Текущий ремонт и испытания разъединителей
Разъединители — самые распространенные аппараты в распределительных устройствах (РУ) высокого напряжения и В Л (число разъединителей в 2,5—4 раза больше, чем выключателей). Поэтому весьма важными их характеристиками являются занимаемая площадь и объем, простота обслуживания, удобство проведения ремонтных и монтажных работ. Разъединители должны обладать высокой надежностью, поскольку число их переключений в течение года эксплуатации может достигать нескольких сот и более в зависимости от схемы соединений РУ, а их повреждение может привести к серьезным авариям и нарушению схемы электроснабжения, как, например, отключение разъединителей необесточенного участка цепи, когда возникающая открытая электрическая дуга между размыкаемыми контактами может достигнуть очень больших размеров и перекинуться на соседние фазы и заземленные конструкции, что мгновенно приведет к возникновению двух- и трехфазных КЗ.
Кроме того, разъединители открытых распределительных устройств (ОРУ) должны надежно работать в неблагоприятных атмосферных условиях (ветер, гололед, увлажнения, загрязнения и др.). В замкнутом положении через контактную систему разъединителя протекает длительно рабочий ток и кратковременно — токи КЗ. Наиболее уязвимым местом токоведущих соединений при сквозных токах КЗ разъединителей являются контакты. Воздействие электродинамических усилий в значительной мере может уменьшиться контактное нажатие, создаваемое пружинами, что, в свою очередь, приводит к росту переходного сопротивления контакта, а следовательно, и к его нагреву, вплоть до расплавления материалов контактов.
Конструкция разъединителей тесно связана с компоновкой РУ, главной схемой электрических соединений, конструктивным исполнением других аппаратов: выключателей, трансформаторов тока и напряжения, защитных аппаратов. Поэтому не может быть универсального разъединителя, который можно применять во всех случаях, чем и объясняется большое разнообразие их конструкций.
Основными элементами разъединителей всех типов являются: контактная система, содержащая подвижные и неподвижные контакты; привод с изоляционной тягой для передачи движения к подвижному контакту; контактные соединения; изоляция.
Осмотры разъединителей проводятся под напряжением вместе с другим оборудованием, на подстанциях с постоянным обслуживающим персоналом — ежедневно, а на подстанциях без него — в сроки, установленные главным инженером ЭЧ, но не реже одного раза в 10 дней.
Осмотры проводятся обычно оперативным дежурным или электромонтером. При осмотрах проверяют состояние: контактов но термоиндикаторам, изоляторов (на их поверхности не должно быть сколов площадью > 3 см 2 трещин по ребру длиной 60 и глубиной 5 мм); приводов; заземлений в местах их соединения с основаниями разъединителей (плотный контакт и отсутствие следов коррозии); поддерживающих конструкций, а также всех дверей ячеек в ЗРУ, которые должны быть закрыты на специальные замки с блокировкой, исключающей попадание внутрь ячейки без отключения находящихся там аппаратов.
Текущий ремонт разъединителей наружной установки проводится со снятием напряжения бригадой из двух, а при напряжении 110—220 кВ — из трех человек один раз в год; внутренней установки — по мере необходимости.
Ремонт начинают с чистки изоляторов и ножей. Салфетками, смоченными в бензине, протирают подвижные и неподвижные контакты, очищая их от старой смазки, а также поверхность изоляторов, выявляя на них сколы и трещины с недопустимыми размерами. Такие изоляторы заменяют. При обнаружении подгаров ножей их очищают стеклянной бумагой до медного блеска, протирают сухой салфеткой и смазывают тонким слоем технического вазелина.
Жесткость пружины проверяют при включенном положении разъединителя нажатием руки на подвижные контакты. В этом положении щуп толщиной 0,5 мм не должен проходить между витками пружины. При потере жесткости пружину регулируют или заменяют.
Осматривают и производят пробную подтяжку контактов ошиновки, проверяют надежность контактов ошиновки, контактных соединений гибких связей. При обнаружении ослабленных контактов их разбирают, зачищают и снова затягивают.
Проверяют главный контакт разъединителя. Поверхность контактов зачищают, шлифуют и смазывают. Все трущиеся части разъединителя покрывают труднозамерзающей смазкой ЦИАТИМ-201. При необходимости заменяют изношенные детали. Ножи (подвижные контакты) разъединителя должны входить в губки неподвижных контактов без ударов и перекосов. Допускаемое несовпадение контактных поверхностей должно быть не более 10 % площади соприкосновения. Кроме того, при полном включении разъединителей ножи не должны доходить до упора ближе, чем на 3—5 мм. В противном случае при ударе подвижных контактов об упоры дополнительные толчковые нагрузки передаются на фарфоровые
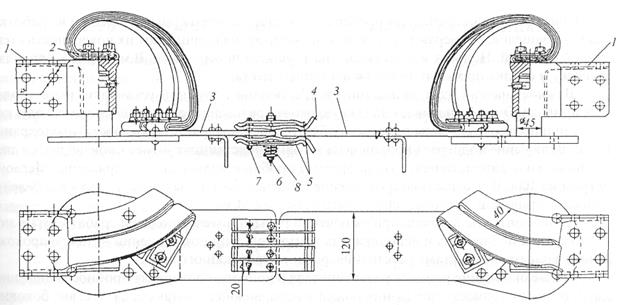 |
Рис. 4.41. Токоведущая система горизонтально-поворотного разъединителя:
1 — зажим; 2 — гибкая связь; 3 — пластина ножа; 4 — ламель; 5 — стальные пластины; 6— шпилька;
7— фиксирующий болт; 8—пружина
изоляторы и разрушают их. Регулируют ход ножей изменением длины тяги или хода ограничителей и упорных шайб. Возможна также регулировка небольшими перемещениями изолятора на цоколе или губок на изоляторе.
У разъединителей горизонтально-поворотного типа коммутирующий контакт (рис. 4.41) состоит из одной или более пар ламелей 4, которые закрепляются непосредственно на пластине ножа стальными фиксирующими болтами 7 и шпильками 6 и прижимаются к ней с помощью пружин 5. Поверх ламелей наложены стальные пластины 5, образующие магнитный замок. При больших номинальных токах (Iном > 1000 А) на ламели напаивают серебряные пластины, используют также и гальваническое серебряное покрытие. При отключении разъединителя оба полуножа поворачиваются в горизонтальной плоскости в одном направлении, при этом пластина одного из них выходит из контактных ламелей, после чего под воздействием пружины последние сближаются. Однако сближение ограничивается дистанционными шайбами, установленными на болтах, что исключает поломку контакта при включении и заходе пластины ножа в них.
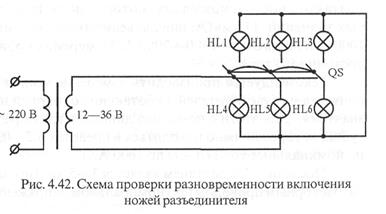
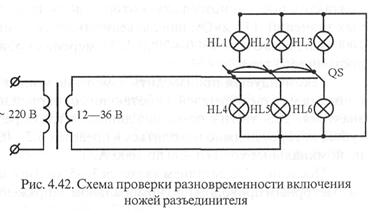
Ножи трехполюсных разъединителей должны входить в губки одновременно, что проверяют с помощью ламп накаливания и понижающего трансформатора, собранных в схему (рис. 4.42). Допускается разновременность включения ножей не более 3 мм при напряжении до 35 кВ и не более 5 мм — 35 кВ и выше.
 |
Углы поворота главных ножей проверяют по шаблону: для разъединителей рубящего типа они должны быть не менее 74°; для колонковых разъединителей при отключении 90—92°; для заземляющих ножей 59°.
Ремонт привода начинают с его очистки, причем моторные приводы при текущем ремонте не разбираются. Трущиеся части очищают от старой смазки и грязи.
Мерительным инструментом проверяют отсутствие чрезмерных износов и выработки валиков, защелок; проверяют состояние блок-контактов и зачищают их поверхность стеклянной бумагой. Наносят новую смазку на трущиеся поверхности. В моторных приводах зачистку и смазку проводят только в доступных местах.
Важное значение для разъединителей, особенно наружной установки, имеет подогрев привода. Это обеспечивает надежную работу разъединителей в холодную погоду, поэтому при проверке системы подогрева обязательно проверяют целостность предохранителей. Включение подогрева приводов на тяговых подстанциях может производиться дистанционно или автоматически, что проверяют пробным включением напряжения. Мегаом-метром на 1000 В измеряют сопротивление изоляции вторичных цепей, а также кабелей и проводов приводов, которое должно быть не менее 1 Мом.
Блок-контакты привода при включении разъединителей должны срабатывать в момент касания подвижных и неподвижных контактов, а при отключении — после прохождения главными контактами расстояния, равного 75 % полного хода.
После окончания ремонта разъединителя и привода производят пробное включение, где проверяют точность попадания ножей в неподвижные контакты; отсутствие боковых ударов ножей о контактные скобы, а также ударов ножа о головку изолятора; прямолинейность ножей, исправность гибкой связи между ножом и зажимом, угол поворота ножей и работу блок-контактов.
При необходимости окрашивают приводы, металлоконструкции, шапки изоляторов, восстанавливают порядковые номера разъединителей.
Неплановые ремонты производятся при поломке изоляторов или моторного привода.
Испытания разъединителей проводят не реже 1 раза в 8 лет. При этом мегаомметром напряжением 2500 В проверяют сопротивление изоляции поводков, тяг, выполненных из органических материалов. Их допустимые значения зависят от номинального напряжения и составляют: не менее 300 МОм при номинальном напряжении 6—10 кВ; 1000 МОм при 15—150 кВ; 3000 МОм при 220 кВ. Сопротивление изоляции многоэлементных опорных изоляторов, которое проверяется только при положительной температуре окружающего воздуха и тем же мегаомметром, должно быть не менее 300 МОм у каждого элемента.
Одноэлементные опорные фарфоровые изоляторы испытываются повышенным напряжением промышленной частоты, величина которой указана в [20], а опорные многоэлементные и подвесные изоляторы — напряжением 50 кВ, приложенным к каждому элементу. Для опорно-стрежневых изоляторов электрическое испытание не обязательно. Изоляцию вторичных цепей испытывают напряжением 1000 В или мегаомметром на 2500 В.
Контроль состояния многоэлементных изоляторов проводят под напряжением штангой ШДИ (см. рис. 3.1) при положительной температуре окружающего воздуха. Изолятор бракуется, если на него приходится напряжение менее допустимого [20].
На разъединителях напряжением 35 кВ и выше, а также на 600 А и более всех напряжений измеряют сопротивление обмоток включающей и отключающей катушек и контактов постоянному току, которое должно быть не выше 150 % следующих исходных значений: 175 мкОм для разъединителей с номинальным током 600 А; 120 мкОм — 1000 А и 50 мкОм — 1500—2000 А. Измерения проводятся миллиомметром или мостом постоянного тока.
Рекомендуется производить измерение усилия вытягивания ножа из неподвижного контакта у разъединителей, работающих с токовой нагрузкой больше 90 % номинального значения. Для этого с помощью динамометра определяют усилие вытягивания ножей из губок, которое должно находиться в пределах 0,2—0,4 кН (20—40 кгс) для разъединителей на номинальные токи от 400 до 2000 А.
Последним испытанием является 3—5-кратное включение и отключение разъединителя с моторным приводом при номинальном напряжении оперативного тока.
Источник
Ремонт разъединителей
Ремонт разъединителей складывается из ремонта изоляторов, токопроводящих частей, приводного механизма и каркаса.
Сначала удаляют с изоляторов (слегка смоченной в бензине тряпкой) пыль и грязь, внимательно осматривают с целью выявления дефектов и их устранения. Далее проверяют:
— крепления подвижных и неподвижных контактов разъединителя на изоляторах, а также токопроводящих проходных изоляторов,
— отсутствие при включении смещения подвижного контакта разъединителя относительно оси неподвижного. Если смещение вызывает удар подвижного контакта о неподвижный, его устраняют изменением положения неподвижного контакта,
— надежность контакта в месте соединения шин с неподвижными контактами разъединителя (стягивающие болты должны быть законтрены),
— плотность соприкосновения подвижного и неподвижного контактов разъединителя с помощью щупа толщиной 0,05 мм, который должен проходить на глубину не более 5 — 6 мм. Изменение плотности достигается затяжкой спиральных пружин на подвижном контакте разъединителя. Плотность контакта, однако, должна быть такой, чтобы втягивающие усилия не превышали 100 — 200 Н для разъединителей РВО и РВ на ток до 600 А,
 — одновременность качание ножей с губками трехфазного разъединителя. При разновременности касания расстояние А не должно превышать 3 мм. Регулировка достигается изменением длины поводков или тяг отдельных фаз. Нож разъединителя во включенном положении должен находится от основания неподвижного контакта на расстоянии, равном не более 5 мм,
— одновременность качание ножей с губками трехфазного разъединителя. При разновременности касания расстояние А не должно превышать 3 мм. Регулировка достигается изменением длины поводков или тяг отдельных фаз. Нож разъединителя во включенном положении должен находится от основания неподвижного контакта на расстоянии, равном не более 5 мм,
— момент замыкания блок-контактов разъединителя. В процессе включения цепь блок-контактов разъединителя должна замыкаться при приближении ножа к губке (допускается недоход ножей до губки 5 градусов), а в случае отключения — при прохождении ножом разъединителя 75% его полного хода. Регулировка достигается изменением длины тяги блок-контактов и поворотом контактных шайб на шестигранном валу,
— целостность пластин гибкой связи вала заземляющих ножей с каркасом разъединителя, присоединение заземляющей шины к разъединителю. Для надежности соединения поверхности заземляющей шины и рамы разъединителей вокруг отверстия для болта зачищают до блеска, смазывают тонким слоем вазилина и соединяют болтом. Во избежание коррозии вокруг места соединения болт необходимо покрасить,
— четкость работы механической блокировки вала разъединяющих и заземляющих ножей разъединителя. Трущиеся части разъединителей и привода покрывают незамерзающей смазкой, а при необходимости предварительно протирают смоченной в бензине тряпкой и зачищают шкуркой, затем устраняют ржавчину и окрашивают.
 Место контакта ножа и губки разъединителя покрывают тонким слоем незамерзающей смазки или вазелина. Последовательно контактные поверхности зачищают мягкой стальной щеткой.
Место контакта ножа и губки разъединителя покрывают тонким слоем незамерзающей смазки или вазелина. Последовательно контактные поверхности зачищают мягкой стальной щеткой.
капитально отремонтированный разъединитель должен пройти испытания.
Если Вам понравилась эта статья, поделитесь ссылкой на неё в социальных сетях. Это сильно поможет развитию нашего сайта!
Не пропустите обновления, подпишитесь на наши соцсети:
Источник
Текущий ремонт и испытания разъединителей
Разъединители — самые распространенные аппараты в распределительных устройствах (РУ) высокого напряжения и В Л (число разъединителей в 2,5—4 раза больше, чем выключателей). Поэтому весьма важными их характеристиками являются занимаемая площадь и объем, простота обслуживания, удобство проведения ремонтных и монтажных работ. Разъединители должны обладать высокой надежностью, поскольку число их переключений в течение года эксплуатации может достигать нескольких сот и более в зависимости от схемы соединений РУ, а их повреждение может привести к серьезным авариям и нарушению схемы электроснабжения, как, например, отключение разъединителей необесточенного участка цепи, когда возникающая открытая электрическая дуга между размыкаемыми контактами может достигнуть очень больших размеров и перекинуться на соседние фазы и заземленные конструкции, что мгновенно приведет к возникновению двух- и трехфазных КЗ.
Кроме того, разъединители открытых распределительных устройств (ОРУ) должны надежно работать в неблагоприятных атмосферных условиях (ветер, гололед, увлажнения, загрязнения и др.). В замкнутом положении через контактную систему разъединителя протекает длительно рабочий ток и кратковременно — токи КЗ. Наиболее уязвимым местом токоведущих соединений при сквозных токах КЗ разъединителей являются контакты. Воздействие электродинамических усилий в значительной мере может уменьшиться контактное нажатие, создаваемое пружинами, что, в свою очередь, приводит к росту переходного сопротивления контакта, а следовательно, и к его нагреву, вплоть до расплавления материалов контактов.
Конструкция разъединителей тесно связана с компоновкой РУ, главной схемой электрических соединений, конструктивным исполнением других аппаратов: выключателей, трансформаторов тока и напряжения, защитных аппаратов. Поэтому не может быть универсального разъединителя, который можно применять во всех случаях, чем и объясняется большое разнообразие их конструкций.
Основными элементами разъединителей всех типов являются: контактная система, содержащая подвижные и неподвижные контакты; привод с изоляционной тягой для передачи движения к подвижному контакту; контактные соединения; изоляция.
Осмотры разъединителей проводятся под напряжением вместе с другим оборудованием, на подстанциях с постоянным обслуживающим персоналом — ежедневно, а на подстанциях без него — в сроки, установленные главным инженером ЭЧ, но не реже одного раза в 10 дней.
Осмотры проводятся обычно оперативным дежурным или электромонтером. При осмотрах проверяют состояние: контактов но термоиндикаторам, изоляторов (на их поверхности не должно быть сколов площадью > 3 см 2 трещин по ребру длиной 60 и глубиной 5 мм); приводов; заземлений в местах их соединения с основаниями разъединителей (плотный контакт и отсутствие следов коррозии); поддерживающих конструкций, а также всех дверей ячеек в ЗРУ, которые должны быть закрыты на специальные замки с блокировкой, исключающей попадание внутрь ячейки без отключения находящихся там аппаратов.
Текущий ремонт разъединителей наружной установки проводится со снятием напряжения бригадой из двух, а при напряжении 110—220 кВ — из трех человек один раз в год; внутренней установки — по мере необходимости.
Ремонт начинают с чистки изоляторов и ножей. Салфетками, смоченными в бензине, протирают подвижные и неподвижные контакты, очищая их от старой смазки, а также поверхность изоляторов, выявляя на них сколы и трещины с недопустимыми размерами. Такие изоляторы заменяют. При обнаружении подгаров ножей их очищают стеклянной бумагой до медного блеска, протирают сухой салфеткой и смазывают тонким слоем технического вазелина.
Жесткость пружины проверяют при включенном положении разъединителя нажатием руки на подвижные контакты. В этом положении щуп толщиной 0,5 мм не должен проходить между витками пружины. При потере жесткости пружину регулируют или заменяют.
Осматривают и производят пробную подтяжку контактов ошиновки, проверяют надежность контактов ошиновки, контактных соединений гибких связей. При обнаружении ослабленных контактов их разбирают, зачищают и снова затягивают.
Проверяют главный контакт разъединителя. Поверхность контактов зачищают, шлифуют и смазывают. Все трущиеся части разъединителя покрывают труднозамерзающей смазкой ЦИАТИМ-201. При необходимости заменяют изношенные детали. Ножи (подвижные контакты) разъединителя должны входить в губки неподвижных контактов без ударов и перекосов. Допускаемое несовпадение контактных поверхностей должно быть не более 10 % площади соприкосновения. Кроме того, при полном включении разъединителей ножи не должны доходить до упора ближе, чем на 3—5 мм. В противном случае при ударе подвижных контактов об упоры дополнительные толчковые нагрузки передаются на фарфоровые
 |
Рис. 4.41. Токоведущая система горизонтально-поворотного разъединителя:
1 — зажим; 2 — гибкая связь; 3 — пластина ножа; 4 — ламель; 5 — стальные пластины; 6— шпилька;
7— фиксирующий болт; 8—пружина
изоляторы и разрушают их. Регулируют ход ножей изменением длины тяги или хода ограничителей и упорных шайб. Возможна также регулировка небольшими перемещениями изолятора на цоколе или губок на изоляторе.
У разъединителей горизонтально-поворотного типа коммутирующий контакт (рис. 4.41) состоит из одной или более пар ламелей 4, которые закрепляются непосредственно на пластине ножа стальными фиксирующими болтами 7 и шпильками 6 и прижимаются к ней с помощью пружин 5. Поверх ламелей наложены стальные пластины 5, образующие магнитный замок. При больших номинальных токах (Iном > 1000 А) на ламели напаивают серебряные пластины, используют также и гальваническое серебряное покрытие. При отключении разъединителя оба полуножа поворачиваются в горизонтальной плоскости в одном направлении, при этом пластина одного из них выходит из контактных ламелей, после чего под воздействием пружины последние сближаются. Однако сближение ограничивается дистанционными шайбами, установленными на болтах, что исключает поломку контакта при включении и заходе пластины ножа в них.
Ножи трехполюсных разъединителей должны входить в губки одновременно, что проверяют с помощью ламп накаливания и понижающего трансформатора, собранных в схему (рис. 4.42). Допускается разновременность включения ножей не более 3 мм при напряжении до 35 кВ и не более 5 мм — 35 кВ и выше.
 |
Углы поворота главных ножей проверяют по шаблону: для разъединителей рубящего типа они должны быть не менее 74°; для колонковых разъединителей при отключении 90—92°; для заземляющих ножей 59°.
Ремонт привода начинают с его очистки, причем моторные приводы при текущем ремонте не разбираются. Трущиеся части очищают от старой смазки и грязи.
Мерительным инструментом проверяют отсутствие чрезмерных износов и выработки валиков, защелок; проверяют состояние блок-контактов и зачищают их поверхность стеклянной бумагой. Наносят новую смазку на трущиеся поверхности. В моторных приводах зачистку и смазку проводят только в доступных местах.
Важное значение для разъединителей, особенно наружной установки, имеет подогрев привода. Это обеспечивает надежную работу разъединителей в холодную погоду, поэтому при проверке системы подогрева обязательно проверяют целостность предохранителей. Включение подогрева приводов на тяговых подстанциях может производиться дистанционно или автоматически, что проверяют пробным включением напряжения. Мегаом-метром на 1000 В измеряют сопротивление изоляции вторичных цепей, а также кабелей и проводов приводов, которое должно быть не менее 1 Мом.
Блок-контакты привода при включении разъединителей должны срабатывать в момент касания подвижных и неподвижных контактов, а при отключении — после прохождения главными контактами расстояния, равного 75 % полного хода.
После окончания ремонта разъединителя и привода производят пробное включение, где проверяют точность попадания ножей в неподвижные контакты; отсутствие боковых ударов ножей о контактные скобы, а также ударов ножа о головку изолятора; прямолинейность ножей, исправность гибкой связи между ножом и зажимом, угол поворота ножей и работу блок-контактов.
При необходимости окрашивают приводы, металлоконструкции, шапки изоляторов, восстанавливают порядковые номера разъединителей.
Неплановые ремонты производятся при поломке изоляторов или моторного привода.
Испытания разъединителей проводят не реже 1 раза в 8 лет. При этом мегаомметром напряжением 2500 В проверяют сопротивление изоляции поводков, тяг, выполненных из органических материалов. Их допустимые значения зависят от номинального напряжения и составляют: не менее 300 МОм при номинальном напряжении 6—10 кВ; 1000 МОм при 15—150 кВ; 3000 МОм при 220 кВ. Сопротивление изоляции многоэлементных опорных изоляторов, которое проверяется только при положительной температуре окружающего воздуха и тем же мегаомметром, должно быть не менее 300 МОм у каждого элемента.
Одноэлементные опорные фарфоровые изоляторы испытываются повышенным напряжением промышленной частоты, величина которой указана в [20], а опорные многоэлементные и подвесные изоляторы — напряжением 50 кВ, приложенным к каждому элементу. Для опорно-стрежневых изоляторов электрическое испытание не обязательно. Изоляцию вторичных цепей испытывают напряжением 1000 В или мегаомметром на 2500 В.
Контроль состояния многоэлементных изоляторов проводят под напряжением штангой ШДИ (см. рис. 3.1) при положительной температуре окружающего воздуха. Изолятор бракуется, если на него приходится напряжение менее допустимого [20].
На разъединителях напряжением 35 кВ и выше, а также на 600 А и более всех напряжений измеряют сопротивление обмоток включающей и отключающей катушек и контактов постоянному току, которое должно быть не выше 150 % следующих исходных значений: 175 мкОм для разъединителей с номинальным током 600 А; 120 мкОм — 1000 А и 50 мкОм — 1500—2000 А. Измерения проводятся миллиомметром или мостом постоянного тока.
Рекомендуется производить измерение усилия вытягивания ножа из неподвижного контакта у разъединителей, работающих с токовой нагрузкой больше 90 % номинального значения. Для этого с помощью динамометра определяют усилие вытягивания ножей из губок, которое должно находиться в пределах 0,2—0,4 кН (20—40 кгс) для разъединителей на номинальные токи от 400 до 2000 А.
Последним испытанием является 3—5-кратное включение и отключение разъединителя с моторным приводом при номинальном напряжении оперативного тока.
Не нашли, что искали? Воспользуйтесь поиском:
Источник