- Как отремонтировать кузов автомобиля точечной сваркой и как правильно настроить аппарат для сварки кузова?
- Точечная сварка кузова
- Необходимое оборудование и подготовка к сварке
- Выбор режима
- Описание технологии процесса
- Аппараты точечной сварки: виды, как выбрать, лучшие модели
- Принцип работы точечной сварки
- Преимущества точечной сварки
- Как выбрать аппарат для точечной сварки
- Типы аппаратов для точечной сварки
- Режимы воздействия
- Режим работы
- Максимальный сварочный ток
- Максимальная толщина свариваемых листов
- Напряжение для подключения
- Способ управления
- Дополнительные параметры
- Лучшие сварочные аппараты для точечной сварки
- Калибр СВА-1,5 АК
- Foxweld КТР-8 3097
- FUBAG TS 2600 38 666
- RedHotDot HAMMER IT 275116
- FoxWeld МТР-25 3373
- WIEDER KRAFT WDK-6000
Как отремонтировать кузов автомобиля точечной сваркой и как правильно настроить аппарат для сварки кузова?
Для ремонта кузова используются следующие виды сварки:
Сварка полуавтоматом применяется для устранения трещин и разрывов в кузове, дуговая ручная сварка используется, когда неважна эстетичность шва, а газовая – для сварки толстостенных элементов (свыше 3 мм).
Точечная сварка кузова
Метод точечной сварки основан на кратковременном пропускании большого тока через детали кузова, соединенные внахлест, при этом в месте сжатия поверхностей деталей металл расплавляется и перемешивается, формируя сварное соединение. Точечная сварка позволяет получить прочное соединение быстро, без перегрева кузовных элементов и без разбрызгивания окалины и продуктов горения флюса.
Необходимое оборудование и подготовка к сварке
Для точечной сварки кузова потребуется следующее оборудование:
- аппарат для точечной сварки;
- наждачная бумага;
- заплатки для кузова;
- токопроводящая грунтовка;
- металлические щетки.
Заплатки необходимы для сварки элементов кузова на стыке или при устранении трещин и щелей, так как точечная сварка соединяет только плоские листы металла, расположенные внахлест.
Перед проведением сварки нужно тщательно очистить свариваемые поверхности от ржавчины и грязи металлическими щетками, после чего снять оксидную пленку наждачной бумагой со средним и мелким зерном. Дополнительно можно обезжирить поверхности ацетоном или бензином, предварительно обесточив кузов.
Заплатки зачищают аналогичным способом, после чего между свариваемыми деталями перед их закреплением наносится токопроводящий грунт. Он выполняет роль легирующей и укрепляющей сварное соединение добавки, которая не удаляется после сварки и остается между деталями.
Далее нужно закрепить свариваемые детали относительно друг друга неподвижно, для этого используются латунные зажимы на болтах и струбцины. Длина нахлеста деталей должна быть не менее 8-10 мм. При закреплении деталей важно рассчитывать возможность подвода контактных электродов к линии сварки.
Подготовка аппарата заключается в проверке его работоспособности, установке заземления, зачистке медных электродов и установке параметров сварки.
Выбор режима
Режим точечной сварки определяется следующими параметрами:
- силой сварного тока;
- силой давления электродов;
- временем электроимпульса;
- диаметром электродов.
Сила тока для сварки выбирается в зависимости от режима проварки (мягкого или жесткого). Жесткая сварка проводится под большими токами с высокой скоростью, но при этом меньше надежность соединения, а при мягкой проварке небольшими токами площадь сваривания больше, но процесс занимает больше времени.
Рассчитать ток для точечной сварки можно по формуле:
I = j * F, где:
- I – сила тока;
- j – плотность тока (200-400 А/кв. мм);
- F – площадь электрода, которая вычисляется по его диаметру D, зависящему от толщины свариваемых листов q (в мм) следующим образом: D=2 * q + 3.
Также силу тока можно вычислить по толщине детали кузова напрямую: I = 6500 * q (формула получена эмпирическим путем и подходит для деталей с толщиной до 3 мм).
Время подачи импульса рассчитывается как 0,8 * q и регулируется специальным таймером на сварочном аппарате или вручную – длительностью нажатия на рукоятку. Кроме того, на рукоятке есть регулятор силы давления, сообщающегося деталям в момент подачи импульса при нажатии. Высокое давление применяется при больших токах, а при малых токах и времени подачи импульса дольше 1,5 секунд силу давления лучше снизить, чтобы не допустить образования отверстия в месте сварки.
Описание технологии процесса
Процесс точечной сварки кузова включает следующие шаги:
Перед закреплением зачищенных деталей их плоскости в месте нахлеста необходимо подогнать друг к другу для максимально большей площади соприкосновения, подгонка и выправление тонких элементов кузова выполняется ударами киянки с подкладыванием твердого основания для ударов, а правка наружной поверхности осуществляется выпрямляющими болтами.
Нанесение разметки заключается в обозначении маркером точек проварки вдоль линии соединения деталей. Оптимальное расстояние между точками сварки – 15-30 мм по длине линии сварки и дополнительные точки проварки ставятся между основными, но отстоящими от линии их соединения на 10-15 мм: они провариваются после прихватки деталей по всей линии через одну отмеченную точку.
После соединения каждых 10-15 точек аппарату нужно давать отдых 2-3 минуты, чтобы не допустить перегрева и деформации медных электродов. При нехватке времени используются сменные электроды, используемые во время остывания горячих электродов. Во время отдыха аппарата медные электроды нужно проходить шкуркой с мелким зерном, удаляя окисную пленку и примеси.
Места соединения должны иметь круглую или овальную форму и металлический блеск. Черные круги в точках сварки свидетельствуют о чрезмерном времени подачи импульса. Если в местах проварки имеются мелкие отверстия или по краям наблюдается истончение металла, то нужно уменьшать силу давления и силу тока сварки, немного увеличив время подачи импульса.
Проверять качество соединения необходимо после остывания деталей – через 5-10 минут после сварки. В местах сварки, где на кузов имеется повышенная динамическая нагрузка (например, при сварке боковых частей вдоль рессор), лучше оценить толщину точки проварки микрометром, ее величина не должна быть меньше 1,2 от толщины одной свариваемой детали или заплатки. Если требуется герметичность шва, то между точками проварки после их остывания наносится герметик.
Источник
Аппараты точечной сварки: виды, как выбрать, лучшие модели

Чтобы правильно выбрать аппарат точечной сварки, нужно понимать возможности и ключевые параметры оборудования. Кроме этого, полезно ознакомиться с отзывами сварщиков о конкретных моделях. Все это есть в нашем обзоре, что поможет вам подобрать оборудование, которое справится с предстоящими задачами.
Подборка товаров осуществлена на основе отзывов, мнений и оценок пользователей, размещенных на различных ресурсах в сети интернет. Вся информация взята из открытых источников. Мы не сотрудничаем с производителями и торговыми марками и не призываем к покупке тех или иных изделий. Статья носит информационный характер.
Принцип работы точечной сварки
Сперва рассмотрим устройство и принцип работы аппаратов для точечной сварки. Оборудование подключается к сети 220 или 380 В и преобразует переменный ток в постоянный. Для этого используется инверторная технология. Понижающий трансформатор внутри снижает количество вольт до 12-48, и повышает ампераж.
К источнику питания присоединяется кабель, на конце которого крепится пистолет или консоль с электродом. Последний относится к неплавящемуся типу (обычно сплав меди с хромом). Он должен быть в несколько раз толще, чем сечение свариваемого металла. Кратковременное прикосновение конца электрода к изделию производит точечный нагрев, который плавит железо. Молекулы металла перемешиваются, образуя единую кристаллическую решетку. Получается точечное соединение. Если его разорвать, то на одной стороне будет углубление (кратер), а на другой ядро.
Поскольку контакт осуществляется электродом с небольшим сечением, то окружающая поверхность нагревается меньше и не деформируется. Таким образом можно соединять листовые заготовки, проволоку или приваривать прутки к плоскости (ручки кастрюль и т. д.).
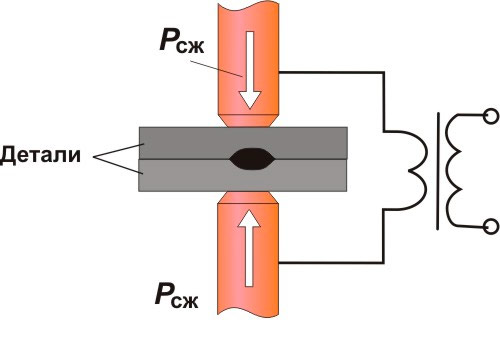
Схема процесса точечной сварки.
Преимущества точечной сварки
Точечная сварка востребована в кузовном ремонте. С ее помощью к поврежденным местам приваривают торец обратного молотка, которым вытягивают вмятины. Еще этот вид сварки применяется при изготовлении металлической посуды, различных ограждений.
Среди преимуществ точечной сварки можно выделить следующие параметры:
- Аккуратные и точные швы.
- Сокращение расходов на электроэнергию и расходные материалы (нет плавящегося электрода, не нужен газ, как в полуавтомате).
- Высокая производительность.
- Не требуется высококвалифицированный персонал (достаточно пару раз показать как пользоваться и дать потренироваться на черновых деталях).
- При работе с толщиной изделий 0.5-1.0 мм нет прожогов.
- Отсутствует необходимость в последующей механической обработке соединений.
Как выбрать аппарат для точечной сварки
Чтобы разобраться, как выбрать точечную сварку, нужно запомнить семь основных параметров, на которые стоит обратить внимание перед покупкой. Существуют и дополнительные факторы, играющие роль только в определенных условиях эксплуатации.
Типы аппаратов для точечной сварки
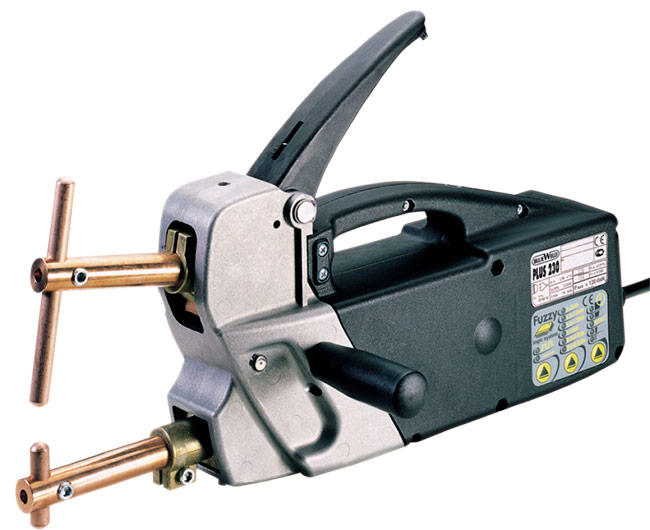
Все оборудование, способное совершать точечную сварку, делится на две категории: переносное и стационарное. Первый тип отличается компактными габаритами в пределах 30х20х30 см и весит до 16 кг. Такие модели способны сваривать металл с сечением 1.5+1.5 мм. Максимальный показатель может достигать 5 мм. Товары переносного типа актуальны при кузовном ремонте или выпуске крупных металлоконструкций (двери, ворота, стеллажи). Аппарат можно переносить вокруг изделия и совершать сварку.

Переносной аппарат для точечной сварки.
Стационарные станки для точечной сварки применяются на производствах. С их помощью выполняют сборку изделий, который оператор может удерживать в руках. Однотипные соединения при серийном изготовлении создаются очень быстро, что содействует повышенной производительности. Но такие установки занимают много места ввиду габаритов 50х60х100 см и могут весить до 100 кг. Мощный источник тока разрешает сваривать металл с общей толщиной до 8 мм.

Стационарный аппарат для точечной сварки.
Режимы воздействия
Аппараты для точечной сварки способны воздействовать на заготовки одним из двух методов.
Односторонняя точечная сварка
Односторонний режим реализован в моделях, называемых споттерами. Они оснащаются пистолетом со штангой и обратным молотком, на торце которого есть медный электрод в виде треугольной звезды. Прихватившись электросваркой к поверхности, можно совершать обратные удары, вытягивая вмятый металл.

Споттер для односторонней точечной сварки.
Односторонний режим воздействия оправдан в случае затрудненного доступа к обратной стороне конструкции (нужно снимать обшивку дверей, демонтировать крыло машины), или когда изделие слишком большого размера. Еще таким образом можно приварить к поверхности шайбы или гребенку, чтобы воздействовать одновременно на большой участок, дергая сразу за все элементы при помощи крюков.

Работа споттером для односторонней точечной сварки.
Двухсторонняя точечная сварка
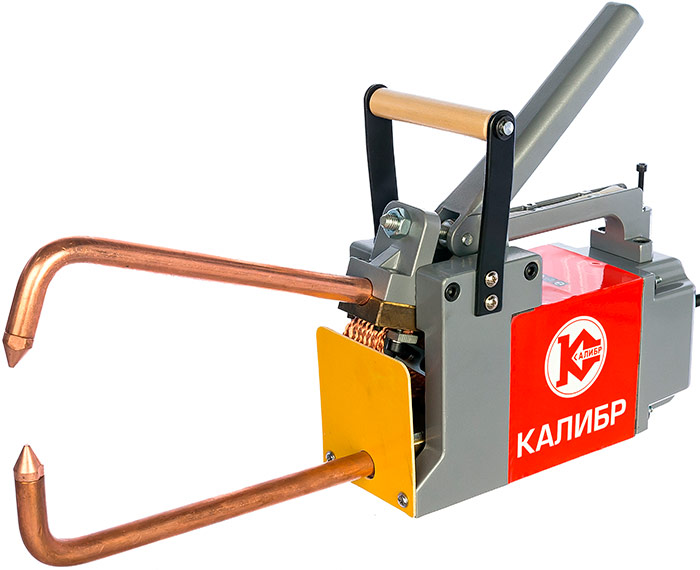
Двухсторонняя сварка применяется для присоединения листового металла внахлест. Для этого аппараты снабжаются клещами, обхватывающими изделие. От вылета консолей зависит максимальная удаленность точки соединения от края конструкции. Этот параметр может быть от 12 до 50 см. В таких аппаратах нижняя консоль неподвижная, а верхняя опускается, осуществляя одновременно прижим и разогрев.
Клещи для двухсторонней точечной сварки.
Режим работы
Режим работы аппарата бывает мягкий и жесткий, что зависит от характеристик тока. В первом случае используется невысокая плотность тока, но сварочный цикл выполняется с удлиненной продолжительностью 2-5 секунд. Это разрешает использовать электроды с меньшим сечением (оно может быть равно толщине заготовки) и не сильно давить клещами.
Во втором случае применяют ток большей плотности, а цикл длится короче — 0.2-1.5 с. Такой режим обеспечивает повышенную скорость работы, но требует сильного сдавливания заготовок и диаметра электрода, в несколько раз превосходящего суммарное сечение свариваемых деталей.
Максимальный сварочный ток
От максимального сварочного тока зависят возможности оборудования для точечной сварки. Значение 3000 А позволит соединять детали с общим сечением до 3 мм. Аппараты с показателем 6000 А могут сваривать сталь до 4-5 мм. Промышленные станки 10000-16000 А разрешают соединять заготовки до 9 мм (в сумме).
Максимальная толщина свариваемых листов
Важный параметр, показывающий, какое максимальное сечение способен проварить аппарат. Если игнорировать это значение и применять оборудование на более толстых деталях, то качество соединения снижается. Параметр может указываться общий, например «5 мм», или разделяться на две части — «2.5+2.5 мм», что будет означать одно и то же. Есть промышленные версии, которые способны сваривать сразу три листа стали между собой. Тогда это обозначается как «3+3+3 мм».
Напряжение для подключения
Для подключения аппарата к сети требуется однофазное напряжение 220 В или трехфазная линия на 380 В. Это прямо указывается в инструкции к товару и определяет, где его получится использовать. Потребляемая мощность от 3 до 12 кВт подскажет, можно ли включать аппарат в обычную бытовую сеть (обычно свыше 5 кВт лучше не включать, чтобы не расплавить проводку).
Способ управления
Самые дешевые аппараты управляются вручную. В некоторых моделях даже нет возможности выставить силу тока — она всегда работает на максимуме. Оператор сам сдавливает клещи руками и следит за временем соприкосновения электродов, чтобы образовался нужный провар. Для качественного соединения сперва требуется опробовать аппарат на черновых заготовках с такой же толщиной, что и основное изделие. Определив, сколько нужно времени на прижим, можно переходить к сварке. Есть аппараты с регулировкой силы тока, которые немного упрощают работу с металлами разной толщины.
Микропроцессорное (синергетическое) управление значительно облегчает работу. Сварщик указывает на панели тип выполняемого соединения (приварка шайбы, проволоки, сварка внахлест и т. д.), а также толщину изделия. Синергетическое управление само подбирает оптимальные параметры для сварки, подает ток и отключает его. Оператору остается лишь подносить электроды и ставить их в нужное место. Но такие модели стоят гораздо дороже.

Дополнительные параметры
Если требуется продолжительная работа аппаратом, то обратите внимание на тип охлаждения. Устройства с водяной системой и радиатором быстрее отводят тепло и имеют более продолжительный ресурс.
К споттеру обязательно понадобится пистолет и обратный молоток. Чтобы выполнять сварку используют медные электроды, являющиеся расходными элементами. Для мобильных аппаратов с весом от 13 кг практично приобрести тележку, чтобы перевозить их на колесиках.
Лучшие сварочные аппараты для точечной сварки
Если Вам требуется контактная точечная сварка для домашней мастерской или небольшого производства, то обратите внимание на следующие модели, которые уже опробованы покупателями и получили положительные отзывы.
Калибр СВА-1,5 АК
Этот аппарат для выполнения точечной сварки от российского бренда «Калибр». Модель СВА-1.5 АК запитывается от однофазной сети 220 В и потребляет 8 кВт. Корпус защищен от проникновения пыли по стандарту IP20. В комплекте есть рукоятка и запасные наконечники. Управление полностью ручное, где сварщик сам регулирует время прижима и силу тока. Для установки силы прижатия клещей предусмотрен ограничительный болт под подвижной рукояткой.

Плюсы Калибр СВА-1,5 АК
- Мощная возвратная пружина для разведения клещей.
- Крупная рукоятка для быстрой перестановки.
- Получается аккуратная точка, которую не разорвать руками.
- Не требуется механическая обработка соединения.

Минусы Калибр СВА-1,5 АК
- Кабель верхней консоли (косичка) из омедненного алюминия (перегревается).
- Неудобно расположена клавиша включения.
- От веса 16 кг устают руки.
- Требуется проводка с сечением 4 мм², ввиду мощность 8 кВт.
Вывод. Это лучший аппарат по соотношению стоимости и мощности провара. Пользователи в отзывах делятся, что легко сваривают листовой металл 2+2 мм между собой, выполняя 15 точек в минуту. Если требуется соединить проволоку, то модель справится с сечением прутков 5+5 мм. Но подключение нуждается в мощной сети, поэтому для гаража такую точечную сварку выбирать не стоит.
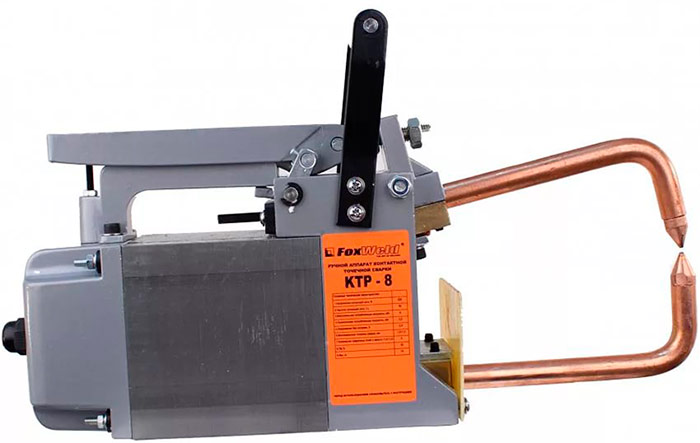
Foxweld КТР-8 3097
На втором месте в рейтинге товар от итальянского бренда Foxweld. Оборудование для точечной сварки имеет два медных кронштейна, рукоятку для прижима, отбойную пластину. Мощность источника тока составляет 8 кВт и аппарат способен варить с 6000 А. Производитель заявляет, что инвертор легко соединит две заготовки с сечением 1.5+1.5 мм. Модель относится к профессиональному классу и имеет защиту корпуса IP21.
Плюсы Foxweld КТР-8 3097
- Большая рукоятка для поднятия аппарата.
- Относительно небольшие габариты 41х10х23 см.
- Вылет электродов 15 см позволяет заводить между ними крупные детали.
- Повышенная мощность сварочного тока.
Минусы Foxweld КТР-8 3097
- Присутствует небольшой люфт, из-за чего электроды не точно сходятся друг с другом.
- Нужно хорошая проводка от 4 мм².
- Тяжело часто переставлять ввиду веса 14 кг.
- Мощность не регулируется.
Вывод. Судя по отзывам, этот аппарат для выполнения точечной сварки большинство пользователей используют для изготовления металлических дверей. Сварщики говорят, что это гораздо удобнее, чем действовать полуавтоматом и после сварки не требуется никакой дополнительной зачистки швов.
FUBAG TS 2600 38 666
А вот аппарат для точечной сварки, называемый споттер. Он предназначен для выполнения односторонних прихваток на металле с сечением до 1.5 мм. Максимальная сила тока составляет 2800 А. Габариты оборудования — 20х32х18 см. При подключении к однофазной сети, аппарат потребляет 5.4 кВт, поэтому его можно использовать в гараже или на даче. В комплекте к нему прилагается пистолет и штанга с обратным молотком. Есть три электрода «звездочка» и один угольный электрод для разогрева металлической поверхности.

Плюсы FUBAG TS 2600 38 666
- Переключатель для сварки угольными и медными электродами.
- Световая индикация перегрева и наличия сети.
- Четыре режима работы.
- Создает надежное соединение.
Минусы FUBAG TS 2600 38 666
- Большой вес 14 кг неудобно часто переставлять.
- Высокая стоимость.
- Нет регулировки силы тока по амперажу (только по способу сварки).
Вывод. Такая модель разработана для кузовного ремонта автомобилей и способна работать в нескольких режимах: приварка гофрированной проволоки, колец, разогрев поверхность угольным электродом, прихватка «звезды». Обратите внимание на мощный обратный молоток на пистолете. Вес грузика составляет 1.1 кг, что обеспечивает быстрое вытягивание вмятин.
RedHotDot HAMMER IT 275116
Бренд «Хаммер» выпускается в Италии. Модель IT 275116 выдает максимальную силу тока 3200 А. Это разрешает сваривать листовой металл с сечением 1.5+1.5 мм. Подключение к однофазной сети 220 V и потребление мощности 3 кВт не перегружает бытовую проводку, поэтому использовать аппарат можно даже в гараже. Цифровой дисплей удобен для визуального контроля введенных параметров. Индикатор показывает срабатывание перегрузки. В комплекте к споттеру идет пистолет со сменными насадками.

Плюсы RedHotDot HAMMER IT 275116
- Защита корпуса
- Не создает чрезмерной нагрузки на сеть ввиду мощности 3 кВт.
- Небольшие габариты 30х18х26 см.
- Глубокий провар и крепкое соединение.
Минусы RedHotDot HAMMER IT 275116
- Высокая стоимость.
- Весит более 16 кг.
- Некоторым сварщикам конструкция обратного молотка кажется слабой.
Вывод. Модель для точечной сварки примечательна синергетическим управлением, где сварщик выбирает один из шести режимов, в зависимости от конфигурации привариваемого элемента. На цифровом табло устанавливается толщина металла. Микропроцессор сам подбирает оптимальные параметры для выполнения существующей задачи.
FoxWeld МТР-25 3373
Далее в рейтинге станок для точечной сварки, который рассчитан на эксплуатацию внутри производственного цеха. Аппарат нуждается в подключении к трехфазной сети на 380 V. Управление у него механическое, а сжимание клещей осуществляется ножным приводом. Руки сварщика могут в это время поддерживать заготовку. Мощность оборудования составляет 25 кВт. Корпус имеет габариты 87х40х121 см и весит 100 кг.

Плюсы FoxWeld МТР-25 3373
- Простая эксплуатация.
- Долгий срок службы.
- При каждодневной работе не ломается.
- Запуск сжимания клещей педалью — руки всегда свободные.
Минусы FoxWeld МТР-25 3373
- Очень высокая стоимость.
- Масса 100 кг требует надежного основания под станком.
- Пользователям не хватает стола под клещами, чтобы переворачивать заготовки.
- Требуется часто затачивать электроды при интенсивном использовании.
Вывод. Мы рекомендуем этот аппарат для выполнения серийной точечной сварки на производстве. Модель имеет сварочный ток 16000 а и способна проварить заготовки с толщиной 2.5+2.5 мм. Одна точка выполняется за 10 секунд, что разрешает поставить сразу 6 швов в минуту. Еще фишкой товара служит водяное охлаждение в системе с радиатором. Оно отводит лишнее тепло и продлевает время беспрерывной работы.
WIEDER KRAFT WDK-6000
Завершает наш обзор споттер на тележке. Он содержит пистолет для точечкой сварки и обратный молоток. Модель выдает максимальную силу тока 4400 А. Корпус защищен по стандарту IP23, поэтому аппаратом можно работать на улице, когда пошел дождь (закончить выравнивать деталь кузова и убрать в помещение). Входная мощность составляет 11 кВт. Время сваривания можно регулировать от 1 до 10 с. Сварщику не нужно следить за этим — аппарат отключает сварочный ток самостоятельно. Прихватки получаются крепкими и без пережогов.

Плюсы WIEDER KRAFT WDK-6000
- Можно подключать к 220 В.
- Повышенная надежность.
- Восемь режимов сварки.
- Цифровой дисплей и синергетическое управление.
Минусы WIEDER KRAFT WDK-6000
- Высокая стоимость.
- Нет вентилятора охлаждения.
- Нужно предусмотреть место для аппарата с размерами 60х50х95 см.
Вывод. Данный споттер для точечной сварки примечателен исполнением на тележке. При этом источник питания расположен сверху, поэтому для введения настроек не требуется наклоняться. Снизу есть достаточно места для кабелей, расходников и инструмента. Тележка оснащена колесами, где два передних вращаются в стороны на 360 градусов. Это упрощает быстрое перемещение по цеху и отлично подходит для автомастерской, чтобы восстанавливать геометрию кузова, передвигаясь вокруг машины.
Источник