Технология ремонта тормозной рычажной передачи электровоза




23. Ремонт тормозной рычажной передачи
Тормозную рычажную передачу и ручной тормоз, демонтированные при разборке тележки электровоза, обмывают в моечной машине. Очищенные от грязи и масла, они поступают на осмотр, при котором проверяют посадку втулок, размеры и износ деталей. Подвески, рычаги, нерегулируемые тяги, поперечины и балансиры с трещинами заменяют. Допускается восстановление этих деталей вырезкой негодной части и приваркой новой газопрессовой или контактной сваркой. Изношенные или выработанные места, задиры и глубокие забоины (более 15% сечения деталей) разрешается устранять наплавкой электродом Э42А с последующим отжигом, механической обработкой, дефектоскопией и испытанием на растяжение.
Регулируемые тяги после осмотра подвергают дефектоскопии. В случае обнаружения трещин в любом месте средней части тяги, вилке или головке тяги эту часть целиком удаляют и вваривают новую с последующей обработкой и испытанием по изложенной ранее технологии.
Тяги, балки и триангели тормозной рычажной передачи после ремонта сваркой должны быть испытаны под полуторной нагрузкой по сравнению с максимально возможной при нормальной работе тормоза.
При обнаружении трещин и изломов в камне или регулировочном винте, а также сорванной резьбы (более двух ниток) детали заменяют. Изношенную резьбу винта срезают, затем выполняют наплавку (вибродуговую или электродом Э42А) и после отжига нарезают новую резьбу. Также разрешается восстанавливать изношенные поверхности камня и направляющей рамки тяги при увеличении паза вилки более чем на 2 мм.
Изгиб поперечин, балансиров, рычагов и подвесок допускается не более 2 мм по длине детали. При превышении этого допуска детали правят в холодном состоянии.
Ослабшие в посадке втулки удаляют, после чего проверяют и заменяют посадочные места. Если отверстия разработаны не более чем на 1 мм по сравнению с чертежным размером, их растачивают на 2 мм под запрессовку с соответствующим натягом увеличенной по наружному диаметру втулки. При большей разработке отверстий их заваривают, а затем рассверливают новое отверстие. В таком случае расстояние между центрами вновь рассверленных соседних отверстий в балансирах, рычагах, подвесках, планках и тягах не должно изменяться по сравнению с указанным в чертежах. После запрессовки торцы втулок не должны выступать над поверхностью деталей.
Осматривают и замеряют валики тормозной рычажной передачи и ручного тормоза. Валики, имеющие трещины, а также изношенные более чем на 1,5 мм по диаметру, заменяют. Изношенные валики разрешается восстанавливать наплавкой или железнением с последующей обработкой. Перед наплавкой валик отжигают, нагревая его до температуры 800-900 °С, выдерживая при этой температуре 30-35 мин и затем медленно охлаждая на воздухе. После наплавки валиков электродами Э50, Э50А или нанесения слоя металла железнением и механической обработки рабочую поверхность их закаливают токами высокой частоты на глубину 2-4 мм до твердости не менее 52 единиц по Роквеллу.
Тормозные башмаки, оттягивающие пружины, болты, втулки и тормозные колодки также осматривают и проверяют. При ослаблении посадки втулки и выработке в башмаке отверстия диаметром 50 мм его разрешается рассверлить на 2-3 мм и запрессовать новую втулку, сохранив внутренний ее диаметр прежним. Втулку следует изготовлять из стали 45 и подвергать высокочастотной закалке до твердости 50-60 единиц по Роквеллу. После запрессовки торцы втулки не должны выступать относительно наружной поверхности ушка башмака более чем на 0,3 мм. Выступание торца втулки в паз башмака не допускается.
Поврежденные и ослабшие оттягивающие пружины тормозных колодок и регулировочные болты, предохранительные устройства рычажной передачи и их кронштейны заменяют. Предохранительные тросы испытывают под нагрузкой 7 кН (700 кгс).
Отремонтированные детали тормозной рычажной передачи и ручного тормоза, за исключением поверхностей трения рамок тяг и камней, грунтуют и окрашивают черной эмалью.
Для осмотра тормозного цилиндра необходимо снять переднюю крышку, вынуть поршень и пружину, очистить их от грязи, промыть керосином внутреннюю поверхность тормозного цилиндра и металлическую часть поршня, затем насухо вытереть. Овальность внутренней поверхности тормозного цилиндра до 1 мм устраняют шлифовкой. При большей овальности внутреннюю поверхность тормозного цилиндра сначала растачивают, а затем шлифуют. Увеличение диаметра тормозного цилиндра допускается не более чем на 5 мм по сравнению с чертежным размером. При этом разница диаметров диска и цилиндра не должна превышать установленных норм. Тормозной цилиндр должен быть прочно укреплен на раме и не иметь перекосов по отношению к оси штока и раме. В случае неисправности резьбы шпилек тормозного цилиндра их заменяют.
Осматривают поршень, пружину и переднюю крышку цилиндра. Манжеты при потере эластичности, разбухании, расслоении, разрывах или трещинах заменяют новыми. Отпускная пружина по высоте должна соответствовать чертежному размеру, осадка ее допускается не более чем на 20 мм. При большей осадке пружины заменяют либо ремонтируют. Для этой цели пружину разжимают до высоты, соответствующей чертежному размеру, подвергают термической обработке и затем окрашивают в черный цвет.
Передние крышки тормозных цилиндров при разработке отверстий в горловинах по диаметру более 2 мм восстанавливают расточкой горловины, постановкой втулки с внутренним диаметром, равным чертежному, и приваркой этой втулки по торцу к горловине крышки. Допускается после расточки горловины крышки пригонять шток увеличенного диаметра либо насаживать в горячем состоянии на всю длину штока стальную втулку. Наружный диаметр втулки должен соответствовать расточенному отверстию горловины крышки.
Источник
Текущий ремонт рычажной передачи.
При осмотре валиков и втулок шарнирных соединений проверяют их износы, а также наличие на всех валиках шайб и шплинтов. Шплинты верхних валиков тормозных подвесок во избежание их излома и утери не должны упираться в балки междурамных креплений.
Зазоры во всех шарнирных соединениях не должны превышать 3 мм, за исключением шеек тормозных балок, износ которых допускается до 5 мм. Все шарнирные соединения рычажной передачи смазывают солидолом.
Тормозные колодки, имеющие толщину 15 мм и менее, заменяют. При замене колодок обращают внимание на правильность их установки. Колодка не должна выходить за кромку* фаски наружной грани бандажа. При смене верхней колодки на электровозе ЧС2 следует раньше снять нижнюю колодку с оттяжкой ее ломиком, а для большего ее отвода предварительно поднять защелку компенсатора и передвинуть зубчатую рейку. Положение тормозных башмаков регулируют так, чтобы при отпущенном состоянии тормоза был обеспечен равномерный зазор между колодкой и бандажом не менее 3 мм, а на электровозе ЧС2 — 7—1.0 мм (рис. 46).
Рычажную передачу регулируют так, чтобы выход штока тормозных цилиндров при торможении был в пределах 75—100 мм (на электровозе ЧС2 — 75—125 мм).
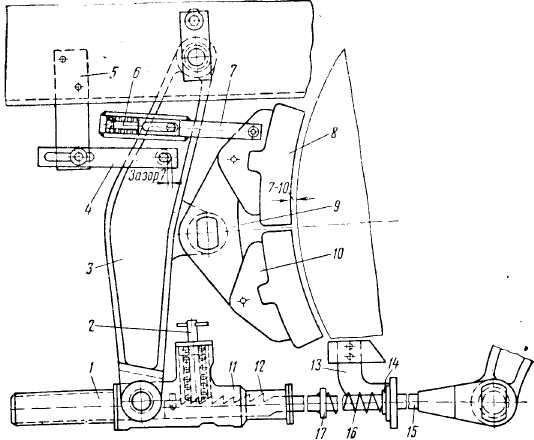
Рис. 46. Тормозная рычажная передача электровоза ЧС2:
/—колпак; 2— защелка компенсатора; 3— рычаг задний; 4— планка; 5— кронштейн компенсатора; 6 — ползун; 7 — рама фиксатора; 8 — тормозная колодка; 9 — коромысло; 10— башмак; //—корпус компенсатора; 12— зубчатая рейка тяги; 13 — упор; 14 — скользящая шайба; 15 — продольная тяга; 16 — возвратная пружина; 17 — опорная шайба
При осмотре компенсаторов автоматической регулировки тормозных колодок на электровозах ЧС проверяют крепление и состояние упора и скользящей шайбы, а также возвратной пружины продольной тяги.
Проверьте работу тормозной системы произведя 5—10-кратное затормаживание и регулировку рычажной тормозной передачи: ее подвижность, отход колодок от бандажей при отпуске, выход штока тормозных цилиндров, зазоры между штоком и трубой тормозного цилиндра, . зазоры между бандажами и колодками, прослабление страховочных тросов. В случае необходимости произведите регулировку.
При осмотре тормозной системы проверьте состояние:
тормозных колодок и их положение относительно бандажа. Тормозные колодки, имеющие сколы, раковины и другие дефекты, а также толщиной менее 15 мм замените. Свисание колодок за наружную плоскость бандажа не допускается;
тяг, поперечин, подвесок на отсутствие трещин. Детали с трещинами замените;
страховочных тросов тормозных тяг и подвесок. Тросы должны быть прослаблены и их длина на 20—25 мм больше расстояния между точками их крепления.
Проверьте: выход штоков тормозных цилиндров. Эксплуатация электровоза с выходом штока более 180 мм для чугунных и 120 мм для композиционных колодок не допускается;
разницу зазоров между колодками и бандажами с каждой стороны тележки. Разница зазоров с каждой стороны тележки должна быть не более 5 мм;
разницу зазоров между бандажом и концами каждой колодки. Разница зазоров по концам каждой колодки должна быть не более 5 мм, при этом больший зазор должен быть на нижнем конце колодки;
затяжку и стопорение гаек, болтов, наличие шплинтов и шайб. Винты тормозных тяг необходимо стопорить контргайками в заторможенном состоянии. Все валики шплинтами должны быть обращены к внешней стороне тележки, за исключением валиков 11, 25 (см. рис. 14), которые обязательно должны быть обращены головкой к внешней стороне;
действие тормозной системы и работу ручного тормоза.
Тормозная система. Проверьте состояние поперечин и подвесок тормозной рычажной передачи в местах их сопряжения и при необходимости восстановите износившиеся поперечины и подвески электронаплавкой металла. Суммарный зазор в этом сопряжении допускается не более 3 мм.
Дата добавления: 2015-09-18 ; просмотров: 1763 ; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Источник
Ремонт тормозной рычажной передачи.




![]()
![]()
Очистка и дефектировка
Тормозную рычажную передачу и ручной тормоз, демонтированные при разборке тележки электровоза, обмывают в моечной машине. Очищенные от грязи и масла, они поступают на осмотр, при котором проверяют посадку втулок, размеры и износ деталей. Подвески, рычаги, нерегулируемые тяги, поперечины и балансиры с трещинами заменяют. Допускается восстановление этих деталей вырезкой негодной части и приваркой новой газопрессовой или контактной сваркой. Изношенные или выработанные места, задиры и глубокие забоины (более 15% сечения деталей) разрешается устранять наплавкой электродом Э42А с последующим отжигом, механической обработкой, дефектоскопией и испытанием на растяжение.
Регулируемые тяги после осмотра подвергают дефектоскопии. В случае обнаружения трещин в любом месте средней части тяги, вилке или головке тяги эту часть целиком удаляют и вваривают новую с последующей обработкой и испытанием.
После проведения сварочных работ по ремонту тяги, балки и триангели, тормозная рычажная передача должна быть испытана под полуторной нагрузкой, по сравнению с максимально возможной при нормальной работе тормоза.
Ремонт деталей тормозной рычажной системы
При обнаружении трещин и изломов в регулировочном винте, а также сорванной резьбы (более двух ниток) детали заменяют. Изношенную резьбу винта срезают, затем выполняют наплавку (вибродуговую или электродом Э42А) и после отжига нарезают новую резьбу. Также разрешается восстанавливать изношенные поверхности и направляющей рамки тяги при увеличении паза вилки более чем на 2 мм.
Изгиб поперечин, балансиров, рычагов и подвесок допускается не более 2 мм по длине детали. При превышении этого допуска детали правят в холодном состоянии.
Ослабшие в посадке втулки удаляют, после чего проверяют и заменяют посадочные места. Если отверстия разработаны не более чем на 1 мм по сравнению с чертежным размером, их растачивают на 2 мм под запрессовку с соответствующим натягом увеличенной по наружному диаметру втулки. При большей разработке отверстий их заваривают, а затем рассверливают новое отверстие. В таком случае расстояние между центрами вновь рассверленных соседних отверстий в балансирах, рычагах, подвесках, планках и тягах не должно изменяться по сравнению с указанным в чертежах. После запрессовки торцы втулок не должны выступать над поверхностью деталей.
Осматривают и замеряют валики тормозной рычажной передачи и ручного тормоза. Валики, имеющие трещины, а также изношенные более чем на 1,5 мм по диаметру, заменяют. Изношенные валики разрешается восстанавливать наплавкой или железнением с последующей обработкой. Перед наплавкой валик отжигают, нагревая его до температуры 800—900 °С, выдерживая при этой температуре 30—35 мин и затем медленно охлаждая на воздухе.
После наплавки валиков электродами Э50, Э50А или нанесения слоя металла железнением и механической обработки рабочую поверхность их закаливают токами высокой частоты на глубину 2—4 мм до твердости не менее 52 единиц по Роквеллу.
Тормозные башмаки, оттягивающие пружины, болты, втулки и тормозные колодки также осматривают и проверяют. При ослаблении посадки втулки и выработке в башмаке отверстия диаметром 50 мм его разрешается рассверлить на 2— 3 мм и запрессовать новую втулку, сохранив внутренний ее диаметр прежним. Втулку следует изготовлять из стали 45 и подвергать высокочастотной закалке до твердости 50—60 единиц по Роквеллу. После запрессовки торцы втулки не должны выступать относительно наружной поверхности ушка башмака более чем на 0,3 мм. Выступание торца втулки в паз башмака не допускается.
Поврежденные и ослабшие оттягивающие пружины тормозных колодок и регулировочные болты, предохранительные устройства рычажной передачи и их кронштейны заменяют. Предохранительные тросы испытывают под нагрузкой 7 кН (700 кгс).

Отремонтированные детали тормозной рычажной передачи и ручного тормоза, за исключением поверхностей трения рамок тяг и камней, грунтуют и окрашивают черной эмалью.
При ремонте стального тормозного цилиндра допускается заварка трещин, возникающих в крепительном фланце, если таких трещин не более четырех, при этом не более двух расположено на соседних узких зонах. Усиливающая накладка должна выполняться в виде полосы и привариваться сплошным швом. Накладку следует изготавливать из сталей Ст3сп, 09Г2, 09Г2Д, 10Г2БД или других низколегированных сталей с содержанием углерода до 0,14 %. Необходимо использовать предварительно прокаленные электроды марки УОНИ-13/45 или аналогичные по качеству получаемого металла шва. Технология сварки должна исключать деформацию крепительного фланца под воздействием сварочного нагрева.
Тяги рычагов соединены крайними отверстиями в головке тяги, ТРП регулируется так чтобы выход штока поршня ТЦ, при ПСТ соответствовал данным «Инструкции ЦТ–4024». Регулировка выхода штока осуществляется расстановкой валиков в тягах, серьгах, а с помощью АРП регулируем зазор А: при новых колодках 500 мм, а при изношенных ТРП должна быть отрегулирована в соответствии с «Инструкции ЦТ–4024». При полномерных колёсах регулирование ТРП производится в зависимости от значений диаметра колёс отдельно для каждой тележки согласно «Инструкции ЦТ–4024».
При всех видах ремонта и единой технической ревизии электровоза мастер или бригадир обязаны тщательно проверить качество выполненных работ по тормозному оборудованию в объеме, предусмотренном настоящей Инструкцией и соответствующей технической документацией, и предъявить тормозное оборудование должностным лицам для приемки.
Ремонт деталей ТРП
При обнаружении трещин и изломов в камне или регулировочном винте, а также сорванной резьбы (более двух ниток) детали заменяют. Изношенную резьбу винта срезают, затем выполняют наплавку (вибродуговую или электродом Э42А) и после отжига нарезают новую резьбу. Также разрешается восстанавливать изношенные поверхности камня и направляющей рамки тяги при увеличении паза вилки при ремонте тормозной рычажной передачи более чем на 2 миллиметра.
Изгиб поперечин, балансиров, рычагов и подвесок допускается не более 2 мм по длине детали. При превышении этого допуска детали правят в холодном состоянии.
Ослабшие в посадке втулки удаляют, после чего проверяют и заменяют посадочные места. Если отверстия разработаны не более чем на 1 мм по сравнению с чертежным размером, их растачивают на 2 мм под запрессовку с соответствующим натягом увеличенной по наружному диаметру втулки. При большей разработке отверстий их заваривают, а затем рассверливают новое отверстие. В таком случае расстояние между центрами вновь рассверленных соседних отверстий в балансирах, рычагах, подвесках, планках и тягах не должно изменяться по сравнению с указанным в чертежах. После запрессовки торцы втулок не должны выступать над поверхностью деталей.
Осматривают и замеряют валики тормозной рычажной передачи и ручного тормоза. Валики, имеющие трещины, а также изношенные более чем на 1,5 мм по диаметру, заменяют. Изношенные валики разрешается восстанавливать наплавкой или железнением с последующей обработкой. Перед наплавкой валик отжигают, нагревая его до температуры 800—900 °С, выдерживая при этом температуру нагрева 30—35 минут и затем медленно охлаждая на воздухе.
После наплавки валиков электродами Э50, Э50А или нанесения слоя металла железнением и механической обработки рабочую поверхность их закаливают токами высокой частоты на глубину 2—4 мм до твердости не менее 52 единиц по Роквеллу.
Тормозные башмаки, оттягивающие пружины, болты, втулки и тормозные колодки также осматривают и проверяют. При ослаблении посадки втулки и выработке в башмаке отверстия диаметром 50 мм его разрешается рассверлить на 2— 3 мм и запрессовать новую втулку, сохранив внутренний ее диаметр прежним. Втулку следует изготовлять из стали 45 и подвергать высокочастотной закалке до твердости 50—60 единиц по Роквеллу. После запрессовки торцы втулки не должны выступать относительно наружной поверхности ушка башмака более чем на 0,3 мм. Выступание торца втулки в паз башмака не допускается.
Поврежденные и ослабшие оттягивающие пружины тормозных колодок и регулировочные болты, предохранительные устройства рычажной передачи и их кронштейны заменяют. Предохранительные тросы испытывают под нагрузкой 7 кН (700….кгс).
Отремонтированные детали тормозной рычажной передачи и ручного тормоза, за исключением поверхностей трения рамок тяг и камней, грунтуют и окрашивают черной эмалью.
2.4 Ремонт тормозных цилиндров
Для осмотра тормозного цилиндра необходимо снять переднюю крышку, вынуть поршень и пружину, очистить их от грязи, промыть керосином внутреннюю поверхность тормозного цилиндра и металлическую часть поршня, затем насухо вытереть. Овальность внутренней поверхности тормозного цилиндра до 1 мм устраняют шлифовкой. При большей овальности внутреннюю поверхность тормозного цилиндра сначала растачивают, а затем шлифуют. Увеличение диаметpa тормозного цилиндра допускается не более чем на 5 мм по сравнению с чертежным размером. При этом разница диаметров диска и цилиндра не должна превышать установленных норм. Тормозной цилиндр должен быть прочно укреплен на раме и не иметь перекосов по отношению к оси штока и раме. В случае неисправности резьбы шпилек тормозного цилиндра их заменяют.
Осматривают поршень, пружину и переднюю крышку цилиндра. Манжеты при потере эластичности, разбухании, расслоении, разрывах или трещинах заменяют новыми. Отпускная пружина по высоте должна соответствовать чертежному размеру, осадка ее допускается не более чем на 20 мм. При большей осадке пружины заменяют либо ремонтируют. Для этой цели пружину разжимают до высоты, соответствующей чертежному размеру, подвергают термической обработке и затем окрашивают в черный цвет. Передние крышки тормозных цилиндров при разработке отверстий в горловинах по диаметру более 2 мм восстанавливают расточкой горловины, постановкой втулки с внутренним диаметром, равным чертежному, и приваркой этой втулки по торцу к горловине крышки. Допускается после расточки горловины крышки пригонять шток увеличенного диаметра либо насаживать в горячем состоянии на всю длину штока стальную втулку. Наружный диаметр втулки должен соответствовать расточенному отверстию горловины крышки.
Источник