Ремонт и сборка подшипников качения
При разборке подшипниковых узлов подшипники тщательно промывают и проверяют на пригодность для дальнейшей эксплуатации: в случае непригодности подшипники заменяют. Возможные дефекты подшипниковых узлов и способы их устранения приведены ниже.
 Подшипник качения ремонт и сборка подшипников качения
Подшипник качения ремонт и сборка подшипников качения
Дефекты подшипниковых узлов и способы их устранения:
| Дефект или его признак | Причины | Способ устранения |
|---|---|---|
| Повышенный шум | 1.Повреждение тел качения подшипника | Подшипник заменить. |
| 2. Защемление тел качения вследствие неправильной регулировки | Отрегулировать натяг в подшипниках | |
| 3. Износ посадочных мест на валу и в корпусе | Отремонтировать посадочные места | |
| 4. Отсутствие смазки | Смазать подшипники | |
| Повышенный нагрев | 1. Защемление тел качения из-за чрезмерного натяга в подшипниках | Отрегулировать натяг в подшипниках |
| 2. Недостаток смазочного материала | Добавить смазочный материал | |
| 3. Несоосность посадочных мест на валу и в корпусе | Устранить несоосность | |
| 4. Загрязнение подшипника вследствие выхода из строя уплотнения | Подшипник промыть, уплотнение заменить. При наличии цветов побежалости на кольцах и телах качения подшипник заменить | |
| Выкрошивание рабочих поверхностей колец и тел качения | Усталостность материала | Подшипник заменить |
| Увеличенный радиальный и осевой зазоры в подшипнике | Частичный износ рабочих поверхностей подшипника | Допустимое увеличение зазоров по сравнению с начальными: для опор шпинделей и точных валов — 25 %, для остальных опор: в 3-4 раза. При больших зазорах подшипник следует заменить |
Поля допусков посадочных поверхностей валов и отверстий в корпусах для сопряжения с подшипниками качения:
| Подвижность вала и корпуса в работе | Класс точности подшипника | Поля допусков вала | Поля допусков отверстия в корпусе |
|---|---|---|---|
| Вал вращается,корпус неподвижен | 5 и 4 | n5, m5, k5, js5 | M6, K6, Js6, H6 |
| 0 и 6 | n6, m6, k6, js6 | M7, K7, Js7, H7, G7, H8, H9 | |
| Вал неподвижен,корпус вращается | 5 и 4 | h5, g5 | N6, M6, K6 |
| 0 и 6 | h5, g5 | P7, N7, M7, K7 |
При сборке подшипниковых узлов должны выполняться следующие технические условия:

1. Кольца и тела качения подшипника должны быть чистыми, без заметных дефектов. При вращении от руки подшипник должен вращаться свободно, без значительного шума. Новый подшипник с неповрежденной упаковкой и незагустевшей смазкой можно не промывать. Загрязненные подшипники промывают в бензине с добавлением 6-8 % минерального масла или в масле (Индустриальное 12 или 20) в ванне с электроподогревом при температуре 60-90 °С в течение 15-20 мин. Сильно загрязненные подшипники промывают дважды. После промывки подшипник просушивают на бумаге или с помощью сжатого воздуха. Пятна коррозии на подшипнике удаляют мягкой шкуркой и пастой ГОИ с последующей промывкой.
2. Осевой и радиальный зазоры в подшипнике должны быть в допускаемых пределах. Схема замера зазоров приведена на схеме. Величина начальных зазоров для подшипников различных типов приведена в специальной литературе.
3. Посадочные места в корпусе и на валу должны быть точно и чисто обработаны. Перед сборкой подшипникового узла посадочные места промывают керосином, просушивают и смазывают. Механические повреждения, забоины, вмятины, следы коррозии устраняют. Диаметры шеек валов контролируют с помощью предельных скоб и микрометров, а диаметры отверстий корпусов — предельными пробками, индикаторными нутромерами или штихмассами.
4. Во избежание перекоса радиус закругления галтели на валу (при отсутствии кольцевой проточки или выточки) должен быть меньше, чем радиус фаски у подшипника. Величину радиуса галтели проверяют с помощью радиусомера или шаблона.
5. Упорный заплечик вала или отверстия в корпусе должен быть перпендикулярен к посадочным поверхностям. Допускаемое торцовое биение приведено в таблице. Перпендикулярность заплечиков вала и корпуса оси посадочного места проверяют угольником или индикатором.
Точность форм посадочных поверхностей под подшипник качения:
| Показатель | Класс точности подшипника | |||
| 0 | 6 | 5 | 4 | |
| Овальность и конусность шейки вала и отверстия в корпусе | 1/2 | 1/4 | ||
| допуска на диаметр посадочной поверхности | ||||
| Овальность и конусность шейки вала для подшипников на закрепительных втулках | 1/4 допуска на диаметр посадочной поверхности вала | |||
| Торцевое биение заплечиков вала, мкм, при диаметре, мм: | ||||
| до 50 | 20 | 10 | 7 | 4 |
| свыше 50 до 120 | 25 | 12 | 8 | 6 |
| свыше 120 до 250 | 30 | 15 | 10 | 8 |
| Торцевое биение заплечиков отверстия в корпусе, мкм, при диаметре, мм: | ||||
| до 80 | 40 | 20 | 13 | 8 |
| свыше 80 до 120 | 45 | 22 | 15 | 9 |
| свыше 120 до 150 | 50 | 25 | 18 | 10 |
| свыше 150 до 180 | 60 | 30 | 20 | 12 |
| свыше 180 до 250 | 70 | 35 | 23 | 14 |
| свыше 250 до 315 | 80 | 40 | 27 | 16 |
Шероховатость посадочных поверхностей вала и корпуса под подшипники качения:
| Посадочные поверхности | Класс точности подшипника | Номинальные диаметры, мм | |||
| до 80 | от 80 до 500 | ||||
| Параметры шероховатости поверхности, мкм | |||||
| Rz | Ra | Rz | Ra | ||
| Вала | 0 | 6,3 | 1,25 | 10 | 2,50 |
| 6 и 5 | 3,2 | 0,63 | 6,3 | 1,25 | |
| 4 | 1,6 | 0,25 | 3,2 | 0,63 | |
| Отверстия в корпусе | 0 | 6,3 | 1,25 | 10 | 2,50 |
| 6,5 и 4 | 3,2 | 0,63 | 6,3 | 1,25 | |
| Торцов заплечиков вала и отверстия в корпусе | 0 | 10 | 2,50 | 10 | 2,50 |
| 6,5 и 4 | 6,3 | 1,25 | 10 | 2,50 | |
6. Недопустимо попадание в подшипниковый узел грязи или абразива, что приводит к ускоренному изнашиванию подшипника.
7. При правильной сборке подшипник должен работать плавно и бесшумно, а также не нагреваться выше 70 °С.
8. Выбор посадки подшипника на вал и в отверстие корпуса зависит от типа машины, требований к точности вращения, характера нагрузки, типа, размера и условия монтажа подшипника. Необходимая посадка подшипника обеспечивается за счет допусков на диаметры вала и отверстия корпуса. На сборочных чертежах и чертежах деталей рядом с номинальным размером дается условное обозначение поля допуска только поверхности, сопряженной с подшипником.
9. Для обеспечения правильной установки подшипника на вал и в корпус следует применять специальные приспособления. При запрессовке подшипника на вал или в корпус используют монтажные трубы из мягкого металла, винтовые и гидравлические прессы. Усилие запрессовки прикладывается к тому кольцу подшипника, которое устанавливается с натягом, а при запрессовке одновременно на вал и в корпус — к обоим кольцам. Для облегчения работы вал может охлаждаться, а корпус нагреваться, подшипник, соответственно, либо нагреваться, либо охлаждаться.
10. После сборки проверяют по периметру прилегание подшипника к заплечику вала и корпуса, вхождение щупа 0,03 мм и более не допускается.
11. Отсутствие перекоса подшипника при установке его вместе с валом в корпус проверяют свободным проворотом вала вручную.
12. Во избежание защемления тел качения подшипники, устанавливаемые с предварительным натягом, должны иметь плавный ход и незначительный шум при провороте от руки, а в подшипниках без предварительного натяга, кроме того, должен ощущаться небольшой осевой люфт.
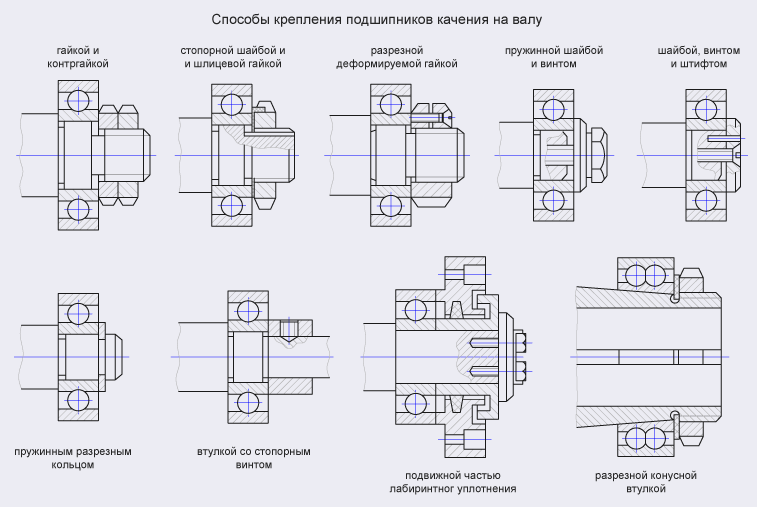 Подшипник качения способы крепления подшипника качения на валу
Подшипник качения способы крепления подшипника качения на валу
 Подшипник качения способы крепления подшипника качения в корпусе
Подшипник качения способы крепления подшипника качения в корпусе
Источник
Ремонт подшипников
Подшипники скольжения ремонтируют в тех случаях, когда происходит износ слоя баббита и образование больших зазоров между валом и вкладышем.
Местные повреждения антифрикционного слоя (задиры, выбоины, раковины, риски и т. п.) устраняют без перезаливки. Углубления раковин, выбоин заплавляют прутками из того же антифрикционного материала с помощью газовой сварки или электросварки угольным электродом. Риски, царапины пришабривают по острым краям, не выбирая их на всю глубину. Дефекты вкладышей выявляют внешним осмотром. Отслоения вкладыша обнаруживают на слух при легком его простукивании молотком. Монолитные вкладыши при этом звучат звонко и чисто, без дребезжания.
Трещины антифрикционного слоя обнаруживают испытаниями «на керосин». Вкладыши погружают в керосин на 15 мин. Затем насухо протирают поверхность трения и покрывают ее тонким слоем мелового раствора. На высохшем меле керосин, проникший в трещины, проявляется в виде бурых маслянистых линий. Обнаруженные дефекты устраняют с помощью перезаливки антифрикционного слоя.
Ремонт подшипников скольжения заключается в подготовке, заливке и обработке вновь изготовленных подшипников.
При подготовке вкладышей к заливке их тщательно очищают от грязи и масла, промывая в 10 %-ном растворе каустической соды, освобождают от старого баббита, промывают в растворителе, затем в горячей воде, насухо вытирают чистыми тряпками и лудят.
Перезаливка вкладышей может проводиться двумя способами: статическим или динамическим (центробежным). Центробежный способ более предпочтителен, так как антифрикционный слой имеет плотную структуру и прочное сцепление со стенками вкладыша, расход материала сокращается на 8—10%. Отработавший антифрикционный слой выплавляют (полученный от расплавления баббит сохраняют для очистки, восстановления и повторного использования).
Для заливки подшипников, работающих при высоких удельных давлениях и окружных скоростях валов более 5 м/с применяют баббит Б83 с большим содержанием олова, повышенным содержанием меди и не содержащий свинца. Для прочих подшипников применяют более дешевые баббиты Б16 и БН или алюминиевый сплав алькусин Д.
Вкладыш перед заливкой баббита очищают, протравливают в течение 3 мин в 15 %-ном растворе соляной или серной кислоты и непосредственно перед заливкой облуживают. Баббит для заливки расплавляют в металлических тиглях. Поверхность расплава очищают от шлака и защищают от окисления слоем древесного угля. Баббит Б83 следует заливать при температуре 400 °С, а Б16 — при температуре 450 °С. При этих температурах поверхность баббита будет иметь ровный серебристый цвет. Перегрев баббита, как и его недогрев, снижает надежность соединения сплава с поверхностью подшипника и ухудшает механические качества слоя баббита. Перед заливкой температура вкладыша должна быть 200-260 °С. Нагретый баббит перемешивают раскаленным стальным стержнем.
При ручной заливке вкладыши устанавливают на поддон, зажатый в тисках, и строго по центру вставляют в них стержень из сухого дерева или куска стальной трубы соответствующего диаметра с учетом усадки баббита (0,5 —0,7%) и припуска на механическую обработку (5 — 6 мм). Стержень центрируют полосками нелуженой стали, вставленными в стык вкладышей, и стягивают вкладыши хомутом посредством болтов с барашками. При заливке следят за равномерностью струи. Ковш с расплавленным баббитом держат как можно ближе к вкладышам, чтобы избежать быстрого охлаждения струи баббита. Этот способ заливки применяют при небольших количествах заливок.
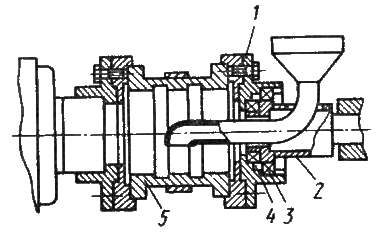
Рис. 112. Приспособление для центробежной заливки подшипников скольжения:
1 — вращающаяся крышка; 2 — неподвижная оправка; 3 — радиальный подшипник; 4 — упорный подшипник; 5 — вкладыш.
Центробежную заливку осуществляют в приспособлении (рис. 112), вращающемся в планшайбе, навернутой на шпиндель токарного станка. Вкладыш 5 скрепляют надежным хомутом, устанавливают в сменные переходные фланцы и зажимают между планшайбой и вращающейся крышкой 1. Крышка вращается на радиальных 3 и упорных 4 подшипниках, установленных на неподвижной полой оправке 2, укрепленной в задней бабке станка. Заливку ведут через воронку с направляющим патрубком, введенным внутрь вкладыша через полость оправки.
Во время заливки вкладыш подогревают газовой горелкой. После заливки приспособление продолжают вращать до полного затвердевания антифрикционного слоя, но не менее 5 мин.
В это время прекращают подогрев и обдувают вкладыш снаружи для охлаждения сжатым воздухом. Радиальные и осевые припуски при центробежной заливке составляют 2 — 4 мм.
После заливки неразъемные вкладыши подвергают механической обработке в следующем порядке: прорезают окна под смазочные кольца, растачивают вкладыши с припуском на пришабривание 0,03 — 0,05 мм на сторону, прорезают маслораспределительные и маслосборные канавки, просверливают сточные отверстия, пришабривают поверхность к валу.
Разъемные вкладыши фрезеруют или прострагивают и пришабривают в плоскости разъема. После этого половины вкладыша надежно скрепляют между собой и обрабатывают как и неразъемные.
Подшипники пришабривают в следующем порядке: сначала — нижний вкладыш, затем — верхний. Поскольку верхний вкладыш не несет нагрузки, для него достаточно одной точки касания на 1 см².
Подшипники качения восстановительному ремонту не подлежат. Изношенные или поврежденные подшипники заменяют новыми того же каталожного номера. В случае замены поврежденного подшипника необходимо установить причину выхода его из строя. Наряду с анализом дефектов самого подшипника в этом случае следует уделить внимание изучению косвенных причин. Такими причинами могут быть несоблюдение правил монтажа (например, слишком слабые или слишком тугие посадки, перекосы), нарушения правил технической эксплуатации (например, несвоевременная или неправильная замена смазки, плохая защита от проникновения пыли, несбалансированность ротора, одностороннее магнитное притяжение, износ посадочных поверхностей вала и подшипникового щита и др.).
Источник