- Технология ремонта трубопроводов без вскрытия грунта
- Что такое Cured-in-place pipe (CIPP)
- Технологический принцип ремонта труб по CIPP
- Работа с трубчатой вставкой
- Вулканизационная химия для ремонта труб
- Герметизация кольцевого пространства и проверка
- Преимущественные стороны CIPP технологии
- Недостатки вулканизации труб на месте
- Видео пример использования технологии ремонта
- Ремонт трубопроводов
Технология ремонта трубопроводов без вскрытия грунта
Главная страница » Технология ремонта трубопроводов без вскрытия грунта

Интересный метод восстановления повреждённых труб (канализации, ливневых стоков и других) был придуман в 70-80 годах 20 века инженерами Европы, Японии, Америки. Технология ремонта носит название «CIPP — Cured-in-place pipe», что в близком переводе означает – «ремонт труб на месте». Техника восстановления канализационных и других труб на месте без вскрытия грунта действительно видится уникальной методикой. Однако этот метод представляется достаточно опасным для здоровья людей и окружающей среды. Возможно, поэтому технология Cured-in-place pipe – ремонт трубопроводов на месте, не нашла широкого применения в России.
Что такое Cured-in-place pipe (CIPP)
Реабилитация, восстановление, вулканизация повреждённых сетевых трубопроводов разного назначения – это метод, который всегда рассматривался в Европе и США одним из практичных, наиболее эффективных, популярных.
 Ремонт трубопровода промышленных стоков при помощи простой, но эффективной технологии горячей вулканизации труб непосредственно на месте
Ремонт трубопровода промышленных стоков при помощи простой, но эффективной технологии горячей вулканизации труб непосредственно на месте
Так называемая бестраншейная технология ремонта магистральных трубопроводов по сей день успешно применяется на Западе для реконструкции повреждённых рукавов диаметром 0,1 – 2,8 м. Чаще всего методика восстановления повреждённых участков используется:
- на водопроводных магистралях,
- в системах ливневой канализации,
- на газовых магистралях,
- на трубопроводах химического назначения.
Система реконструкции труб без вскрытия асфальта, плитки, брусчатки, поддерживает несколько вариантов организации работ. Технология обеспечивает получение на ремонтном участке трубных стенок разной толщины в зависимости от конкретных потребностей.
Но вместе с тем, методика вулканизации — Cured-in-place pipe предъявляет определённый набор требований, которые необходимо соблюдать в процессе исполнения работ.
Технологический принцип ремонта труб по CIPP
Главным рабочим элементом методики CIPP выступает трубчатая вставка (вкладыш). Этот элемент делается на основе различных материалов:
Основное требование к материалу вкладыша – он должен иметь пористую структуру, способную пропитываться эпоксидной (полиэфирной) смолой.
 Вот так — простым внедрением вкладыша на участке повреждённого трубопровода, выполняется полная реконструкция повреждённой структуры. Сохраняются все свойства и технические параметры
Вот так — простым внедрением вкладыша на участке повреждённого трубопровода, выполняется полная реконструкция повреждённой структуры. Сохраняются все свойства и технические параметры
Такой вкладыш, предварительно пропитанный эпоксидной смолой, внедряется внутрь поврежденной трубы. Процесс внедрения обычно выполняется через верхнюю точку доступа (сервисный люк или раскопанный участок грунта незначительной площади).
Работа с трубчатой вставкой
Подвижка трубчатой вставки (вкладыша) осуществляется за счёт давления воздухом или водой, взятых от внешних источников (сосудов, компрессоров).
Процесс отверждения эпоксидной (полиэфирной) смолы активируется горячей водой, паром или ультрафиолетовым излучением. Так образуется герметичная, бесшовная, коррозионно-стойкая ремонтная вставка.
На трубах больших диаметров повреждённые стенки восстанавливаются изнутри с помощью роботизированных устройств. Иногда работы ведутся ручным способом.
Меньшие диаметры труб (до 100 мм) можно обрабатывать дистанционно, при помощи небольших приспособлений для восстановления, предназначенных под трубопроводы малого диаметра.
 Схема ремонта по технологии cipp: 1 — воздушный компрессор; 2 — паровой котёл; 3 — инверсионный барабан; 4 — поток пара и воздуха
Схема ремонта по технологии cipp: 1 — воздушный компрессор; 2 — паровой котёл; 3 — инверсионный барабан; 4 — поток пара и воздуха
Технический люк, вырезанный для производства работ, запечатывается материалами, специально разработанными под технологию CIPP.



Вулканизационная химия для ремонта труб
Как правило, в качестве вулканизационной химии используются два вида пропитывающих составов:
- Полиэфирные смолы (для восстановления магистральных трубопроводов).
- Эпоксидные смолы (под ремонт отводных участков централизованных линий).
Поскольку все виды смол обладают (в той или иной степени) свойствами усадки, их достаточно сложно применять в системах канализации. Канализационные сети обычно имеют значительные жировые, масляные отложения на стенках внутри труб.
За счёт такой смазки, между вкладкой CIPP и корпусом ремонтной трубы неизбежно образуется кольцевое пространство. В таких случаях применяются дополнительные меры, что несколько усложняет ремонтный процесс.
Герметизация кольцевого пространства и проверка
Вообще-то кольцевое пространство образуется в любом случае применения технологии вулканизации труб на месте (Cured-in-place pipe). Просто в разных условиях каждой отдельной инсталляции образуется кольцевое пространство разного объёма.
 Вид ремонтного трубопровода на срезе: 1 — надувной пузырь; 2 — существующий трубопровод; 3 — материал внутренней облицовки
Вид ремонтного трубопровода на срезе: 1 — надувной пузырь; 2 — существующий трубопровод; 3 — материал внутренней облицовки
Имеется несколько путей герметизации кольцевого пространства:
- использование гидрофильных материалов,
- футеровка места соединения прокладками,
- точечное уплотнение по срезам главной трубы и по боковинам.
Традиционно ремонтируемые участки труб проверялись на степень проницаемости закрытыми камерами внутреннего видео-наблюдения (CCTV).
Однако в настоящее время рекомендуются для проверки более совершенные устройства – фокусируемые электроды утечки (FELL).
Преимущественные стороны CIPP технологии
Главное преимущество бестраншейной технологии ремонта трубопроводов – здесь, как правило, не требуется вести раскопки, чтобы добраться до повреждённого участка.
Правда, иногда конструктивные особенности магистралей заставляют выполнять раскопки (не более 1,5 м в диаметре). Но чаще ремонтная гильза внедряется через сервисный люк либо иную точку доступа.
 Большинство случаев производства работ по горячей вулканизации на системах канализации и ливнёвки позволяют выполнять все необходимые действия через сервисные люки
Большинство случаев производства работ по горячей вулканизации на системах канализации и ливнёвки позволяют выполнять все необходимые действия через сервисные люки
Ремонтный вкладыш протягивается непосредственно к месту ремонта сразу после смачивания смолой. Ремонт боковых соединений канализационных линий также возможен без раскопок.
Исполнение работ по реконструкции боковых линий осуществляется с помощью дистанционного управляемого устройства. Таким устройством сверлится отверстие в прокладке, в точке бокового соединения.
Горячая вулканизация трубопроводов по технологии CIPP (Cured-in-place pipe) в конечном итоге даёт результат в виде гладкого ровного интерьера, без формирования швов.
Наконец, метод позволяет ремонтировать участки трубопроводов, уложенных изгибами. Поэтому способ ремонта с малыми организационными издержками остаётся пока что самым эффективным из всех существующих.
Недостатки вулканизации труб на месте
За исключением широко распространенных размерных шаблонов, трубчатые вкладыши обычно изготавливаются специально под каждый новый ремонт. Применение CIPP требует организации обходного потока для ремонтного участка на время инсталляции вкладыша.
Отверждение смол может занимать по времени 1 — 30 часов, в зависимости от диаметра трубы и применяемой техники отверждения (пар, вода, ультрафиолет).
Внутренняя область трубопровода должна быть полностью свободна от препятствий. Окончательный результат горячей вулканизации тру тщательно проверяется.
 Примерно так выглядит результат проверки выполненной работы по восстановлению, полученный с помощью видеокамеры. Здесь проверка показала безупречное качество
Примерно так выглядит результат проверки выполненной работы по восстановлению, полученный с помощью видеокамеры. Здесь проверка показала безупречное качество
Стоимость применения технологии Cured-in-place pipe, примерно, сопоставима с аналогичными методами:
- торкрет-бетон (shotcrete),
- термоформованная труба (thermoformed pipe),
- закрытый трубный фитинг (close-fit pipe),
- спиральная труба (spiral wound pipe).
Одним из выраженных недостатков технологии горячей вулканизации видится остаток химических веществ, используемых в процессе реакции, необходимой для восстановления труб. Эти химические вещества опасны для здоровья и окружающей среды.
Материал, традиционно применяемый под изготовление гильзы для стандартного размера диаметра труб — это обычно войлок. Сделанная из войлока гильза с трудом проходит трубные изгибы, морщинится, нередко застревает в области скруглённых углов.
После завершения работ требуется чистка внутренней области ремонтного участка методом гидроструйной обработки под высоким давлением.



Видео пример использования технологии ремонта
Видеороликом ниже демонстрируется технология описанного ремонта. Визуальный модельный просмотр позволяет более чётко понять принципиальный подход к решению задачи, прежде чем эта задача будет реализована на практике:
Источник
Ремонт трубопроводов
В процессе эксплуатации трубопроводы изнашиваются от механического (в основном эрозионного), теплового и коррозионного воздействия. При ремонте выполняются следующие основные работы:
1) замена износившихся деталей и узлов или исправление их до соответствующих норм, допусков и размеров;
2) выверка трубопроводов, а в случае необходимости подгонка опор и подвесок;
3) модернизация или реконструкция трубопроводов с возможной унификацией сменных частей;
4) изоляция трубопроводов;
5) испытание на прочность и плотность;
6) окраска трубопроводов.
За 2 – 3 ч до разборки фланцевых соединений трубопроводов резьбовую часть крепежных деталей необходимо смочить керосином. Отворачивание гаек проводится в два приема: сначала все гайки ослабляются поворотом на 1 /8 оборота, затем отворачиваются полностью в любой последовательности. При разборке трубопроводов с целью замены прокладок весьма трудоемка раздвижка фланцев. Для раздвижки фланцев используются специальные приспособления.
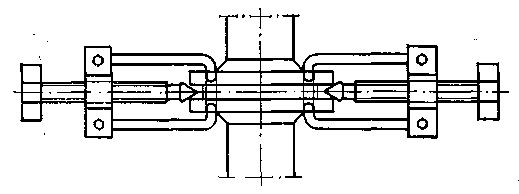
Рисунок – Винтовое приспособление для раздвижки фланцев
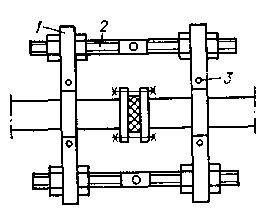
Рисунок – Приспособление для замены прокладки
1 – хомут; 2 – винт; 3 – болт.
Для вырезки прокладок применяются специальные приспособления.
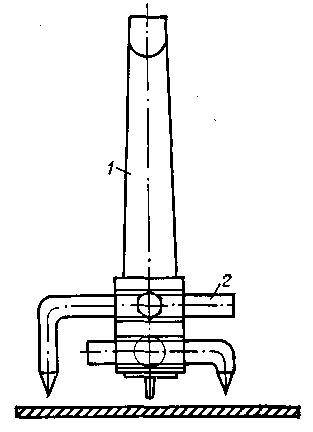
Рисунок – Приспособление для вырезки прокладок
1 – конус; 2 – нож.
При ремонте технологических трубопроводов изношенные участки заменяются новыми, дефектные сварные стыки удаляются, а вместо их ввариваются катушки. Перед удалением участка трубопровода необходимо закрепить разделяемые участки так, чтобы предупредить их смещение. Участок, подлежащий удалению, крепится в двух местах.
После демонтажа участка трубопровода свободные концы оставшихся труб необходимо закрыть пробками или заглушками. При установке нового участка его сначала укрепляют на опорах, а затем сваривают.
Сборка коллектора состоит из соединения отдельных участков, блоков (плетей), деталей и крепления его к опорам и подвескам. Отдельные узлы перед сборкой располагаются в цехе между аппаратами, насосами, арматурой. Сначала сборка выполняется «начерно», т.е. свариваемые детали соединяются прихваткой, фланцевые соединения собираются на монтажных болтах. После такой сборки и выверки горизонтальных и вертикальных участков осуществляется окончательная сварка стыков, а во фланцевых соединениях монтажные болты заменяются шпильками или постоянными болтами с окончательной их затяжкой. После этого трубопровод закрепляется на опорах.
Подъем и укладка узлов и деталей трубопроводов проводятся с помощью стационарных или передвижных грузоподъемных устройств. При сборке отдельных участков трубопроводов передача их веса на насосы и компрессоры должна быть исключена.
На вертикальных аппаратах заменяемые узлы и детали трубопроводов закрепляются стропами в двух местах для их подвешивания.
При подсоединении к другим узлам перестроповка исключается. Поднятый узел или деталь при помощи оправки подгоняется к присоединительному фланцу, а затем устанавливается прокладка и закрепляются все шпильки и болты. После проведения указанных операций стропы снимаются. Если новый узел трубопровода присоединяется на сварке, то стропы снимаются после приварки его первым швом.
При ремонте фланцевых соединений зеркало фланца, находившегося в эксплуатации, очищается от старой прокладки, следов коррозии и т.д.
Перпендикулярность уплотнительной поверхности фланца к оси трубы проверяют при помощи специального приспособления.
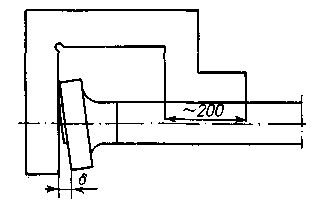
Рисунок – Проверка перпендикулярности уплотнительной поверхности фланца
При ремонте межцеховых трубопроводов замена изношенных участков надземных трубопроводов может выполняться потрубно. Возможна также сборка участков из секций, которые собирают и сваривают из отдельных труб и их элементов вблизи трассы или в трубозаготовительной мастерской. В условиях эстакад, насыщенных большим количеством трубопроводов, ремонт становится более сложным. В этом случае замена изношенных участков или прокладка дополнительных линий возможна лишь отдельными трубами небольшой длины. Трубы поднимаются краном или лебедкой и через верх или бок эстакады заводятся на место. Сборка ведется в направлении, противоположном уклону трубопровода. При укладке трубопроводов на эстакадах, в каналах или лотках окончательное закрепление начинают с неподвижных опор.
При замене участков трубопроводов, работающих при высокой температуре, а также при прокладке дополнительных линий проводится растяжка компенсаторов температурных удлинений.
Растяжка компенсаторов осуществляется с помощью специальных приспособлений, вместе с которыми компенсатор монтируется. После закрепления концов трубопровода на неподвижных опорах приспособление удаляется.
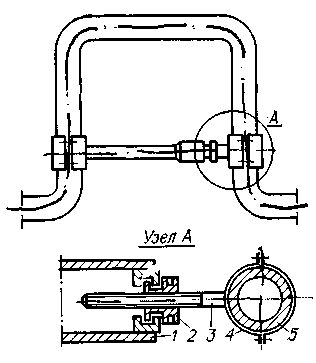
Рисунок – Винтовое приспособление для растяжки компенсаторов
1 – распорка; 2 – натяжная гайка; 3 – винт; 4 – хомут; 5 – труба.
Линзовые компенсаторы устанавливаются на трубопроводах, имеющих продольное и поперечное перемещения. Для предотвращения разрыва линз при сдвиге трубопровода в поперечном направлении на компенсаторах ставятся стяжки. Линзовые компенсаторы растягиваются на половину их компенсирующей способности.
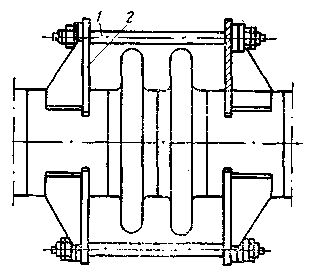
Рисунок – Линзовые компенсаторы со стяжками
1 – тяга; 2 – лапа.
При ремонте трубопроводов, уложенных в грунт, выполняются следующие основные работы:
1) вскрытие засыпанных траншей; отсоединение участков трубопроводов;
2) подъем этих участков на поверхность;
3) очистка наружной поверхности от следов коррозии и остатков старой антикоррозионной изоляции;
4) замена изношенных участков трубопроводов новыми;
5) наложение новой изоляции;
6) укладка трубопровода в траншею.
При наличии мелких повреждений (трещины, раковины, потения и т.д.) трубопровод из работы не выключается. При нетоксичных продуктах ремонт осуществляется наваркой заплат. Разрывы стыков и крупные трещины временно изолируются наложением хомутов. После освобождения трубопровода от продукта поврежденные места вырезаются и ввариваются катушки.
Трубопроводы диаметром до 300 мм, уложенные на глубине не более 1,2 м, ремонтируются с подъемом и укладкой их над траншеей на лежаки. При диаметре более 300 мм ремонт осуществляется непосредственно в траншее с подъемом трубопроводов на высоту 60 – 70 см от дна траншеи с укладкой их на лежаки.
Основным видом ремонта подземных трубопроводов является замена изношенного участка новым. При этом способе извлеченный из траншеи трубопровод разрезается на отдельные части и увозится на ремонтную базу. Новая секция вваривается в коллектор. При подъеме и опускании трубопровода в траншею наиболее напряженные сварные стыки усиливают муфтами или планками. Для лучшего прилегания планок к трубопроводу в середине планок делается выгиб. При усилении муфтами их длина принимается равной 300 мм для труб диаметром 200 – 377 мм и 350 мм для труб диаметром 426 – 529 мм. Диаметр муфты принимается на 50 мм больше диаметра трубопровода. Толщина стенки муфты и трубопровода должна быть одинакова. Допускаемый зазор между муфтой и трубой составляет 2 мм.
При ремонте иногда нужно подключиться к действующим трубопроводам соседних цехов. Такая необходимость возникает и при подключении нового аппарата к действующим цеховым трубопроводам. Подобные врезки чаще всего осуществляются в период остановочных ремонтов. Врезка в действующий трубопровод выполняется с использованием специального приспособления. К трубопроводу в месте врезки подгоняется и приваривается патрубок с фланцем. К этому фланцу на шпильках присоединяется задвижка требуемой серии. К задвижке на фланце крепится приспособление, состоящее из сверла и коронки, на которой укреплены резцы, шток, сальник, грундбукса, упорный шарикоподшипник и штурвал. Вращением коронки при помощи штурвала в стенке основного трубопровода вырезается отверстие требуемого диаметра. После этого шток с коронкой поднимается выше клинкета задвижки и последняя закрывается. Затем с задвижки снимается приспособление и к отводящему патрубку присоединяется новый трубопровод.
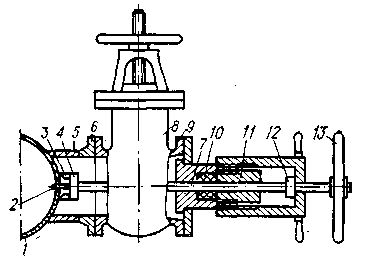
Рисунок – Приспособление для врезки отвода в действующий трубопровод
1 – трубопровод; 2 – сверло; 3 – резец; 4 – коронка; 5 – патрубок; 6,9 – фланцы;
7 – шток; 8 – задвижка; 10 – сальник; 11 – грундбукса;
12 – упорный шарикоподшипник; 13 – штурвал.
После окончания капитального ремонта трубопроводов проводятся проверка качества работ, промывка или продувка, а затем испытание на прочность и плотность. Технологическая аппаратура перед испытанием отключается, концы трубопровода закрываются заглушками. Заглушаются все врезки для контрольно-измерительных приборов. В наиболее низких точках ввариваются штуцеры с арматурой для спуска воды при гидравлическом испытании, а в наиболее высоких – воздушки для выпуска воздуха. В начальных и концевых точках трубопровода устанавливаются манометры с классом точности измерения не ниже 1,5.
Гидравлическое испытание на прочность и плотность обычно проводится до покрытия тепловой и антикоррозионной изоляцией. Величина испытательного давления должна быть равна 1,25 максимального рабочего давления, но не менее 0,2 МПа для стальных, чугунных, винипластовых и полиэтиленовых трубопроводов. Давление при испытании выдерживается 5 мин. После этого оно снижается до рабочего значения. Трубопровод тщательно осматривается. Сварные швы обстукиваются легким молотком. После проведения испытания открываются воздушки и трубопровод полностью освобождается от воды.
Пневматическое испытание осуществляется воздухом или инертным газом. При этом выдерживается давление, равное 1,25 максимального рабочего давления, но не менее 0,2 МПа для трубопроводов из стали.
Испытание на прочность чугунных и пластмассовых надземных трубопроводов не проводится. Пневматическое испытание трубопроводов на прочность не проводится также в действующих цехах, на эстакадах, в каналах, т.е. там, где находятся действующие трубопроводы. Газопроводы, работающие при давлении до 0,1 МПа, испытывают давлением, которое устанавливается проектом.
Источник