- Технология ремонта обмоток электрических машин
- Содержание материала
- Определение объема ремонта.
- Обмотки электрических машин и способы их соединений.
- Ремонт статорных обмоток электрических машин.
- Пошаговая инструкция перемотки электродвигателей своими руками
- Виды электродвигателей и особенности их ремонта
- Особенности ремонта асинхронной машины
- Проверка обмотки
- Особенности ремонта коллекторных приводов
- Обмоточные данные электродвигателей
- Пошаговая инструкция перемотки электродвигателя своими руками
- Первый этап — демонтаж
- Этап второй — снятие обмотки
- Перемотка статора (финальная фаза)
- Перемотка якоря
- Как перемотать обмотку электродвигателя в домашних условиях
- Выявление и устранение неисправностей электрических машин
- Как отремонтировать поломку своими руками?
- Ремонт обмоток
- Советы экспертов
Технология ремонта обмоток электрических машин
Содержание материала
Определение объема ремонта.
Перед ремонтом обмоток необходимо точно определить характер неисправности. Часто направляют в ремонт исправные электродвигатели, ненормально работающие в результате повреждения питающей сети, приводного механизма или неправильной маркировки выводов.
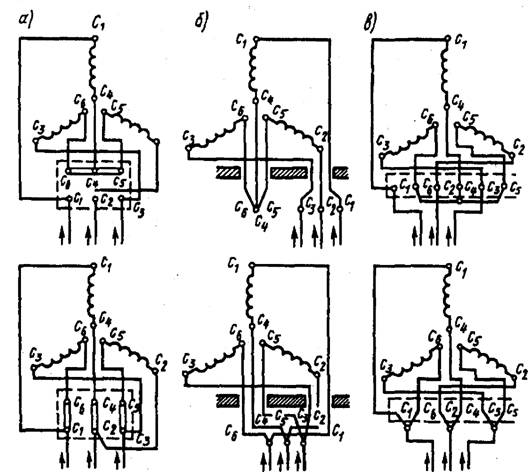
Рис. 12. Схемы соединения обмоток при фазных исполнениях выводов и наличии:
а — у двигателя щитка с зажимами; б — двух выводных отверстий; в — выводов, расположенных в один ряд
Основой якорной обмотки машин постоянного тока служит секция, т. е. часть обмотки, заключенная между двумя коллекторными пластинами. Несколько секций обмотки обычно объединяют в катушку, которую укладывают в пазы сердечника.
Схемы однофазных обмоток составляют в основном по тем же правилам, что и схемы трехфазных обмоток, только у них рабочая фаза занимает 2/3 пазов, а пусковая 1/3. У конденсаторных двигателей половину пазов занимает главная фаза и половину — вспомогательная.
Назначая ремонт, следует помнить, что у электродвигателей мощностью до 5 кВт с двухслойной обмоткой при необходимости замены хотя бы одной катушки выгоднее перемотать статор полностью. У двигателей мощностью 10—100 кВт с обмоткой из круглого провода одну-две катушки можно заменить методом протяжки без подъема неповрежденных катушек.
Обмотки электрических машин и способы их соединений.
Основой фазной обмотки машин переменного тока служит катушка, т. е. комплект проводов, которому придают форму, удобную для укладки в пазы сердечника, отстоящие друг от друга на величину шага обмотки. Одна или несколько рядом лежащих катушек, принадлежащих одной фазе и расположенных под одним полюсом, образуют катушечную группу. Катушечную группу в мягких обмотках наматывают целиком одним и несколькими параллельными непрерывными проводами, а в некоторых случаях наматывают целиком фазу обмотки. Варианты соединения обмоток при фазных исполнениях выводов показаны на рис. 12.
Ремонт статорных обмоток электрических машин.
Для записи обмоточных данных при перемотке используют приведенную ниже форму обмоточной карточки.
Ф о р м а 2
Обмоточная карточка
- Тип электродвигателя . . .
- Заводской номер . . . . . . . . .
- Дата изготовления . . . . . . ; . .
- Мощность, кВт. . . . . . . . . . . .
- Напряжение, В .
- Ток, А.
- Число фаз .
- Частота вращения, об/мин .
- Частота, Гц.
- Соединение фаз . .
- Длина пакета статора, мм.
- Диаметр расточки статора, мм .
- Число пазов статора . .. . . . . . . . . . . . . . . . . .
- Род обмотки (двухслойная, однослойная концентрическая, цепная, однослойная концентрическая внавал и т. д.) .
- Схема обмотки . . .
- Форма лобовых частей (для двухплоскостных и трехплоскостных однослой- ных обмоток) . . . . . . . . . . .
- Вылет лобовых частей (расстояние от торца пакета до наиболее удаленной точки лобовых частей обмотки):
со стороны схемы, мм . . . . . . . . .
с противоположной стороны, мм . . . . . . . .
Источник
Пошаговая инструкция перемотки электродвигателей своими руками
Во многих бытовых устройствах и самодельных конструкциях в качестве привода используются электрические машины небольшой мощности. Несмотря на высокую надежность электромоторов, их выход из строя по ряду причин — не редкость. Учитывая относительно высокую стоимость этих устройств, практичнее осуществлять их ремонт, а не замену. Предлагаем рассмотреть возможность перемотки электродвигателей в домашних условиях.
Виды электродвигателей и особенности их ремонта
Как правило, в быту используются коллекторные моторы постоянного тока и бесколлекторные асинхронные двигатели переменного тока. Именно ремонт этих приводов мы и будем рассматривать. Информацию о принципе действия и конструктивных особенностях асинхронных и коллекторных машин можно найти на нашем сайте.
Что касается синхронных приводов, то в быту они практически не используются, поэтому в данной публикации эта тема не затрагивается.
Особенности ремонта асинхронной машины
Проблемы с двигателем любого типа могут иметь механический или электрический характер. В первом случае свидетельствовать о неисправности может сильная вибрация и характерный шум, как правило, это говорит о проблемах с подшипником (обычно в торцевой крышке). Если вовремя не устранить неисправность, вал может заклинить, что неминуемо приведет к выходу из строя обмоток статора. При этом тепловая защита автоматического выключателя может не успеть сработать.
 «Сгоревшие» провода обмотки статора
«Сгоревшие» провода обмотки статора
Исходя из практики, в 90% выход из строя асинхронных машин возникают проблемы с обмоткой статора (обрыв, межвитковое замыкание, КЗ на корпус). При этом короткозамкнутый якорь, как правило, остается в рабочем состоянии. Поэтому даже при механическом характере повреждений необходимо произвести проверку электрической части.
Проверка обмотки
В большинстве случаев проблема может быть обнаружена по внешнему виду и характерному запаху (см. рис. 1). Если эмпирическим путем неисправность установить не удается, переходим к диагностике, которая начинается с прозвонки на обрыв. Если таковая обнаруживается, выполняется разборка двигателя (этот процесс будет описан отдельно) и тщательный осмотр соединений. Когда дефект не обнаружен, можно констатировать обрыв в одной из катушек, что требует перемотки.
Если прозвонка не показала обрыва, следует переходить к измерению сопротивления обмоток, при этом учитывать следующие нюансы:
- сопротивление изоляции катушек на корпус должно стремиться к бесконечности;
- у трехфазного привода обмотки должны показывать одинаковое сопротивление;
- у однофазных машин сопротивление пусковых катушек превышает данные показания рабочих обмоток.
Помимо этого следует учитывать, что сопротивление статорных катушек довольно низкое, поэтому для его измерения бессмысленно использовать приборы с низким классом точности, к таковым относятся большинство мультиметров. Исправить ситуацию можно собрав несложную схему на потенциометре с добавлением дополнительного источника питания, например автомобильной аккумуляторной батареи.
 Схема для измерения сопротивления обмоток
Схема для измерения сопротивления обмоток
Методика измерений следующая:
- Подключается катушка привода к схеме, представленной выше.
- Потенциометром устанавливается ток 1 А.
- Производится расчет сопротивления катушке по следующей формуле: , где RК и UПИТ были описаны на рисунке 2. R – сопротивление потенциометра, – падение напряжения на измеряемой катушке (показывает вольтметр на схеме).
Стоит также рассказать о методике, позволяющей определить место межвиткового замыкания. Это делается следующим образом:
Статор, освобожденный от ротора, подключается через трансформатор к пониженному питанию, предварительно поместив к нему стальной шарик (например, от подшипника). Если катушки рабочие, шарик будет циклически двигаться по внутренней поверхности безостановочно. При наличии межвиткового КЗ, он «прилипнет» к этому месту.
Особенности ремонта коллекторных приводов
У данного типа электромашин чаще возникают механические неисправности. Например, стирание щеток или засорение контактов коллектора. В таких ситуациях ремонт сводится к чистке контактного механизма или замене графитовых щеток.
Тестирование электрической части сводится к проверке сопротивления обмотки якоря. В этом случае щупы прибора двум соседним контактам (ламелям) коллектора, после снятия показаний производится измерение далее по кругу.
 Проверка обмотки якоря коллекторного электродвигателя
Проверка обмотки якоря коллекторного электродвигателя
Отображенное сопротивление должно быть примерно одинаковым (с учетом погрешности прибора). Если наблюдается серьезное отклонение, то это говорит, что имеет место быть межвитковое КЗ или обрыв, следовательно, необходима перемотка.
Обмоточные данные электродвигателей
Это справочные данные, поэтому самый надежный способ получить такую информацию – обратиться к соответствующим источникам. Эти данные также могут приводиться в паспорте к изделию.
В сети можно встретить советы, в которых рекомендуют при перемотке вручную пересчитать витки и измерить диаметр провода. Это трата времени. Значительно проще и надежней по маркировке двигателя найти всю необходимую информацию, в которой будут указаны следующие параметры:
- номинальные рабочие характеристики (напряжение, мощность, потребляемый ток, число оборотов и т.д.);
- количество проводов для одного паза;
- Ø проволоки (как правило, в данном показателе изоляция не учитывается);
- информация о внешнем и внутреннем диаметре статора;
- количество пазов;
- с каким шагом выполняется обмотка;
- размеры ротора и т.д.
Ниже представлен фрагмент таблицы с намоточными данными для электромашин типа 5A.
 Пример таблицы с намоточными данными
Пример таблицы с намоточными данными
Пошаговая инструкция перемотки электродвигателя своими руками
Необходимо сразу предупредить, что без спецоборудования и навыков работы перемотка катушек будет, скорее всего, бесполезным занятием. С другой стороны отрицательный опыт это тоже опыт. Понимание сложности процесса является лучшим объяснением его стоимости.
Первый этап — демонтаж
Мы приводим алгоритм действий для асинхронных машин, он следующий:
- Отключаем привод от сети (380 или 220 В).
- Демонтируем электромотор с конструкции, где он был установлен.
- Снимаем задний защитный кожух охлаждающего вентилятора.
- Демонтируем крыльчатку.
- Откручиваем крепление торцевых крышек, после чего снимаем их. Начинать желательно с фронтальной части, после ее демонтажа ротор легко «выйдет» с тыловой крышки.
- Вытаскиваем ротор.
Данный процесс можно существенно облегчить, если использовать специальное устройство – съемник. С его помощью легко освободить вал двигателя от шкива или шестерни, в также снять торцевые крышки.
 Съемник для демонтажа
Съемник для демонтажа
Мы не будем приводить инструкцию по разборке коллекторного двигателя, поскольку особо не отличается. Строение электромашины данного типа можно найти на нашем сайте.
Этап второй — снятие обмотки
Очередность действий следующая:
- При помощи ножа снимаем бандажный крепеж и изоляционное покрытие с мест соединений проводов. В некоторых инструкциях рекомендуется зафиксировать схему соединений, например, сделав фотоснимок. Делать это особого смысла нет, поскольку это справочная информация и узнать ее по марке двигателя не составляет проблемы.
- Используя зубило, сбиваем верхушки проводов с каждого торца статора.
- Освобождаем пазы, используя пробойник соответствующего диаметра.
- Очищаем статор от грязи, копоти, лака пропитки.
 Статор, освобожденный от обмотки
Статор, освобожденный от обмотки
На этом этапе мы рекомендуем остановиться, взять корпус и отвезти его специалистам. Самостоятельный демонтаж позволит снизить стоимость восстановительных работ. Как уже упоминалось выше, без спецоборудования качественно перемотать катушки довольно сложно. Для понимания сложности процесса опишем его технологию, что позволит облегчить выбор.
Перемотка статора (финальная фаза)
Процесс состоит из следующих действий:
- Установка изоляторов в каждый паз (гильзование).
- Толщина материала и его характеристики подбираются по справочнику.
- Определяются обмоточные данные по марке двигателя.
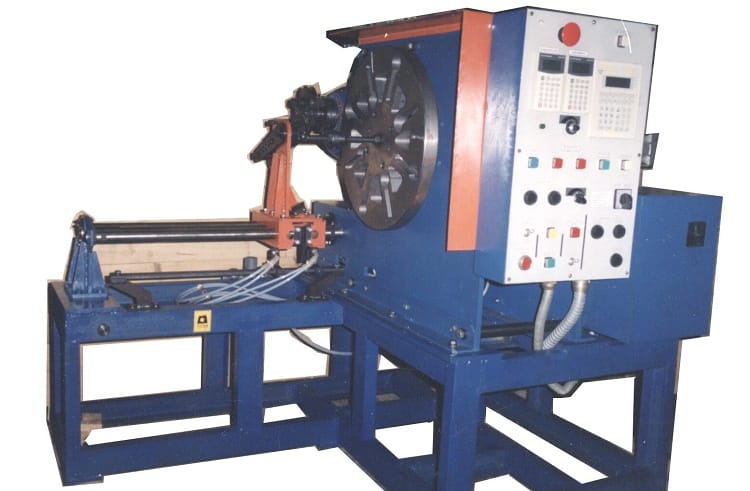
- На специальном станке производится намотка необходимого количества витков всыпных катушек. В сети можно найти фото и параметры самодельных ручных станков, но качество их работ довольно сомнительное.
 Станок для намотки всыпной обмотки
Станок для намотки всыпной обмотки - Катушечные группы укладываются в пазы, после чего производится их обвязка и соединение. Эти процессы довольно сложные и выполняются вручную.
- Осуществляется пропитка. Для этого корпус нагревается до температуры 45°С – 55°С и полностью погружается в емкость с пропиточным лаком. Заливать лаком провода не имеет смысла, поскольку в этом случае все равно останутся пустоты.
- После пропитки корпус помещают в специальную камеру, где осуществляется сушка при температуре 130-135°С.
- Финальное тестирование катушек омметром.
- Сборка и пробный запуск (если в ремонт передавались на только корпус, а и остальные детали и крепления).
 Станок для намотки всыпной обмотки
Станок для намотки всыпной обмоткиЕсли на восстановление сдавался только корпус, рекомендуем перед тем, как включать мотор, проверить катушки.
Перемотка якоря
Процесс замены обмотки коллекторного двигателя несколько похож за исключением небольших нюансов, связанных с особенностью исполнения. Например, на перемотку отправляют якорь, а не корпус, при условии, что проблема возникла не с катушками возбуждения. Помимо этого имеются следующие отличия:
- Для намотки применяется специальный станок, более сложной конфигурации.
- Обязательно необходима проточка, балансировка якоря (в финальной части процесса), а также его чистка и шлифовка.
- При помощи специального фрезерного станка производится нарезка коллектора.
Для перечисленных процессов требует спецоборудование, без него перемотка электродвигателей — пустая трата времени.
Источник
Как перемотать обмотку электродвигателя в домашних условиях
Выявление и устранение неисправностей электрических машин
В электрических машинах возможны следующие виды неисправностей:
- искрение щеток;
- перегрев обмоток;
- короткие замыкания в обмотках;
- ненормальное напряжение генератора;
- положение, когда генератор не возбуждается;
- недопустимые колебания частоты вращения двигателя.
Искрение щеток сопровождается повышенным нагревом коллектора и щеток. Причиной этого может быть загрязнение щеток и коллектора, износ щеток, подгорание коллектора, неплотное прилегание пружин, заедание щеток в щеткодержателе.
Грязь со щеток и коллектора удаляют сжатым воздухом, а в некоторых случаях ветошью, смоченной в бензине. Изношенные более чем на 60% или поломанные щетки заменяют новыми. Новые или плохо притертые щетки притирают к коллектору. Для этого полоску шлифовальной бумажной шкурки (рис. 185, а) несколько раз протягивают между щеткой и коллектором. Шлифовальная шкурка абразивной поверхностью должна быть обращена к щетке. После притирки коллектор и щетки продувают сжатым воздухом.
Применять наждачное или карборундовое полотно для шлифования щеток нельзя. Для правильной притирки щеток концы шлифовальной шкурки нужно отогнуть вниз (см. рис. 185, а), так как при отгибании шкурки вверх (рис. 185, б) края щеток будут опилены и уменьшится активная ширина щеток, что может вызвать искрение на коллекторе.

Рис. 185 – Схемы притирки щеток: правильная (а), неправильная (б)
При наличии нагара, раковин и прочих местных дефектов коллектор протачивают на токарном станке или шлифуют мелкозернистыми шлифовальными кругами. Коллектор должен иметь полированную поверхность, поэтому после протачивания и шлифования его полируют, вследствие чего устраняются царапины, образовавшиеся в результате обработки коллектора (резцом или камнем). Полируют коллектор при номинальной частоте вращения (ротора двигателя), применяя шлифовальную бумажную шкурку № 00.
Для полирования коллектора шлифовальную шкурку прикрепляют к деревянной колодке (рис. 186), которую пригоняют точно по диаметру коллектора; ширину бруска выбирают такой, чтобы он мог свободно помещаться между двумя соседними траверсами. Колодку прижимают к вращающемуся коллектору. При получении гладкой поверхности коллектор очищают и продувают сжатым воздухом.
Рис. 186 – Колодка для полировки коллектора
Нажатие на щетку, создаваемое пружиной щеткодержателя, должно соответствовать определенному давлению. Для уменьшения механических потерь на коллекторе рекомендуется устанавливать минимальное нажатие, при котором щетки работают без искрения. Следует учитывать, что чем больше частота вращения, тем большее нажатие устанавливают, чтобы щетки удовлетворительно работали при возможных вибрациях щеткодержателей. Разница в нажатии на отдельные щетки не должна превышать 10% среднего его значения.
Проверку силы нажатия щеток производят динамометром (1) (рис. 187), закрепленным за рычажок щеткодержателя (2), прижимающий щетку (3) к коллектору (4). Для определения силы нажатия необходимо между щеткой и коллектором проложить лист бумаги (5) и постепенно оттягивать динамометр. В момент свободного вытаскивания бумаги из-под щетки динамометр будет показывать величину нажатия щетки на коллектор.
Рис. 187 – Измерение усилия нажатия щетки динамометром
Правильность установки щеток надо обязательно проверять после каждого протачивания коллектора. При неправильном положении щеток машина начинает искрить при неполной нагрузке. При холостом ходе машина не искрит. По мере возрастания нагрузки может наблюдаться круговой огонь по коллектору.
Проверку правильного положения траверсы производят индуктивным методом при неподвижной машине. К отключенной обмотке возбуждения через реостат от аккумуляторной батареи подводят постоянный ток. Величина тока в обмотке не должна превышать примерно 5…10% номинального. К зажимам якоря подсоединяют милливольтметр на 45…60 мВ с нулем посередине шкалы. В моменты замыкания и размыкания тока возбуждения в якоре индуцируется электродвижущая сила (э. д. с.) и стрелка прибора отклоняется в ту или другую сторону в зависимости от положения щеток. При щетках, находящихся в нужном положении (на нейтрали), э. д. с. должна быть равна нулю. Траверсу со щетками передвигают до тех пор, пока не будет достигнуто требуемое положение щеток. Рекомендуется проверять правильность положения траверсы при различных положениях якоря. Якорь следует поворачивать в одном и том же направлении во избежание влияния на показания прибора возможного перемещения щеток в щеткодержателях. Окончательно правильное положение траверсы проверяют во время испытаний машины на стенде.
Кроме того, причиной искрения щеток может быть неодинаковое расстояние по окружности коллектора между щетками отдельных бракетов. Необходимо проверить положение щеток на коллекторе с помощью бумажной ленты и установить бракеты так, чтобы щетки соседних бракетов находились на одинаковом расстоянии по окружности коллектора.
Искрение может вызываться также применением угольных щеток несоответствующей марки (слишком мягких или слишком твердых). При ремонте необходимо заменять все щетки и устанавливать те марки, которые рекомендует завод-изготовитель электрических машин.
Повышенный нагрев (перегрев) обмоток электрической машины устанавливают в период предремонтных испытаний. Равномерный перегрев всей машины при отсутствии других признаков неисправности свидетельствует о ее перегрузке. В этом случае сначала следует проверить соответствие фактической нагрузки номинальному режиму работы машины. Ухудшение условий вентиляции в результате засорения вентиляционных каналов крыльчатки вентилятора может также вызвать перегрев машины.
Повреждения в обмотках полюсов приводят к неравномерному их нагреву. В обмотках полюсов чаще всего повреждаются переходы, выводные концы катушек и места прохода выводных концов через корпус. К наиболее распространенным дефектам следует отнести замыкание обмоток на корпус, обрыв или плохой контакт в обмотках, соединение между витками.
После выявления повреждений обмотки перематывают. Для этого удаляют старую обмотку, очищают пазы от заусенцев, окрашивают их лаком и изолируют электрокартоном, прессшпаном и лакотканью.
Способы устранения дефектов в обмотках полюсов зависят от характера повреждения. Обрыв, а также плохой контакт в наружных доступных для ремонта местах устраняют паянием. Чтобы найти замыкание на корпус, катушку с дефектом снимают с сердечника полюса и осматривают места соприкосновения с полюсом и станиной.
Замыкания в обмотках полюсов, если они находятся не на выводных концах, устраняют частичной или полной перемоткой. С катушки отматывают витки и одновременно осматривают. Если изоляция катушек, за исключением мест соединения с корпусом или замыкания между витками, не повреждена и находится в удовлетворительном состоянии, то изолируют только поврежденные места, а полная перемотка катушки не производится.
Если повреждения в обмотках полюсов вызваны влажной изоляцией, то катушку просушивают.
При коротких замыканиях в обмотке якоря генератор плохо возбуждается, двигатель не развивает номинальных оборотов, в некоторых случаях якорь вращается толчками. При возбуждении генератора от постороннего источника тока якорь сразу после подключения обмотки возбуждения, сильно нагревается и появляется дым. Пластины коллектора, соединенные с дефектной нагревающей обмоткой якоря, обгорают. В этом случае могут произойти короткие замыкания: части витков одной секции и всей секции, между двумя секциями, лежащими в одном пазу, в лобовых частях обмотки, между любыми двумя точками обмотки, например в случае пробоя обмотки на корпус в двух точках.
Для нахождения замыканий витков одной секции, между соседними коллекторными пластинами или же между соседними секциями, находящимися в одном слое обмотки, используют метод падения напряжений, не требующий специального оборудования. Он применяется как для петлевой, так и для волновой обмоток и особенно удобен при проверке якоря с уравнительными соединениями. Метод состоит в том, что к двум смежным коллекторным пластинам (1) (рис. 188) подводят постоянный ток с помощью щупов (2), а щупами (3) измеряют падение напряжения на этой же паре коллекторных пластин. В качестве источника тока удобно применять аккумуляторную батарею, обеспечивающую через последовательно включенный с якорем реостат ток 5…10 А. Тогда в случае петлевой обмотки при наличии замыкания в секции, присоединенной к проверяемой паре пластин, сопротивление ее будет меньше и падение напряжения при одном и том же токе будет также меньше, чем на другой паре пластин, между которыми нет замыкания. Проверять якорь необходимо при поднятых щетках.
Рис. 188 – Схема для нахождения замыканий между витками и обмотками якоря
Замыкание обмотки якоря или коллектора на корпус во время работы машины не обнаруживается, если только нет замыкания у одного из проводов сети. При наличии такого замыкания (если корпус машины не изолирован от земли) замыкание обмотки на корпус образует замкнутую цепь. При отсутствии заземления одного из проводов сети замкнутая цепь может образоваться только при замыкании обмотки на корпус в двух местах.
Определить замыкание обмотки на корпус можно мегомметром или контрольной лампой (рис. 189). В последнем случае один конец от лампы присоединяют к источнику питания, а другой — к коллектору, вал же якоря соединяют со вторым проводником источника питания. Наличие соединения обмотки с корпусом определяют по загоранию лампы. При этом способе лампа горит только при хорошем контакте в месте соединения.
Рис. 189 – Схема для нахождения места соединения обмотки якоря с корпусом
Присоединение источника тока к коллектору производится в случае петлевой обмотки в двух диаметрально противоположных точках, в случае волновой — к пластинам, находящимся на расстоянии половины коллекторного шага. Один проводник от милливольтметра присоединяют к валу якоря, а концом другого поочередно касаются всех коллекторных пластин. Если проверяют якорь с петлевой обмоткой, то по мере приближения к пластине, соединенной с корпусом, показания прибора уменьшаются. При соприкосновении конца проводника от прибора с пластиной коллектора, соединенной с корпусом, показание милливольтметра будет равно нулю. Показание будет очень малым при плохом контакте, а также когда замыкание на корпус имеет не коллекторная пластина, а секция, присоединенная к этой пластине.
Так как при проверке всего якоря наибольшее возможное напряжение, действующее на прибор, может оказаться равным напряжению, подводимому к якорю, необходимо применять прибор с пределом измерения, равным напряжению источника питания. Уменьшения отклонения стрелки прибора можно достигнуть регулировкой силы тока путем подключения прибора через реостат.
Место замыкания на корпус можно найти, если шевелить по очереди секции в местах выхода обмотки из пазов и одновременно измерять сопротивление изоляции мегомметром. Шевеление секций создает изменение контакта, а следовательно, и изменение сопротивления. Вместо мегомметра можно пользоваться контрольной лампой, включая ее между коллектором и валом якоря. Дефект обнаруживают по миганию лампы.
В тех случаях, когда указанные выше способы не дают результатов, приходится путем распайки обмотки делить ее на части. Разделив обмотку на две части, проверяют мегомметром каждую часть в отдельности. Обнаружив замыкание на корпус в одной из половин, концы другой оставляют нетронутыми, а поврежденную половину снова разделяют на две части и так до тех пор, пока точно не определится секция с замыканием на корпус.
Устраняют повреждения разными способами. Например, обрыв или плохой контакт в обмотке (в петушках и хомутиках) и коллекторе устраняют перепайкой обмотки в указанных местах; если же обрыв произошел в самом проводнике, то стержень или секцию заменяют новыми.
Наиболее часто замыкание на корпус встречается в местах выхода секций из пазов. Этот дефект устраняют установкой под секцией небольших клиньев из изоляционного материала (фибры, сухого бука) или прокладкой, покрытой лаком подкладки из летероида, электрокартона, слюды и т. д. Замыкание на корпус в пазовой части секции устраняют переизолировкой всей секции или же заменяют ее новой. Замыкание на корпус, вызванное увлажнением изоляции, устраняют просушкой. Если замыкание на корпус в нескольких секциях и, кроме того, изоляция других секций плохая, то перематывают всю обмотку якоря. В случае соединения коллектора с корпусом необходима его разборка и ремонт.
Замыкание в обмотке якоря между несмежными секциями и вообще замыкание большого числа секций встречаются реже замыканий внутри самой секции или же между концами секций на коллекторе. Поэтому прежде чем приступить к устранению замыканий, необходимо тщательно осмотреть коллектор и убедиться в отсутствии соединений между его пластинами.
В случае короткого замыкания в секции ее необходимо заменить, так как при этом дефекте вся изоляция секции обычно приходит в негодность. Переизолировкой места замыкания можно ограничиться только в случае неполного контакта в месте замыкания. Длительная работа машины при больших короткозамкнутых ветвях может привести в негодность всю обмотку, что потребует полной ее перемотки.
В асинхронных электродвигателях возможны следующие виды неисправностей:
- перегрев статора;
- перегрев обмоток статора и ротора;
- ненормальная частота вращения двигателя;
- ненормальный шум в машине.
Перегрев статора может наблюдаться при напряжении сети выше номинального. Для устранения этой неисправности достаточно снизить напряжение сети до номинального или улучшить вентиляцию двигателя.
Повышенный местный нагрев при холостом ходе двигателя и номинальном напряжении сети может вызываться заусенцами, образовавшимися при опиливании или вследствие касания ротора о статор во время работы двигателя. Неисправность устраняют удалением заусенцев; для этого места замыкания обрабатывают напильником, соединенные стальные листы разъединяют, лакируют изоляционным лаком с последующей сушкой на воздухе.
В обмотках переменного тока возможны короткие замыкания между витками одной катушки, катушками одной фазы и катушками разных фаз. Основным признаком, по которому можно найти замыкание в обмотках переменного тока, является повышенный нагрев части катушки с короткозамкнутыми витками. В некоторых случаях короткозамкнутую часть обмотки можно сразу определить по внешнему виду — по обугливающейся изоляции.
Для определения дефекта в статорной или роторной обмотке необходимо статорную обмотку включить на пониженное напряжение (1/3…1/4 номинального) при разомкнутом роторе и измерить напряжение на кольцах ротора, медленно проворачивая ротор. Если напряжения на кольцах ротора (попарно) не равны между собой и меняются в зависимости от положения ротора по отношению к статору, то это указывает на замыкание в статорной обмотке. При замыкании в роторной обмотке (при исправной статорной) напряжение между кольцами ротора будет неодинаковым и не будет меняться в зависимости от положения ротора.
После того как установлено, какая из обмоток (роторная или статорная) имеет соединение между витками, определяют дефектную фазу рассмотренными выше способами.
Если замыкание произошло между двумя фазами, то место соединения находят аналогично предыдущему, разъединяя обмотки пофазно. Катушки одной из фаз, имеющей соединение, разделяют на две части и мегомметром проверяют наличие соединений каждой такой половины со второй фазой. Затем ту часть, которая соединена с другой фазой, снова разделяют на две части и каждую из них снова проверяют и т. д.
Метод последовательного деления на части применяют при нахождении замыкания в обмотках, имеющих параллельные ветви. В этом случае необходимо дефектные фазы разделить на параллельные ветви и определить сначала, между какими ветвями имеется соединение, а затем применить к ним метод. Так как замыкания между фазами чаще бывают в лобовых частях обмотки или соединительных проводниках, то иногда удается сразу же найти место соединения путем шевеления лобовых частей с одновременной проверкой мегомметром.
Перегрев обмотки статора может наблюдаться при перегрузке двигателя или нарушении его нормальной изоляции. Снижение напряжения на зажимах двигателя ниже номинального также вызывает перегрузку двигателя током. Перегрев обмотки будет в случае неправильного соединения обмоток статора по схеме треугольника, а не звездой.
Причиной сильного местного нагрева обмотки статора может быть межвитковое соединение в обмотке или короткое замыкание между двумя фазами. Признаки неисправности: неодинаковая сила тока в отдельных фазах, двигатель сильно гудит и развивает пониженный крутящий момент.
Как отремонтировать поломку своими руками?
При неисправной вытяжке чувствуется нехватка воздуха в помещении. На поломку системы указывает ряд иных признаков:
Чтобы справиться с проблемой, необходимо владеть элементарными знаниями строения системы вентиляции. Эта информация поможет точно определить причину.
Правильное её определение можно осуществить, пользуясь инструкцией по эксплуатации. По ней можно досконально разложить все элементы и понять, как получить доступ к двигателю.
Так как именно при эксплуатации мотор ломается чаще всего. Чтобы его отремонтировать, необходимо приготовить набор инструментов для демонтажа и надеть перчатки.
Сначала проводится первичная диагностика. Иногда отремонтировать просто, но в редких случаях требуется полная замена детали.
О том, как осуществить ремонт кухонной вытяжки своими руками, читайте тут.
Ремонт обмоток
При обнаружении межвитковых замыканий или замыканий на корпус, а также обрыва в фазах обмоток статора проводят частичную или полную перемотку статора. Чтобы облегчить извлечение дефектных катушек из пазов, статор нагревают до 70…80° С. Затем с помощью выколотки и деревянного молотка выбивают текстолитовые клинья, разрезают и снимают с помощью межкатушечных соединений обмотки статора, разъединяют катушки и вынимают их из пазов. Пазы статора очищают от старой изоляции, проверяют состояние стальных пакетов.
Намотку катушек производят изолированным проводом соответствующей марки на каркасе или шаблоне. Если отсутствует провод требуемой марки, катушку мотают проводом другой марки, но того же класса изоляции.
Катушки наматывают на шаблон-лодочку, имеющий устройство для закрепления концов проводов. Одна из сторон шаблона выполняется съемной для снятия катушки после намотки. При намотке катушек из тонкого изолированного провода с большим числом витков используют автоматические и полуавтоматические станки. Эти станки снабжены счетчиками оборотов и устройствами для автоматической остановки станка после намотки требуемого числа витков. Станки имеют приспособления для укладки между слоями катушек бумажных изоляционных прокладок и механизмы раскладки, укладывающие проводники в правильные ряды.
По окончании намотки по периметру катушки укладывают прокладку из электрокартона и связывают катушку в местах вырезов в шаблоне. Концы проводов обрезают на расстоянии, указанном на чертеже.
Корпусную изоляцию катушек выполняют из нескольких слоев лакоткани или микаленты. Для придания необходимой формы и монолитности витки пазовой части катушки перед наложением корпусной изоляции смазывают клеящим глифталевым или шеллачным лаком. Затем пазовую часть катушки нагревают в специальном нагревателе до 110…120°С, после чего закладывают в пресс-форму.
При опрессовке нагретые связующие вещества клеящего лака размягчаются и заполняют поры изоляции, при охлаждении затвердевают и скрепляют проводники катушки. Катушки крепят в пазах текстолитовыми клиньями, забиваемыми деревянным молотком.
Катушки, заложенные в пазы, соединяют пайкой или сваркой оплавлением. Сварка оплавлением производится через понижающий трансформатор мощностью 500…600 Вт и напряжением 220/24 и 220/12 В и может быть применена для соединения проводов диаметром от 0,8 мм и выше. Свариваемые концы проводов предварительно скручивают и соединяют с одним из зажимов трансформатора, к другому зажиму присоединяют угольный электрод.
В электродвигателях, используемых на рефрижераторном подвижном составе, наибольшее распространение получили обмоточные провода из медной проволоки. В некоторых типах электродвигателей применяют алюминиевые провода, которые по механической прочности и электрической проводимости значительно уступают медным.
Обмоточные провода изготовляют с волокнистой, эмалевой и комбинированной изоляцией. Материалом для волокнистой изоляции является бумага (кабельная или телефонная), хлопчатобумажная пряжа, натуральный и искусственный шелк (капрон, лавсан), асбестовые и стеклянные волокна. Их накладывают в один или несколько слоев в виде обмотки или оплетки (чулка). Для эмалевой изоляции используют различные органические соединения (поливинилацетат, кремнийорганические смолы и т. д.).
Марки обмоточных проводов условно обозначаются буквами. В некоторых марках после буквенного обозначения стоит цифра «1» или «2»: цифра «1» указывает на нормальную толщину изоляции, цифра «2» — на усиленную толщину.
Обозначение марок обмоточных проводов начинается с буквы П (провод). Волокнистая изоляция обозначается буквами: Б — хлопчатобумажная пряжа, Ш — натуральный шелк, ШК и К — искусственный шелк, капрон, С — стекловолокно, А — асбестовое волокно. Буквами О и Д обозначается количество слоев изоляции (один или два). Для алюминиевых обмоточных проводов в конце обозначения добавляется буква А. Например, марка ПБД обозначает: провод обмоточный медный с изоляцией из двух слоев хлопчатобумажной пряжи.
Эмалевая изоляция обмоточных проводов обозначена так: ЭЛ — эмаль лакостойкая, ЭВ — эмаль высокопрочная (винифлекс), ЭТ — эмаль теплостойкая полиэфирная, ЭВТЛ — эмаль полиуретановая, ЭЛР — эмаль полиамидно-резольная. Например, марка ПЭЛ обозначает: провод медный, покрытый лакостойкой эмалью.
Применяется также комбинированная изоляция, которая состоит из эмалевой изоляции и наложенной поверх нее изоляции из волокнистых материалов. Например, марка ПЭЛБО обозначает: провод медный, покрытый лакостойкой эмалью и хлопчатобумажной пряжей в один слой. Марки обмоточных проводов, изолированных стекловолокном и пропитанных в теплостойком лаке, имеют в обозначении букву К (например, провод марки ПСДК).
Трехфазные обмотки статоров машин переменного тока условно подразделяют на однослойные, когда сторона катушки занимает весь паз, и двухслойные, когда сторона катушки занимает половину паза по высоте, т. е. в каждый паз закладываются две стороны катушки.
Двухслойные обмотки — наиболее распространенные типы обмоток статоров машин переменного тока. При перемотке двухслойной статорной обмотки сначала укладывают в пазы нижние стороны катушек первой фазы, а верхние стороны временно остаются поднятыми. Затем последовательно укладывают в пазы обе стороны катушек второй и третьей фазы. При этом одну сторону катушки помещают в нижнюю часть следующего незаполненного паза, а другую — верхнюю часть паза, уже наполовину заполненного обмоткой.
После укладки нижние, а затем и верхние обмотки уплотняют на дне паза с помощью специальной оправки и молотка. Между нижним и верхним слоями обмотки помещают изоляционную прокладку, верхний слой обмотки закрывают изоляцией и укрепляют клином. Между лобовыми частями фазных катушек помещают электрокартон. Уложенные катушки соединяют пайкой, а места соединений изолируют. После укладки обмотки проверяют правильность соединения катушек.
Советы экспертов
Эксперты советуют придерживаться следующих правил:
- Для проверки правильной работы электродвигателя необязательно снимать мотор с вытяжки. Выполнить необходимые действия можно путём проверки сопротивления обмоток цельной системы. Для этого нужно найти провода, которые ведут к электродвигателю от материнской платы. Затем проводится диагностика двигателя на наличие дефектов в проводке.
- Главная проверка — демонтаж пускового конденсатора. В 90% случаев причина поломки мотора — короткое замыкание, которое пробивает лопасти мотора и не даёт пройти рабочему напряжению вглубь системы.
- Когда проведён целостный демонтаж электродвигателя, устранена проблема, нужно проверить работу всей системы. Иногда после ремонта при включении электросети двигатель не начинает работать в идеальном режиме. Особо внимательно нужно отнестись к сборке. При неправильном демонтаже деталей система может дать сбой, а вентилятор замкнёт.
Ремонт двигателя вытяжки провести самостоятельно по силам любому человеку. Для выполнения этих работ нужно приготовить инструменты и ознакомиться с инструкцией по сборке соответствующей модели вентиляции.
Мелкие поломки, возникающие при эксплуатации, можно починить своими руками. Но для этого нужно знать и понимать элементы конструкции вытяжки кухонного оборудования. Читайте советы наших экспертов о том, как своими руками сделать ремонт встроенной вытяжки.
Источник