изменение принятой системы проведения ТОиР или хотя бы на изменение параметров этой системы (например, периодичность проведения ТОиР).
3. Третья группа обеспечивает средства анализа для изменения (совершенствования) принятой на предприятии системы ТОиР (или параметров этой системы) и ориентирована на использование инженерно-техническими службами. В эту группу входят показатели, отражающие статистику повреждаемости оборудования (статистика дефектов и отказов по видам оборудования, по видам дефектов, а также по причинам и последствиям отказов и дефектов, а также параметры распределения времен между дефектами и времен устранения дефектов).
Анализ повреждаемости оборудования одного из предприятий показал, что большинство дефектов выявлено на относительно небольшом количестве оборудования (рис. 3). Предложено сосредоточить средства и ресурсы именно на этом, «больном» оборудовании, несколько уменьшив частоту проведения ППР на «здоровом» оборудовании. Ожидается, что это может дать значительную экономию средств без снижения работоспособности оборудования.
Использование показателей третьей группы наиболее перспективно для крупных предприятий, так как именно оптимизация системы проведения ТОиР может дать для них наибольший эффект.
В то же время именно показатели третьей группы наименее разработаны, а их применение наиболее редко встречается.

Рис. 3. Диаграмма распределения оборудования по числу дефектов
Регламент и еще раз регламент!
Мало разработать систему показателей и иметь соответствующие программные средства для ее поддержки. Для каждого из показателей необходим регламент его получения, который должен обеспечить полный и своевременный ввод необходимых исходных данных, постоянный анализ результатов мониторинга показателей. Так, например, для обеспечения анализа дефектов по видам, причинам, последствиям необходимо не только разработать многоаспектную классификацию дефектов, но и обеспечить описание всех дефектов в соответствии с разработанной классификацией.
Так, анализ причин дефектов с помощью информационной системы на предприятии электроэнергетики показал, что один из наиболее распространенных отказов связан с дефектом подшипников качения. Получив данные по количеству таких дефектов и подсчитав затраты на их устранение, руководство согласилось с предложением о выделении средств на модернизацию (замену типа подшипников).
Примеры обратного свойства – весьма многочисленны. Так, в большинстве случаев, даже внедрив электронный журнал дефектов, не удается заставить персонал «раскладывать по полочкам» все дефекты по мере их устранения. Это приводит к существенному ограничению возможностей автоматизированного анализа повреждаемости
К сожалению, в настоящее время на большинстве предприятий нет должностных лиц, в обязанности которых входил бы регулярный анализ данных, поступающих из EAM-систем. Отсутствуют навыки такого анализа, нет регламентов, которые бы определяли порядок использования аналитических данных. Поэтому очень важными являются определение правильной этапности внедрения системы управления ТОиР, выработка «стартового» состава показателей и последовательности его дальнейшего расширения – и одновременно разработка организационного обеспечения, гарантирующего как полный и своевременный ввод первичных данных, так и обязательную реакцию управленцев на выход итоговых показателей за установленные пределы. Только через обеспечение обратной связи в цепочке управления процессами ТОиР можно рассчитывать на эффективное воздействие управленцев на работу этой системы.
Необходимые условия
Для того чтобы полноценно использовать те возможности по анализу и управлению, которые могут предоставить EAM-системы, необходимо, по нашему мнению, выполнение следующих условий.
- Наличие на предприятии «узаконенной» системы показателей, которые бы описывали процессы ТОиР на макроуровне (укрупненным образом).
- Наличие программных средств, позволяющих обеспечить оперативное и объективное получение таких показателей, их хранение и удобное отображение.
- Введение в действие «узаконенного» и работающего регламента, обеспечивающего регулярный ввод в ИСУ ТОиР исходных данных, необходимых для расчета указанных показателей.
- Назначение людей, которые в силу своих должностных обязанностей должны использовать результаты анализа в своей работе и, что немаловажно, способны использовать эти данные, вырабатывая на их основе необходимые управляющие воздействия.
Все эти составляющие должны закладываться в проект внедрения ИСУ ТОиР уже на этапе проектирования. При этом разработчик информационно-управляющей системы предлагает заказчику номенклатуру готовых типовых решений (набор показателей, типовые регламенты, программное обеспечение для анализа), и далее, в диалоге с разработчиком заказчик, отталкиваясь от типовых решений, вырабатывает свою стартовую систему показателей, регламент ее поддержания и использования.
В дальнейшем, по мере накопления опыта использования ИСУ ТОиР на предприятии, система показателей может расширяться, обеспечивая решение более широкого круга задач по управлению процессами ТОиР.
В заключение следует подчеркнуть, что только работающая система мониторинга показателей качества процессов ТОиР в сочетании с системой выработки управляющих решений на основе анализа этих показателей способна превратить информационную систему EAM в полноценную систему управления ТОиР.
Источник