- Строй-справка.ру
- Отопление, водоснабжение, канализация
- Ремонт теплообменных аппаратов
- По назначению:
- По принципу действия:
- По направлению движения теплоносителя:
- По конструкции трубного пространства:
- По расположению теплообменных труб:
- Наиболее распространенные виды ремонтных работ теплообменных аппаратов :
Строй-справка.ру
Отопление, водоснабжение, канализация
Навигация:
Главная → Все категории → Монтаж холодильных установок
В процессе длительной работы происходит эрозионный и коррозионный износ труб и стенок корпуса: теплопередающие поверхности загрязняются и эффективность теплопередачи падает. Характерными дефектами являются уменьшение толщины стенки трубы, днища, корпуса, свищи в сварных швах, повреждение уплотнительных поверхностей, трещины на корпусных деталях и трубах, вмятины, неплотности и пропуски в вальцовке труб в трубных решетках, увеличение диаметра отверстий в трубных решетках, язвенная, межкристаллитная и другие виды коррозии, повреждение опор, резьбы на крепежных деталях, увлажнение или повреждение теплоизоляции.
Структура ремонтного цикла оборудования различна и зависит от характера производства, типа аппарата и холодильной установки в целом. Все теплообменное оборудование холодильных установок эксплуатируют с проведением через каждые три месяца профилактического осмотра, ежегодного текущего ремонта, среднего ремонта (через 3 года) и капитального.ремонта через 12 лет. В ряде случаев ограничиваются двумя видами ремонта — текущим и капитальным.
При профилактических осмотрах проверяют затяжку фланцевых соединений, устраняют неплотности, выполняют подтяжку или перебивку сальников запорной арматуры, осматривают приборы контроля, предохранительные устройства, проверяют натяжение приводных ремней в аппаратах с мешалками и вентиляторами, очищают желоба в оросительных конденсаторах.
При текущем ремонте проводят дополнительный объем работ: частичную разборку и демонтаж запорной арматуры, перебивку всех сальников, замену прокладок, проверку герметичности арматуры, ремонт предохранительных и обратных клапанов, в оросительных конденсаторах — демонтаж и очистку отбойных щитов и труб, очистку и регулировку водораспределительных устройств.
При среднем ремонте дополнительно к объему текущего ремонта проводят съем крышек теплообменников с очисткой труб и полостей от ила, накипи, продуктов коррозии, испытания на плотность для выявления возможных течей труб в трубных решетках, подвальцовку, зачеканку или подварку свищей и течей, глушение дефектных труб, проверку и наладку работы мешалок, выборочную проверку труб испарителей (типа ИА или ИП) и оросительных конденсаторов на коррозию, ремонт теплоизоляции, освидетельствование сосудов технической администрацией предприятия.
При капитальном ремонте дополнительно к объему среднего ремонта выполняют работы по замене всех ранее заглушённых трубок (при глушении более 15% трубок), замену труб и секций, имеющих течи, замену труб с износом более 25% по толщине стенки, ремонт и замену запорной арматуры, освидетельствование сосудов инспектором Госгортехнадзора СССР.
Очистка теплообменных аппаратов. Хорошая очистка тепло-передающей поверхности не только увеличивает теплопередачу, но и способствует удлинению срока службы аппаратов. Очистку проводят химическими, механическими, гидравлическими ультразвуковым или смешанным способами.
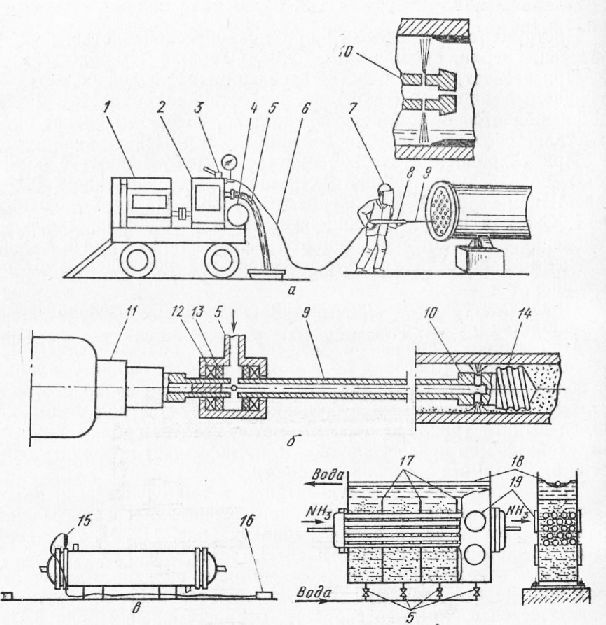
Механические способы очистки используют для очистки труб теплообменников. Устройство для очистки состоит из вращающейся штанги с режущим инструментом на конце. Штанга вместе с приводом (электродрель или пневмодвигатель) прикреплена к тележке, перемещающейся по монорельсу по мере продвижения штанги по трубе теплообменника. Вращающаяся штанга заключена в трубу, которая защищает руки рабочих и одновременно служит трубопроводом для подачи воды с целью промывки отложений. Горизонтально приспособление перемещается вручную. Для очистки У-образных труб теплообменных аппаратов и трубок малого диаметра используют гибкие валы, приводимые в движение различного рода двигателями.
Инструмент, применяемый при механической чистке, разнообразен: сверла, ерши, резцы, буры, шарошки.
При пескоструйной очистке песок вместе с водой подается в очищаемый аппарат («мокрая» пескоструйная очистка). Если песок подается в воду струей воздуха, то в этом случае осуществляется очистка смесью воды, воздуха и песка.
При гидропневматической очистке в трубу подают с помощью водовоздушного пистолета воду под давлением 0,5- 0,6 МПа и воздух под давлением 0,7-0,8 МПа в соотношении 1: 1. Сжатый воздух, расширяясь, резко увеличивает скорость движения воды, которая начинает двигаться толчками с интенсивными завихрениями, что способствует разрушению отложений.
Продолжительность очистки по сравнению с механической сокращается в 8-10 раз.
При гидромеханической очистке вода под давлением до 70 МПа подается насосом по высоконапорному гибкому шлангу в полую штангу, на конце которой укреплено сопло с отверстиями, располагаемыми в большинстве случаев под углом 45° к оси штанги. Этот метод требует соблюдения определенных мер предосторожности, но позволяет проводить очистку быстро и без эрозионного износа.
При подаче воды в полую штангу, в том случае если наконечник выполнен из твердосплавного резца или сверла, можно очищать трубки со сплошной забивкой. Давление воды в таком случае не превышает 1,0 МПа.
Самым простым и надежным методом предупреждения отложений на стенках труб является ультразвуковой. Суть его заключается в том, что скорости распространения волн в металле и в отложениях значительно различаются и при возникновении деформации в граничной зоне происходит непрерывное разрушение тонкого слоя отложений.
При техническом перевооружении промышленных установок, в тех случаях когда в водоохлаждающих оборотных циклах не предусмотрены эффективные устройства по очистке воды от ила, целесообразно использовать конденсаторы с псевдокипением («самоочищающийся» конденсатор). В процессе работы под действием ударов частиц песка поверхность труб очищается от ила и накипи (рис. 112, г). Недостатком этого эффективного конденсатора является коррозионно-эрозионный износ стенок конденсатора и необходимость изготовления по этой причине труб только из легированной стали.
Порядок ремонта. Порядок ремонтных операций после подготовки отключенного от схемы аппарата и сдачи его в ремонт следующий: демонтаж арматуры и трубопроводной обвязки, разборка резьбовых соединений, съем крышек, люков, выемка трубных решеток, если это позволяет конструкция аппаратов, проверка плотности и прочности труб и их крепление в трубных решетках путем пневматических или гидравлических испытаний, глушение и развальцовка (обварка) труб в трубных решетках, извлечение труб из корпуса при их замене, постановка новых труб с предварительной очисткой отверстий в решетках и зачисткой концов труб, ремонт корпусных деталей, вырубка и вырезка прокладок, подготовка крепежа, сборка аппарата, испытания на плотность и прочность, сдача в эксплуатацию.
Ремонт теплообменных аппаратов начинают с проверки их плотности. Течи в теплообменных аппаратах выявляют при их испытании давлением воды (опрессовка). При испытании неразъемных кожухотрубных аппаратов воду подают в межтрубное пространство и, поднимая давление до давления испытания, проверяют аппарат на отсутствие течей в трубной решетке и из полости трубок. В случае затруднений в удалении воды из аппаратов течи в холодильных теплообменных аппаратах определяют давлением сухого воздуха или азота (пневматическая опрессовка) с проверкой обмыливанием или течеискателями. Выявленные трубы с течами могут быть отглушены временными пробками для продолжения испытаний.
При ремонте теплообменных аппаратов, как указывалось выше, допускается глушение не более 15% трубок. Правку мятых трубок осуществляют на винтовых приспособлениях путем протаскивания пробки-оправки на штанге. Трубы глушат с двух сторон пробками на резьбе или на припое.
При замене вальцованные трубы подрезают за трубной решеткой специальным резцом или рассверливают для уменьшения толщины стенки и последующей выемки. Все эти операции проводят так, чтобы не повредить поверхности отверстий в решетке. Рассверливание ведут ступенчатым сверлом с центрирующим гладким концом, равным внутреннему диаметру трубы и режущей частью, равной 3/4 наружного диаметра труб. Уменьшение толщины труб резко снижает напряжение в вальцованном соединении, и труба легко вынимается. Чтобы не уронить трубу в межтрубное пространство, в нее вставляют с другой трубной решетки металлический прут или используют приспособления.
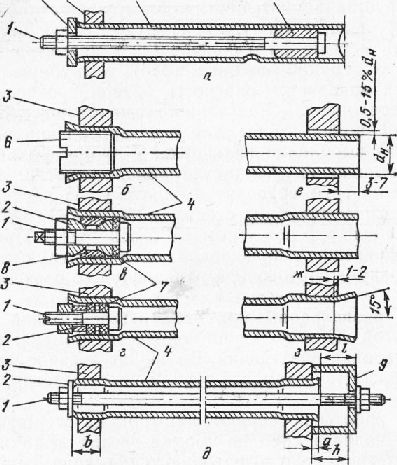
Трубы, закрепленные в трубной решетке с помощью сварки, удаляют из аппарата вырубкой вручную кольцевого шва или срезанием торца трубы и калинового шва фрезой с приводом от гибкого вала. До замены выбитых дефектных трубок новыми отверстия в трубных решетках зачищают, продувают и насухо протирают. Продольные риски на поверхностях отверстий зачищают шабером. Шероховатость поверхности в отверстиях под вальцовку должна быть не ниже Ra 0,80 мкм.
Концы труб зачищают, протирают, трубы вставляют в трубную решетку, зазоры продувают воздухом. Величина зазора не должна быть меньше 0,5 и больше 1,5% диаметра трубы. При малых зазорах трудно заводить трубы в трубную решетку, а при больших появляется опасность потери прочности трубы и плотности соединения. Развальцовку начинают с привальцов-кк — раздачи конца трубы для его закрепления в отверстии. Привальцовку выполняют вальцовкой с длиной роликов на 10- 12 мм, превышающей толщину трубной решетки. После при-вальцовки всех труб проводят окончательную развальцовку из расчета 15-20% толщины стенки вальцуемой трубы и отбор-тевывают концы труб под углом 15° к оси трубы. Привальцовку выполняют крепежной вальцовкой, окончательную привальцовку и отбортовку — бортовочной вальцовкой (с бортовочными роликами).
Сначала развальцовывают все трубки в одной решетке, а затем в другой. При большом количестве заменяемых трубок порядок вальцовки следующий. Вальцуют вначале четыре трубки крест-накрест, а затем все трубки по периметру, после чего все остальные.
Качество работы проверяют осмотром на отсутствие трещин и разрывов, подреза труб по кромке гнезда, а также убеждаются в отсутствии ярко выраженного перехода между вальцованной и невальцованной частью.
Приспособления. При ремонте теплообменных аппаратов могут быть использованы приспособления, работающие в полуавтоматическом режиме. Примером может служить развальцовочная машина, которая может быть использована при соответствующей смене инструмента для развальцовки, торцовки и удаления труб из теплообменника, а также для нарезания кольцевых канавок в отверстиях трубных решеток теплообменников с трубами диаметром от 14 до 57 мм. Машина работает в ручном, автоматическом и полуавтоматическом режимах. На раме машины расположена тележка, перемещаемая в горизонтальном направлении посредством цепного привода. На ней установлена вертикальная рама, по которой перемещается горизонтально расположенная рама с приводом для развальцовки. Вертикально рама с приводом перемещается также с помощью цепной передачи, а в поперечном направлении — с помощью рычага.
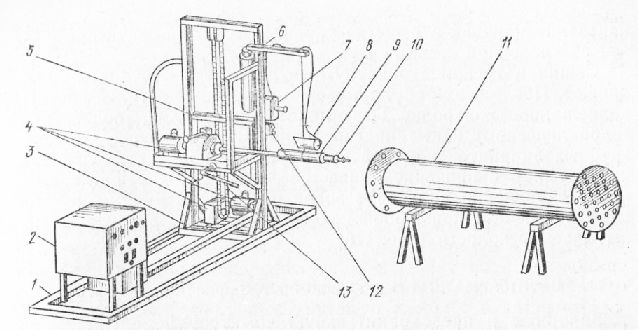
Управление приводами вертикального и горизонтального перемещений осуществляется с пульта-координатора, а управление и выбор режима работы привода развальцовки выполняют с выносного пульта, расположенного на защитном кожухе телескопического вала. Развальцовку труб в отверстиях трубных решеток выполняют инструментом, закрепляемым в головке, шарнирно соединенной с валом. При торцовке, подрезке и нарезании канавок в решетке управление мотор-редуктором ведут от кнопочной станции.
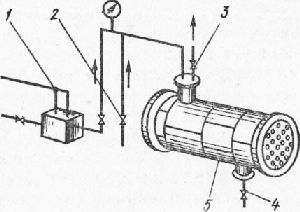
Свищи и трещины в корпусных деталях и обечайках заваривают. После всех работ по сварке корпусных деталей сосуды, подлежащие контролю Госгортехнадзора СССР, подвергают гидравлическому испытанию на прочность. Опрессовку кожухо-трубных аппаратов жесткой конструкции проводят со снятыми крышками и с проверкой качества вальцовки в решетках. Во время заполнения аппаратов водой перед испытаниями необходимо обеспечить при любой конструкции выход воздуха из испытываемой полости (рис. 3).
Навигация:
Главная → Все категории → Монтаж холодильных установок
Источник
Ремонт теплообменных аппаратов
Наше предприятие более 10-ти лет является производителем теплообменных аппаратов для различных промышленных предприятий, мини-ТЭЦ и объектов малой энергетики.

Конструкторский отдел предприятия специализируется на расчетах и разработке рекуперативных кожухотрубчатых теплообменников, в которых два теплоносителя обмениваются теплотой через теплообменные поверхности. Один из теплоносителей проходит внутри труб (по трубному пространству), а второй — по межтрубному пространству.
Специалисты компании ТМ МАШ обладают опытом расчета теплообменников для наиболее распространенных случаев (жидкость-жидкость, пар-жидкость, газ-жидкость, газ-газ).При наличии необходимых данных по характеристикам сред: вязкость, плотность, теплоемкость, теплопроводность, число Прандтля… наши инженеры смогут сделать расчет теплообменника и для других сред.
Теплообменные аппараты имеют различное конструктивное исполнение, которое зависит от характера и условий протекающих в них процессов. В связи с разнообразием требований в промышленности используются теплообменные аппараты различных типов, которые классифицируются:
По назначению:
- Чиллер;
- Холодильник;
- Конденсатор;
- Испаритель;
- Подогреватель высокого давления(ПВД);
- Подогреватель низкого давления(ПНД);
- Подогреватель питательной воды;
- Маслоохладитель;
- Сетевой подогреватель.

По принципу действия:
- Рекуперативные;
- Регенеративные.
По направлению движения теплоносителя:
- Прямоточные;
- Противоточные;
- С перекрестным движением.
По конструкции трубного пространства:
- Одноходовые;
- Двухходовые;
- Четырехходовые.
По расположению теплообменных труб:
- Горизонтального типа;
- Вертикального типа.
Восстановление теплообменных аппаратов производится с учетом особенностей каждой конкретной конструкции. В большинстве случаев поводом для ремонта является повреждение трубного пучка, что сокращает площадь теплообменной рабочей поверхности и мешает полноценно эксплуатировать агрегат на полную мощность.
Способность оборудования к эффективной работе в соответствии с требованиями нормативно-технической документации в течение всего срока эксплуатации зависит от качества технического обслуживания и ремонта по каждому узлу оборудования.
В процессе эксплуатации на промышленной площадке теплообменное оборудование подвергается повреждению, вызванному следующими основными процессами:
- Химические процессы ( коррозия разного вида );
- Механические процессы, связанные с эрозией;
- Механические процессы, связанные с вибрацией;
- Термические процессы.
Все отмеченные процессы могут усугубляться дефектами изготовления, монтажа и эксплуатации, такими как механические повреждения (задиры, царапины и т.д.) на наружной поверхности металла трубок при сборке, повреждения теплообменных трубок за счет попадания во внутреннее пространство аппаратов различных инородных предметов (фрагменты оторванных лопаток― в конденсаторе), а также возникновением в трубках при вальцевании напряжений кручения.
Компания ТМ МАШ предлагает ремонт ( плановый/неплановый/текущий ) теплообменного оборудования и его узлов /составных частей , а также сервисное техническое обслуживание по поддержанию работоспособности и/или исправности теплообменного оборудования.
Ремонт любого теплообменного аппарата начинается с проведения диагностических работ, по результатам которых определяются объем работ и сроки исполнения .

Наиболее распространенные виды ремонтных работ теплообменных аппаратов :
- наружный осмотр аппарата с исправлением внешних дефектов изоляции, заменой болтов и шпилек, подтяжкой болтовых и резьбовых соединений;
- проверка состояния арматуры, замена или ремонт ее;
- осмотр и наладка контрольно-измерительной аппаратуры;
- проверка и наладка конденсатоотводчиков и дренажей;
- осмотр и оценка состояния внутренних поверхностей аппарата;
- работы, предусматриваемые текущим ремонтом;
- замена арматуры с проверкой предохранительных клапанов на гидравлическом стенде;
- проверка герметичности трубной системы и корпуса, устранение повреждений подвальцовкой, заваркой или отглушением отдельных трубок;
- ревизия разъемных резьбовых, сальниковых и фланцевых соединений;
- разборка и ремонт вспомогательных элементов с восстановлением или заменой отдельных узлов и деталей;
- устранение эрозионно-коррозионные разрушения трубных систем;
- устранение нарушений герметичности вальцованных соединений трубок с трубными досками;
- ремонт обмуровки и антикоррозионных покрытий;
- ремонт изоляции и окраска поверхностей аппарата.
Специалисты нашей компании обладают необходимым оборудованием для проведения диагностических работ и сервисному обслуживанию теплообменного оборудования на производственной площадке Заказчика.


Для проведения более сложного диагностического исследования и ремонтных работ разного уровня, возможно, потребуется транспортировка теплообменного оборудования на территорию ремонтных цехов компании ТМ МАШ.
Дополнительную информацию о ремонтном и сервисном обслуживании теплообменных аппаратов можно получить у специалистов компании. Ждем информацию о Вашем оборудовании для предварительной оценки объема работ и сроков её исполнения.
Источник