Каждому автолюбителю известно, что главным правилом на дороге является безопасность, которую он должен обеспечить не только себе и своим пассажирам, но также другим участникам движения. Это касается не только соблюдения правил движения, но и технического состояния автомобиля.
История знает много случаев аварий с участием неисправных транспортных средств. Поэтому для автолюбителя очень важно уметь вовремя находить и устранять существующие неисправности. В первую очередь это относится к ходовой части, так как именно от нее зависит безопасность поездки. К ней относятся не только колеса, но также ступицы, речь о которых пойдет в этой статье. Она играет очень важную роль в комплексной работе машины. Статья рассказывает о ремонте ступицы и проблемах, связанных с ее поломкой.
Устройство ступицы и ее назначение
Каждая деталь транспортного средства выполняет возложенную на нее разработчиками работу. В задачу ступицы входит обеспечение крепления колеса на оси и передачи ему крутящего момента от коленвала. Наряду с движением она также предназначена для остановки автомобиля, так как на ней зафиксированы тормозные диски. Она выполнена в виде цельной детали с полуосью или с посадочным шлицевым отверстием для установки на полуоси шарнира равных угловых скоростей. Подшипник представляет собой важный элемент ходовой части, который бывает однорядным или двухрядным. Общее назначение ступицы:
Надежно удерживать диск колеса.
Быть основой для крепления тормозного диска и других узлов, например, АБС.
Обод с отверстиями необходим для вкручивания болтов, шпилек или направляющих втулок.
Внутренняя часть нужна под установку подшипников.
Шлицы в отверстии необходимы для посадки ступицы на полуось ШРУСа.
Некоторые элементы имеют дополнительные пазы для установки датчиков.
Перед ремонтом ступицы колеса необходимо уточнить ее тип и конструкцию. И если разборка производится первый раз, то желательно почитать информацию о ее особенностях. Порой даже неисправные детали не имеют видимых дефектов. По неопытности можно заменить вполне годную к эксплуатации ступицу.
Признаки износа и способы определения
Опытный водитель может определить, нужен ли ремонт ступице, по некоторым признакам:
Протекторы шины неравномерно стираются.
Появляется большое раскачивание кузова при вхождении в поворот или в процессе торможения.
Во время езды машина начинает откланяться от прямолинейного курса.
Амортизаторы начинают протекать и сжиматься. От этого появляются вибрации и посторонние шумы во время езды.
Такие симптомы обычно говорят, что необходим ремонт ступицы переднего колеса на переднеприводном автомобиле. Еще одним более явным признаком порчи изделия для таких типов транспортных средств является высокая изнашиваемость шин, что сказывается вибрацией и отдачей на рулевое колесо во время езды. В результате сильного трения внутреннего подшипника греется тормозной диск.
Для того чтобы это выяснить, необходимо проехать 10 километров и потрогать его. Если его температура более 70°, то есть повод задуматься. В случае сомнений можно приподнять автомобиль домкратом и прокрутить колесо вперед и назад. Изношенная ступица вращается со скрипом и скрежетом. У нее также присутствует люфт, о чем говорит небольшая разболтанность колеса.
Причины износа
Частой причиной таких поломок становится сильная изношенность других узлов системы. Неверно закрепленные амортизаторы, допущенные неточности в регулировке сходразвала наносят непоправимый вред ступице. На переднеприводных автомобилях она испытывает большие нагрузки.
На заднеприводных машинах на износ детали влияют осевые и значительные вертикальные нагрузки, а на полноприводных к ним еще добавляется высокий крутящий момент. В некоторых случаях ремонт ступицы требуется по халатности самих владельцев. Это происходит во время замены колес. Не все чувствуют ту «золотую середину» и прикладывают слишком много силы, срывая ее. В таких случаях лучше пользоваться гайковертом, который имеет регулировку силы затяжки болтов.
Значительный урон наносит пыль, влага, которая попадает внутрь во время езды по дорогам. Пыль внутри работает в качестве абразивного вещества, постепенно истирая поверхность детали и выдавливая смазку. Узнать об этом можно по характерному гулу и стуку, который усиливается при наезде на кочки. Также при повороте рулевого колеса появляется нехарактерное для машины притормаживание. Указанные выше «симптомы» являются самыми первыми признаками того, что появилась проблема со ступицей.
Необходимый инструмент
Обычно для ремонта ступицы достаточно:
Набора гаечных ключей с разными размерами головок.
Приспособления для съема стопорных колец.
Тисков.
Чашечного съемного устройства.
Набора отверток.
Зубила.
Молотка.
Домкрата.
Этот набор инструментов является стандартным. Обычно его хватает для работы, но в отдельных случаях могут понадобиться специализированные приборы. Например, для иномарок, в ступицы которых вмонтированы датчики.
Последовательность выполнения работ
Следует заранее закупить все требуемые сменные детали. Определить, требуется ступица полностью в сборе или только подшипник, можно по степени нагрева тормозного диска и степени ее износа. Заменить следует только проблемную часть. Работу домкрата желательно дублировать брусками, кирпичами или другими опорами, на случай, если машина слетит с него. Важно дать автомобилю надежную точку опоры на время работы. Поднимать высоко не нужно, поскольку необходимо просто подвесить колесо, чтобы его можно было легко снять.
После всех приготовлений машину ставят на ручник и включают передачу. Ремонт передней ступицы начинают со снятия колеса, для чего откручивают четыре фиксирующих болта и снимают его. Затем отверткой удаляют защитный колпачок со ступицы. С тормозного диска снимают суппорт, который включает в себя барабан и стойки. Для того чтобы они не мешали, их просто отводят в сторону и подвешивают. На третьем шаге снимают рулевые наконечники и шаровые опоры. Тормозной диск удаляют простым выкручиванием болтов, фиксирующих его со ступицей. Затем снимают стойку и снимают саму ступицу.
Чаще всего ломается сам подшипник, поэтому меняют только его. При более серьезных повреждениях меняют всю деталь в целом. Ремонт задней ступицы производится аналогичным способом. После осмотра и замены дефектных частей, производят установку и обратную сборку.
Заключение
Ремонт ступиц нельзя отнести к категории частых, так как его частота зависит от внешних факторов. Аккуратность вождения и бережливость к автомобилю позволяют продлить ресурс детали. Она итак испытывает колоссальные нагрузки, от чего ее срок службы резко сокращается. Своевременная диагностика позволит выявить неисправность преждевременно, до того как она перерастет в большую проблему.
Источник
Курсовая работа: Технологический процесс ремонта ступицы переднего колеса
Название: Технологический процесс ремонта ступицы переднего колеса Раздел: Рефераты по транспорту Тип: курсовая работа Добавлен 10:04:53 25 марта 2010 Похожие работы Просмотров: 1784 Комментариев: 14 Оценило: 4 человек Средний балл: 4.3 Оценка: неизвестно Скачать
1. ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
1.1 Выбор способа восстановления деталей
1.2 Разработка технологического процесса ремонта детали
2. КОНСТРУКТОРСКАЯ ЧАСТЬ
2.1 Назначение приспособление
2.2 Устройство приспособление
2.3 Принцип работы приспособления
3.ТЕХНИКА БЕЗОПАСНОСТИ ПРИ РАБОТЕ ПРИСПОСОБЛЕНИЯ
4. СПИСОК ИСПОЛЬЗУЕМОЙ ЛИТЕРАТУРЫ
Ремонт деталей представляет собой восстановление всех геометрических размеров детали, ее формы и расположение поверхности, а также обеспечение физико-механических свойств в сравнении с новой деталью. Кроме этого при ремонте решается задача повышения долговечности и работоспособности детали. При ремонте автомобилей нашли широкое применение следующие способы восстановления деталей: механическая обработка, сварка, наплавка, напыление металлов, химическая и гальваническая обработка.
Класс деталей: «полые цилиндры».
Детали этого класса подвергается механическим нагрузкам и для них основным видами износа являются коррозионно-механический и молекулярно-механический,
Которые характеризуются следующими явлениями – молекулярным схватыванием, переносом материала, разрушением возникающих связей, вырыванием частиц и образованием продуктов химического взаимодействия металла, с агрессивными элементами среды. Полые стержни работают в условиях трения, которое сопровождается цикличным изменением температуры и наличием агрессивной среды.
Основные дефекты, характерные для деталей этого класса – износ внутренних и наружных посадочных мест под подшипники; износ шеек под сальники; износы, задиры, кольцевые риски на трущихся поверхностях.
Внутренние и наружные поверхности этих деталей, а также их торцы являются базовыми при механической обработке.
Табл.№1 Технологическая карта детали
Деталь: Ступица переднего колеса
Твёрдость: HB 121-149
Способы установления дефекта
и измерительные инструменты
Допустимый для ремонта
Износ отверстия под наружное кольцо наружного подшипника
Износ отверстия под наружное кольцо внутреннего подшипника
Пробка 99,99мм или нутромер
1.1 Выбор способа восстановления деталей
Износ отверстий под подшипники и шейку шестерни, сальники устраняют постановкой дополнительных ремонтных деталей (ДРД) – втулок. Если же при восстановлении отверстий под подшипники и сальники используется вибродуговая наплавка, то они сначала растачиваются, наплавляются в 2 слоя, а затем растачиваются в соответствии с заданным размером.
При восстановлении полых стержней необходимо обеспечивать размеры и шероховатость восстановленных поверхностей, твердость и прочность сцепления нанесеного материала с основным металлом, а также соосность и симметричность относительно общей оси, допустимую цилиндричность и круглость.
Выбор рационального способа восстановления детали ведется по трем критериям: применимости, долговечности, экономичности. Критерий применимости определяет принципиальную возможность применения различных способов восстановления по отношению к конкретной детали. Критерий долговечности определяет работоспособность восстанавливаемой детали. Критерий экономичности определяет себестоимость восстанавливаемой детали. Критерии долговечности и экономичности определяется по таблице. Выбор рационального способа восстановления представляются в виде таблицы. Выбор рационального способа восстановления детали.
Табл.№2 Выбор способа ремонта детали
Номер и наименование дефекта
Возможные способы восстановления по критериям
Принятый способ восстановления
Износ отверстия под наружное кольцо внутреннего подшипника
Износ отверстия под наружное кольцо наружного подшипника
Выбранный мною способ восстановления постановка втулки (дополнительных ремонтных деталей — ДРД). Изношенные места посадки подшипников можно восстановить при помощи дополнительной втулки. Втулка запрессовывается в изношенное место посадки подшипника, затем втулка растачивается под рабочий размер подшипника, т.к. этот способ имеет большие критерии износостойкости, выносливости, долговечности, чем при вибродуговой наплавке, дорогостоящий, но ремонтная деталь является ответственной, то ей необходимы эти критерии в больших значениях.
Схема технологического процесса – последовательность операций необходимых для устранения дефекта детали. При наличии на детали нескольких дефектов, схемы составляются на каждый дефект в отдельности.
Табл.№3 Последовательность изготовления втулки
Наименование и содержание операции
Износ отверстия под наружное кольцо внутреннего подшипника
отверстия под свертную втулку;
нарезка на обработанной поверхности винтообразной канавки;
под наружное кольцо внутреннего подшипника
отверстия под свертную втулку;
нарезка на обработанной поверхности винтообразной канавки;
1.2 Разработка технологического процесса ремонта детали
Установление последовательности операций, выбор оборудования, режущего и измерительного инструмента, приспособлений, расчет режимов работ и норм времени, выбор разряда рабочих.
Припуском называется слой металла, подлежащий удалению с поверхности заготовки в процессе обработки для получения готовой детали. Припуски делятся на: общие и межоперационные(промежуточные).
Общий – припуск снимаемый в течении всего процесса обработки данной поверхности.
Межоперационный – припуск, который удаляют при выполнении отдельной операции.
дефект – износ отверстия под наружное кольцо наружного подшипника,
диаметр номинальный – dн =(мм)
диаметр изношенный – dи =(мм)
операции по восстановлению: 1) растачивание (придание отверстию правильной формы)
2) напрессовка втулки произвольной толщиной 3 мм, для ее входа в ремонтируемое отверстие
3) растачивание втулки под требуемый ремонтный размер её толщины 0,014 мм
4) раскатывание втулки толщиной 0,014мм под номинальный размер ремонтируемого отверстия.
Расчетная толщина втулки:
δ= мм.
P=0,0453 , удельное контактное давление;
n=;
где [σ]=60, допускаемые напряжения;
=33, предел текучести материала втулки;
n==;
δ=мм.
Материал втулки: сталь 40Г.
Размер до обработки
Размер После обработки
Растачивание (придание отверстию правильной формы) с d=71,990 до d=72,990
Напрессовка втулки произвольной толщиной 3 мм, для её входа в ремонтируемое отверстие с d=72,990
Растачивание втулки под требуемый расчетный размер её толщины равный 0,014 мм с d=69,990 до d=71,915
Раскатывание втулки толщиной 0,014 мм под номинальный размер ремонтируемого отверстия с d=71,915 до d=71,949
Расчёт режимов обработки
1)Расчёт режимов при растачивании (придание отверстию правильной формы)
, (1)
где D – диаметр до обработки, мм
d – диаметр после обработки, мм
,
Подачу выбираем по справочнику S=0,2 мм/об
Теоретическая скорость резания с учетом глубины резания и подачи Vт=30 м/мин (для резцов из быстрорежущих сталей Р18);
, (2)
К1=0,7, для КЧ 35–10;
К2=1,15, зависящий от стойкости инструмента;
К3=1,0 для продольного точения;
К4= Для стойкости Т = 50 мин, К4 = 1
Теоретическое число оборотов шпинделя станка
, 3)
VT – скорость резания, м/мин;
d – диаметр обрабатываемой заготовки, мм;
Теоретическое число оборотов шпинделя следует сравнить с паспортом станка и принять ближайшее к расчетному.
Корректируя по паспорту станка фактическое число оборотов nф =
Фактическая скорость резания
, (4)
м/мин
гдеnф – фактическое число оборотов, принятое по паспорту станка.
K – коэффициент, зависящий от предела прочности обрабатываемого материала σq , Н/мм 2 .к=8,9
91,67 (Н)
Мощность, затрачиваемое на точение с учетом к.п.д. станка (ηст 0,7)
, (6)
Мощность электродвигателя станка при данном режиме резания
, (7)
0,04кВт
Мощность электродвигателя станка равна 14 кВт
Определим штучное время
(8)
где Тшт – штучное время, мин
Т0 – основное (машинное) время, мин
Тв – вспомогательное время, мин
Тпр – прибавочное время, мин
Расчет основного время
(9)
Вспомогательное время 15% от То
Тв =0,15*2,79=0,41
от (Т0+Тв) (10)
0,05*(2,79+0,41)=0,16
Штучное время при растачивание отверстия
2) Расчёт режимов при запрессовке втулки:
Подачу выбираем по справочнику S=0,8 мм/об
Расчётная длинна обработки:
2…6 (11)
Определение усилия запрессовки:
; (12)
— коэф. трения
-номинальный диаметр отверстия;
-длина резания; – удельное контактное давление сжатия;
Расчет основного время
(13)
Вспомогательное время 15% от То
Тв =0,15*1,29=0,19
=0,05*(1,29+0,19)=0,074
Штучное время при запрессовке
3) Расчёт режимов при растачивании втулки под требуемый расчетный размер.
,
Подачу выбираем по справочнику S=0,1мм/об
Теоретическая скорость резания с учетом глубины резания и подачи Vт=49 м/мин (для резцов из быстрорежущих сталей Р18);
К2=1,15, зависящий от стойкости инструмента;
К3=1,0 для продольного точения;
К4= Для стойкости Т = 50 мин, К4 = 1
Теоретическое число оборотов шпинделя станка
,
Теоретическое число оборотов шпинделя следует сравнить с паспортом станка и принять ближайшее к расчетному.
Корректируя по паспорту станка фактическое число оборотов
nф =
Фактическая скорость резания
м/мин
(Н)
Мощность, затрачиваемое на точение с учетом к.п.д. станка (ηст 0,7)
Мощность электродвигателя станка при данном режиме резания
0,29кВт
Мощность электродвигателя станка равна 14 кВт
Расчет основного время
Вспомогательное время 15% от То
Тв =0,15*1,79=0,26
0,05*(1,79+0,26)=0,10
Штучное время при растачивание отверстия
4)После проведенных операций производится Раскатывание втулки толщиной 0,014 мм под номинальный размер ремонтируемого отверстия с d=71,915 до d=71,949
Дефект №2 Износ отверстия под наружное кольцо внутреннего подшипник диаметр номинальный – dн =(мм)
диаметр изношенный – dи =(мм)
Операции по восстановлению: 1) растачивание (придание отверстию правильной формы)
2) напрессовка втулки произвольной толщиной 3 мм, для ее входа в ремонтируемое отверстие
3) растачивание втулки под требуемый ремонтный размер её толщины 0,207 мм
4) раскатывание втулки толщиной 0,207мм под номинальный размер ремонтируемого отверстия.
Расчетная толщина втулки:
δ= мм.
P=0,0453 , удельное контактное давление;
n=;
где [σ]=60, допускаемые напряжения;
=33, предел текучести материала втулки;
n==;
δ=мм.
Материал втулки: сталь 40Г.
Размер до обработки
Размер После обработки
Растачивание (придание отверстию правильной формы) с d=99,99 до d=101,990
Напрессовка втулки произвольной толщиной 3 мм, для её входа в ремонтируемое отверстие с d=101,990
Растачивание втулки под требуемый расчетный размер её толщины равный 0,207 мм с d=98,990 до d=99,754
Раскатывание втулки толщиной 0,207 мм под номинальный размер ремонтируемого отверстия с d=99,715 до d=99,961
1) Расчёт режимов при растачивании (придание отверстию правильной формы)
,
Подачу выбираем по справочнику S=0,5 мм/об
Теоретическая скорость резания с учетом глубины резания и подачи Vт=26 м/мин (для резцов из быстрорежущих сталей Р18);
К1=0,7, для КЧ 35–10;
К2=1,15, зависящий от стойкости инструмента;
К3=1,0 для продольного точения;
К4= Для стойкости Т = 50 мин, К4 = 1
Фактическое число оборотов
Корректируя по паспорту станка фактическое число оборотов nф =
Фактическая скорость резания
м/мин
nф – фактическое число оборотов, принятое по паспорту станка.
458,35 (Н)
Мощность, затрачиваемое на точение с учетом к.п.д. станка (ηст 0,7)
Мощность электродвигателя станка при данном режиме резания
0,2кВт
Мощность электродвигателя станка равна 14 кВт
Расчет основного время
Вспомогательное время 15% от То
Тв =0,15*2,2=0,33
0,05*(2,2+0,33)=0,12
Штучное время при растачивание отверстия
2)Расчёт режимов при запрессовке втулки:
Подачу выбираем по справочнику S=0,6 мм/об
Расчётная длинна обработки:
Определение усилия запрессовки:
— коэф. трения
-номинальный диаметр отверстия;
-длина резания; – удельное контактное давление сжатия;
Расчет основного время
Вспомогательное время 15% от То
Тв =0,15*1,22=0,18
=0,05*(1,22+0,18)=0,07
Штучное время при запрессовке
3)Расчёт режимов при растачивании (придание отверстию правильной формы)
,
Подачу выбираем по справочнику S=0,3 мм/об
Теоретическая скорость резания с учетом глубины резания и подачи Vт=35 м/мин (для резцов из быстрорежущих сталей Р18);
К2=1,15, зависящий от стойкости инструмента;
К3=1,0 для продольного точения;
К4= Для стойкости Т = 50 мин, К4 = 1
Теоретическое число оборотов шпинделя станка
,
VT – скорость резания, м/мин;
d – диаметр обрабатываемой заготовки, мм;
Теоретическое число оборотов шпинделя следует сравнить с паспортом станка и принять ближайшее к расчетному.
Корректируя по паспорту станка фактическое число оборотов nф =
Фактическая скорость резания
м/мин
nф – фактическое число оборотов, принятое по паспорту станка.
Мощность, затрачиваемое на точение с учетом к.п.д. станка (ηст 0,7)
мощность электродвигателя станка при данном режиме резания
кВт
Мощность электродвигателя станка равна 14 кВт
Расчет основного время
Вспомогательное время 15% от То
Тв =0,15*1,3=0,19
0,05*(1,3+0,19)=0,07
Штучное время при растачивание отверстия
4) После проведенных операций производится Раскатывание втулки толщиной 0,207 мм под номинальный размер ремонтируемого отверстия с d=99,715 до d=99,961
2. КОНСТРУКТОРСКАЯ ЧАСТЬ
2.1 Назначение: Приспособление для расточки отверстий в ступице переднего колеса под обоймы подшипников
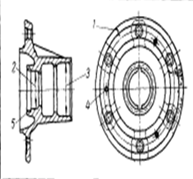
2.2 Устройство:1-гитара сменных зубчатых колес;2- передняя бабка с коробкой скоростей;3- коробка подач;4-станина;5-фартук;6-суппорт;7-задняя бабка;8-шкаф с электрооборудованием;9-ходовой вал;10-ходовой винт
2.3 Принцип работы:
Станина 4 представляет собой массивное чугунное основание, на котором смонтированы основные узлы станка. Верхняя часть станины имеет две плоские и две призматические направляющие, по которым перемещаются суппорт и задняя бабка; станина установлена на двух тумбах. Передняя бабка 2, внутри которой расположены главный рабочий орган станка шпиндель и коробка скоростей. Шпиндель представляет собой полый вал, на правом конце которого крепится приспособление, зажимающее заготовку (патрон, планшайба). Шпиндель получает вращение от электродвигателя, расположенного в левой тумбе, через клиноременную передачу и механизм, состоящий из зубчатых колес, размещенных внутри передней бабки. Этот механизм называется коробкой скоростей и служит для изменения частоты вращения шпинделя. Суппорт 6- устройство для закрепления резца и обеспечения движения подачи, т.е. перемещения резца в продольном и поперечном направлениях. Движение подачи осуществляется вручную или механически. Механическое движение подачи суппорт получает от ходового вала 9 или (при нарезании резьбы) от ходового винта 10. Суппорт состоит из каретки, перемещающейся по направляющим станины; фартука 5, в котором расположен механизм преобразования вращательного движения ходового вала и ходового винта в прямолинейное движение суппорта; поперечных салазок; резцедержателя. Коробка подач 3 представляет собой механизм, передающий вращение от шпинделя к ходовому валу или ходовому винту. Коробка подач служит для изменения скорости движения подач суппорта. Гитара 1 предназначена для настройки станка на различные шаги нарезаемых резьб. Задняя бабка 7 служит для поддержания конца длинных заготовок и для закрепления в ней различных инструментов – сверл, зенкеров, разверток. Электрооборудование станка размещено в шкафу 8
Технические характеристики токарно-винторезного станка 163
Наибольшая длина обрабатываемого изделия, мм
Высота оси центров над плоскими направляющими станины, мм:






 (мм)
(мм) (мм)
(мм) мм.
мм. , удельное контактное давление;
, удельное контактное давление; ;
; =33
=33 =
= ;
; мм.
мм. , (1)
, (1) ,
, , (2)
, (2)
 , 3)
, 3)

 , (4)
, (4) м/мин
м/мин (5),
(5), 91,67 (Н)
91,67 (Н) , (6)
, (6)
 , (7)
, (7) 0,04кВт
0,04кВт (8)
(8) (9)
(9)

 от (Т0+Тв) (10)
от (Т0+Тв) (10)
 2…6 (11)
2…6 (11)
 ; (12)
; (12) — коэф. трения
— коэф. трения
 -номинальный диаметр отверстия;
-номинальный диаметр отверстия; -длина резания;
-длина резания;  – удельное контактное давление сжатия;
– удельное контактное давление сжатия;
 (13)
(13)

 =0,05*(1,29+0,19)=0,074
=0,05*(1,29+0,19)=0,074
 ,
,
 ,
,
 м/мин
м/мин (Н)
(Н)
 0,29кВт
0,29кВт


 (мм)
(мм) (мм)
(мм) мм.
мм. , удельное контактное давление;
, удельное контактное давление; ;
; , допускаемые напряжения;
, допускаемые напряжения; =33
=33 ;
; мм.
мм. ,
,


 м/мин
м/мин 458,35 (Н)
458,35 (Н)
 0,2кВт
0,2кВт

 — коэф. трения
— коэф. трения
 -номинальный диаметр отверстия;
-номинальный диаметр отверстия; -длина резания;
-длина резания;  – удельное контактное давление сжатия;
– удельное контактное давление сжатия;

 =0,05*(1,22+0,18)=0,07
=0,05*(1,22+0,18)=0,07
 ,
,
 ,
,
 м/мин
м/мин
 кВт
кВт