- Технология ремонта ленточного конвейера
- Ремонт средств транспортирования
- Технология ремонта ленточного конвейера
- Профилактика и ремонт ленточного конвейера и конвейрных систем
- Ремонт конвейерной ленты
- Ремонт конвейерной ленты горячей вулканизацией
- Ремонт конвейерной ленты холодной вулканизацией
- Ремонт конвейерной ленты механическим методом
- Клей для конвейерных лент
- Техническое обслуживание ленточных конвейеров
- Назначение и техническая характеристика ленточного конвейера, его устройство, техническое обслуживание, ремонт. Правила безопасности при эксплуатации, техническом обслуживании и ремонте ленточных конвейеров. Финансы: структура и механизм функционирования.
- Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
- 1. Введение
- Все производственные процессы на горных предприятиях делятся на основные и вспомогательные, связанные между собой в пространстве и во времени единой технологической схемой, предназначенной для выпуска продукции (угля и руды). Операции выполняются последовательно различными машинами в определенном темпе на основе сохранения непрерывности общего процесса.
- Машины и механизмы, используемые при организации работ на горных предприятиях, образуют технологический комплекс, т.е. технологически связанную совокупность горных машин и транспортных средств, обеспечивающих максимальную производительность добычных машин, начиная с подготовки горных работ к выемке и кончая переработкой полезного ископаемого.
- Производственный процесс заключается в действии людей и орудий производства по добыче и переработке полезного ископаемого, следовательно, в состав производственного процесса входит не только монтаж и эксплуатация оборудования, но и работы по поддержанию его в исправном состоянии.
- Высокую производительность труда при использовании горных машин и оборудования можно достигнуть только при условии высококачественного монтажа, технического обслуживания и ремонта, гарантирующих надежную и долговечную работу.
- 2. Общая часть
- 2.1 Краткая характеристика предприятия
- Шахта «Ударник» построена в дореволюционный период в 1905 году. В период войны 1941-1945 годов была полностью разрушена и затоплена. В 1953 году после восстановления и реконструкции шахта введена в эксплуатацию с проектной мощностью 300 тыс. тонн.
- Уголь марки А, добываемый на шахте используется как энергетическое топливо. В геологическом строении месторождения принимают участие отложения среднего карбона и четвертичные образования.
- Шахтой разрабатывается пласт «Ремовский», который имеет преимущественное простое строение, мощностью 0,9-1,1м, залегание пологое 5-10 градусов.
- Кровля пласта — сланец песчаный до песчано-глинистого, почва-сланец песчаный. Пластово-промышленная зольность 22%. Глубина залегания 670м, в пределах шахтного поля наблюдается размыв пласта, коэффициент водообильности 4,4м. куб суточной добычи, пласт не опасен по пыли и выбросам.
- Пласт «Ремовский» вскрыт вертикальным стволом глубиной 612м, вентиляционной скважиной диаметром 2,3м, глубиной 546м.
- Подготовка поля — этажная горизонтная. Система разработки — столбовая: длинными столбами по восстанию пласта.
- Выемка угля в лавах осуществляется механизированными комплексами КМ-88, комбайнами 1К-101У.
- По состоянию на 1.01.2009г. на шахте в работе находится две лавы:
- 2.2 Сведения об участке прохождения практики
- Служба главного механика организовывает ремонт забойного оборудования. В ведении главного механика (механической службы) находится все механическое оборудование.
- Основные задачи, которые решают ремонтные службы предприятия, сводятся к следующему:
- организация качественного технического обслуживания, осмотров и ремонтов оборудования;
Технология ремонта ленточного конвейера




Ремонт средств транспортирования
Ремонт ленточных транспортеров. Наиболее изнашиваемой и чаще всего ремонтируемой частью транспортеров является транспортерная лента. Ремонт ленты осуществляют вулканизацией, склеиванием или заменой значительно поврежденных участков.
Перед ремонтом ленту очищают от пыли и грязи, а при наличии влаги ее осушают. Намечают границы срезаемой части и ножом срезают резиновую обкладку до тканевой основы. Ремонтируемый участок обрабатывают металлической щеткой, протирают бензином и промазывают клеем 2 раза. После высыхания накладывают невулканизированную резину, прикатывают роликом и вулканизируют в прессе с обогревом при температуре 145-155°С в течение 15-20 мин под давлением 0,09-0,12 МПа. Более простым и чаще применяемым на предприятиях способом ремонта транспортных лент является способ сшивания сыромятью. При этом на срезанное место нашивается требуемой толщины накладка. Для восстановления гибкости место с нашитой накладкой желательно пропустить между валками или обстучать деревянным молотком.
Сшивание сыромятью применяют и для соединения концов ленты. Возможно соединение концов ленты встык.
При замене изношенной ленты на новую следует помнить, что новая лента во время работы растягивается, поэтому ее нужно предварительно вытянуть. Для вытягивания ленту перекидывают через барабан и на 3-4 дня к концам подвешивают грузы из расчета 28-35 кг на 1 см 2 сечения ленты.
Ремонт норий, цепных элеваторов. При работе норий и цепных элеваторов наиболее часто встречающимися неисправностями являются чрезмерное растяжение или обрыв цепей ленты, задевание ковшей за стенки норийных труб, изнашивание или обрыв ковшей, неравномерное изнашивание деталей редуктора, валов, звездочек и барабанов. Ремонт ленты осуществляют так же, как лент транспортеров. Ремонт норийных труб заключается в исправлении мелких повреждений, устранении пыления, замене прокладок. При более серьезных повреждениях труб снимают ленту с ковшами, разбирают трубы и ремонтируют или заменяют поврежденные элементы.
Ремонт ковшей проводят, исправляя форму на шаблоне. Болты для крепления ковшей устанавливают шайбой внутрь ковша, затягивают гайкой и для предотвращения откручивания устанавливают контргайку.
Ремонт винтовых транспортеров. К основным дефектам винтовых транспортеров относятся повреждения витков шнека и кожуха желоба. Смятые и деформированные витки шнека выправляют на оправке деревянным молотком или заменяют на новые. Для изготовления новых витков используют сталь толщиной 2-3 мм.
Новые витки вырезают по шаблону или по разметке в виде колец, которые затем разрезают и растягивают на требуемый шаг витка. Заготовленные спирали надевают на трубу и соединяют их между собой сваркой, заклепками или накладками с болтами. К трубе, валу приваривают витки непосредственно или через закрепленные на валу планки.
Изношенный желоб винтового транспортера ремонтируют установкой заплат. На места кожуха, изнашиваемые в большей степени, целесообразно устанавливать сменные гильзы.
Основные неисправности транспортеров и способы устранения указаны в табл. 17, неисправности норий — в табл. 18, а неисправности винтовых транспортеров — в табл. 19.
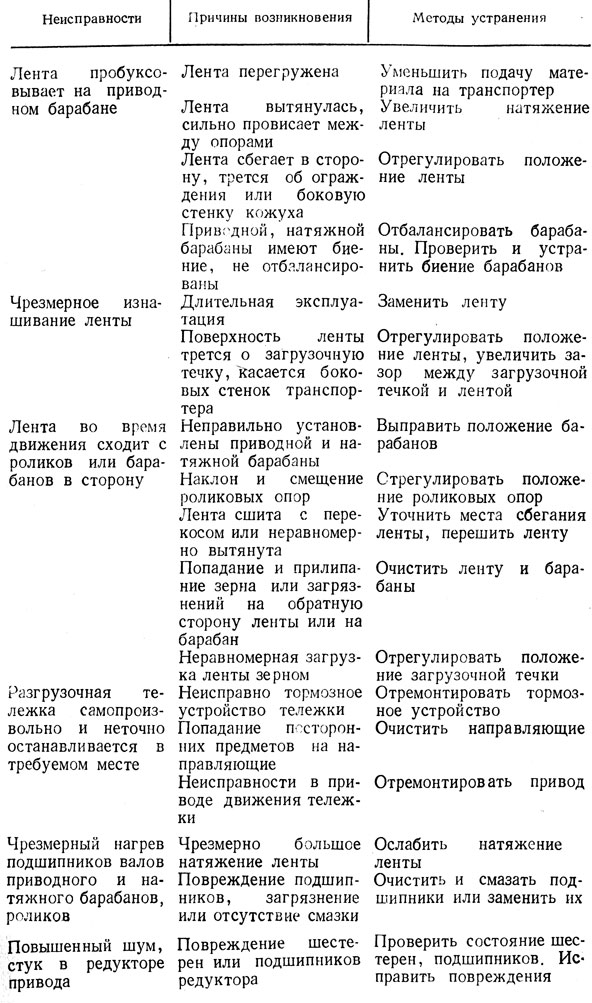
Таблица 17. Основные неисправности ленточных транспортеров и методы их устранения
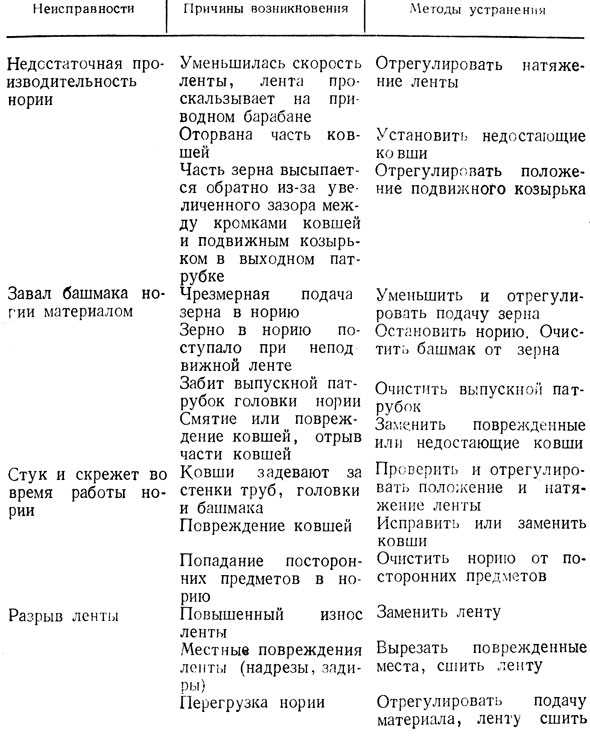
Таблица 18. Основные неисправности норий и методы их устранения
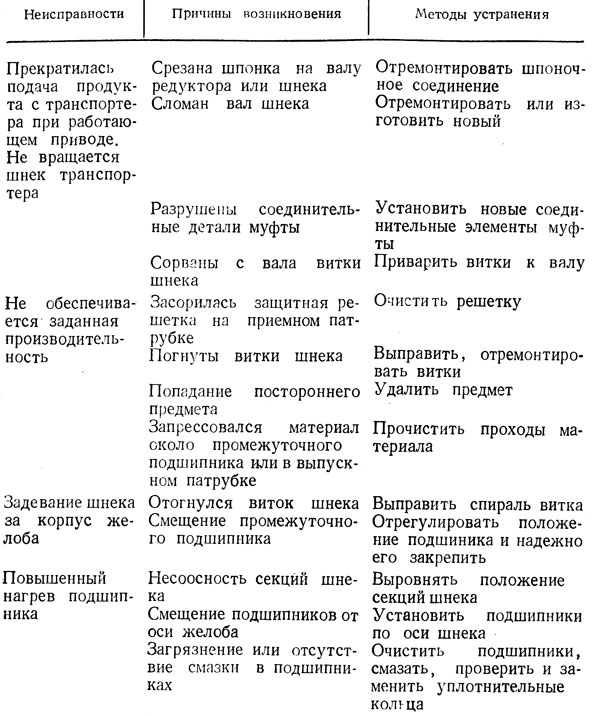
Таблица 19. Основные неисправности винтовых транспортеров и методы их устранения
Источник
Технология ремонта ленточного конвейера
Наши телефоны:  Наша почта: gustaprom@mail.ru
Наша почта: gustaprom@mail.ru
Профилактика и ремонт ленточного конвейера и конвейрных систем

Как показывает практика, надежность и стабильность работы конвейерных систем на прямую зависит от регулярности с которой проводятся регламентные профилактическиие работы.
Обученные специалисты в обязательном порядке должны проводить профилактический осмотр, диагностику, плановое техническое обслуживание и текущий ремонт ленточного конвейера, конвейерной системы.
Перечень и периодичность проведения профилактических работ на каждый тип конвейера должны быть описаны в паспорте или инструкции по эксплуатации на изделие и устанавливаются производителем. Выполнение этих требований также обусловлено гарантийными обязательствами производителя.
Профилактические работы должны проводиться строго в соответствии с установленным графиком. График составляется на определенный период и должен быть согласован с производственным процессом и утвержден руководителем подразделения, где эксплуатируется конвейер. В график включаются все периодические работы ежедневные, недельные, месячные и т.д.
Проведение профилактических работ должно фиксироваться документально с описанием перечня выполненных работ. В документе должны указываться дата проведения работ, планируемые работы, фактически выполненные работы, а также фамилии и подписи лиц проводивших профилактические работы.
Ответственность за соблюдением сроков и качества выполнения профилактических работ лежит на предприятии, где эксплуатируется конвейер.
Своевременное выполнение и качество профилактических позволит увеличить долговечность работы конвейерных систем.
Компания ООО «Густа» оказывает услуги по диагностированию проблем и проведению профилактических работ на предприятии заказчика. Для консультации или заказа работ звоните по нашим телефонам!
Чуть ниже мы расскажем об основных поломках ленточного конвейера и дадим пару советов по профилактике и ремонту ленточного конвейера.
Источник
Ремонт конвейерной ленты

Тяжкие эксплуатационные условия, а также человеческий фактор зачастую становятся основными причинами преждевременного износа ленты транспортера. Несмотря на разный характер повреждений, в случае появления любых признаков износа, эксплуатировать этот рабочий орган запрещается. Такой запрет устанавливается для того, чтобы не допустить на производстве возникновения опасных аварийных ситуаций, а также для того, чтобы избежать поломок других составных частей механизма.
На разных предприятиях лента транспортера может быть различной длины и ширины, поэтому менять полотно целиком, в том случае, если оно имеет большие габариты, попросту нецелесообразно. В подобных случаях намного эффективнее и экономичнее будет произвести ремонт конвейерной ленты, то есть заменить поврежденный участок на новый. При этом, замене подлежит как резинотросовая лента, так и резинотканевая лента, а сама работа может быть выполнена одним из данных способов:
- Горячей вулканизацией
- Холодной вулканизацией
- Механическим методом
Собственно, ремонт конвейерной ленты, вне зависимости от конкретного способа, подразумевает полное удаление испорченного участка. Поврежденный элемент, как правило, вырезается. На его место подбирается новый аналогичный по размерам кусок ленты с учетом нахлёста. При этом, материал изготовления нового элемента в обязательном порядке должен соответствовать характеристикам предыдущего. То есть, нужно выбирать конвейерную ленту точно такой резиновой смеси и конструкции.
Ремонт конвейерной ленты горячей вулканизацией

Пожалуй, наиболее эффективным способом, при помощи которого можно произвести ремонт конвейерной ленты — это горячая вулканизация. Тем не менее, не каждая компания может позволить себе использовать именно этот метод. Дело в том, что он достаточно долгий и технически сложный. Для его выполнения требуется не только соблюдение определенных климатических условий, например как температура воздуха, но еще и наличие специального оборудования — вулканизационного пресса.
Сам способ замены полотна горячей вулканизацией выполняется при помощи особого клеящего вещества. Кстати говоря, клей для конвейерных лент может иметь разный состав, в зависимости от конкретного производителя. Собственно, клеящий состав наносится прямо на стыковые концы участков лент, после чего склеенные элементы помещаются в пресс и там вулканизируются под воздействием давления и температуры в течение какого-то времени, что позволяет получить такие преимущества как:
- Очень высокие прочностные характеристики соединения
- Отсутствие всевозможных стыковых прорезей и отверстий
- Возможность проведения ремонта даже в минусовую температуру
Ремонт конвейерной ленты холодной вулканизацией

Провести ремонт конвейерной ленты холодной вулканизацией немного проще, чем предыдущим методом, поскольку в этом случае наличие специализированного оборудования в виде вулканизационного пресса уже не требуется. Собственно, благодаря этой особенности, данный способ используется намного чаще. Тем не менее, у него тоже есть свои недостатки, например, его нельзя применять если в рабочем цехе имеется большая влажность, а воздух в помещении очень сильно запыленный.
Для выполнения этого процесса так же понадобится клей для конвейерной ленты, но в этом случае он потребуется еще 10%-й специальный отвердитель. Перед самой работой нужно очистить поверхность ленты влажной тканью. После обработки рабочий орган должен полностью высохнуть и лишь после на него наносят клей и отвердитель, интенсивно втирая в поверхность. Эта смесь сохнет 6-8 часов, а после стыки прокатывают роликами. За счет этих процессов можно добиться следующего:
- Уменьшить время на ремонт участка
- Получить высокопрочный стык
- Избежать прорезей и отверстий в стыках
Ремонт конвейерной ленты механическим методом

Ремонт конвейерной ленты механическим методом позволяет устранить дефекты на несущем органе транспортера в крайне сжатые сроки без применения специализированных прессовальных устройств. При этом, данный способ не требует соблюдения определенных климатических условий в цехе. Механическая стыковка конвейерных лент подразумевает использование лишь крепежных металлических деталей и соответствующих инструментов для осуществления быстрой замены.
Технологический процесс выполнения подобного метода достаточно прост и включает в себя всего лишь несколько этапов. Первоначально торцы всех соединяемых участков нужно выровнять, расположив их под прямым углом для обеспечения ровного стыка. Затем следует выбрать метод стыковки: ленты можно наложить внахлест, либо же присоединить торцами с помощью металлических крепежных элементов, например, замков или болтов. Такой способ подразумевает следующие плюсы:
- Работа производится максимально быстро
- Не нужно использовать сложное оборудование
- Расходные детали имеют небольшую цену
Клей для конвейерных лент

Клей для конвейерных лент, в зависимости от производителя, может иметь разный химический состав, однако его основные свойства остаются одинаковыми. Такое вещество способно скреплять не только каучуковые изделия, но также изделия из поливинилхлорида, полиуретана и нейлона. Таким образом, использование этой смеси позволит очень надежно и быстро скрепить практически весь спектр резинотехнических изделий, в том числе любых лент для транспортерных установок.
Примечательно, что клей для конвейерных лент используется и при холодной и при горячей вулканизации как резинотканевых, так и резинотросовых полотен. После его полного высыхания он способен обеспечить прочность стыка, равную 90% от первоначальной, а саму работу на отремонтированной ленте можно начинать всего спустя 4 часа после его нанесения на поверхность. При этом, клей не требует долгосрочного сжатия — достаточно только лишь пройти роликом или обстучать стык.
Однако, ремонт конвейерной ленты с помощью клеящей смеси имеет и недостатки. Так, например, выполнить перестыковку поверхностей после склеивания уже не получится, поэтому следует тщательно убедиться в их полном соответствии по размерам и правильному прилежанию. Кроме того, уже активированный клей начинает густеть уже через 15-10 минут, что существенно мешает его нанесению, поэтому производить смазку торцов изделий нужно будет за максимально сжатые сроки.
Тем не менее, именно клей для конвейерной ленты позволяет практически в полной мере вернуть ее прочностные характеристики и надежно скрепить соединяемые им участки. Однако, оба технологических процесса с применением клея являются трудоемкими и обычно осуществляются специальными ремонтными бригадами. Кстати говоря, все опытные мастера советуют иметь про запас несколько кусков ленты с соответствующими характеристиками на случай преждевременного ее износа.
Источник
Техническое обслуживание ленточных конвейеров
Назначение и техническая характеристика ленточного конвейера, его устройство, техническое обслуживание, ремонт. Правила безопасности при эксплуатации, техническом обслуживании и ремонте ленточных конвейеров. Финансы: структура и механизм функционирования.
| Рубрика | Производство и технологии |
| Вид | отчет по практике |
| Язык | русский |
| Дата добавления | 10.05.2011 |
| Размер файла | 965,8 K |

Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Размещено на http://www.allbest.ru/
Отчет по практике
- 1. Введение
- 2. Общая часть
- 2.1 Краткая характеристика предприятия
- 2.2 Сведения об участке прохождения практики
- 3. Специальная часть
- 3.1 Назначение и техническая характеристика ленточного конвейера
- 3.2 Устройство и работа ленточного конвейера
- 3.3 Техническое обслуживание и ремонт ленточного конвейера
- 3.4 Правила безопасности при техническом обслуживании и ремонте ленточного конвейера
- 4. Экономическая часть
- 4.1 Финансы: структура и механизм функционирования
- Список использованной литературы
1. Введение
Все производственные процессы на горных предприятиях делятся на основные и вспомогательные, связанные между собой в пространстве и во времени единой технологической схемой, предназначенной для выпуска продукции (угля и руды). Операции выполняются последовательно различными машинами в определенном темпе на основе сохранения непрерывности общего процесса.
Машины и механизмы, используемые при организации работ на горных предприятиях, образуют технологический комплекс, т.е. технологически связанную совокупность горных машин и транспортных средств, обеспечивающих максимальную производительность добычных машин, начиная с подготовки горных работ к выемке и кончая переработкой полезного ископаемого.
Производственный процесс заключается в действии людей и орудий производства по добыче и переработке полезного ископаемого, следовательно, в состав производственного процесса входит не только монтаж и эксплуатация оборудования, но и работы по поддержанию его в исправном состоянии.
Высокую производительность труда при использовании горных машин и оборудования можно достигнуть только при условии высококачественного монтажа, технического обслуживания и ремонта, гарантирующих надежную и долговечную работу.
2. Общая часть
2.1 Краткая характеристика предприятия
Шахта «Ударник» построена в дореволюционный период в 1905 году. В период войны 1941-1945 годов была полностью разрушена и затоплена. В 1953 году после восстановления и реконструкции шахта введена в эксплуатацию с проектной мощностью 300 тыс. тонн.
Уголь марки А, добываемый на шахте используется как энергетическое топливо. В геологическом строении месторождения принимают участие отложения среднего карбона и четвертичные образования.
Шахтой разрабатывается пласт «Ремовский», который имеет преимущественное простое строение, мощностью 0,9-1,1м, залегание пологое 5-10 градусов.
Кровля пласта — сланец песчаный до песчано-глинистого, почва-сланец песчаный. Пластово-промышленная зольность 22%. Глубина залегания 670м, в пределах шахтного поля наблюдается размыв пласта, коэффициент водообильности 4,4м. куб суточной добычи, пласт не опасен по пыли и выбросам.
Пласт «Ремовский» вскрыт вертикальным стволом глубиной 612м, вентиляционной скважиной диаметром 2,3м, глубиной 546м.
Подготовка поля — этажная горизонтная. Система разработки — столбовая: длинными столбами по восстанию пласта.
Выемка угля в лавах осуществляется механизированными комплексами КМ-88, комбайнами 1К-101У.
По состоянию на 1.01.2009г. на шахте в работе находится две лавы:
техническое обслуживание ленточный конвейер
Лава №19 оборудованная мехкомплексом КМ-88, целиковая лава 16 горизонта, оборудованная индивидуальной крепью и комбайном «Кировец» с шириной захвата 1,0м.
Транспортировка угля по лавам производится скребковыми конвейерами СП-87ПМ и СП-202. В соответствии с типовыми технологическими схемами режим работы лав — три смены по добыче и одна ремонтно-подготовительная. Лавы обслуживают сменные комплексные бригады.
Транспортировка угля от очистных забоев до основных откаточных выработок производится ленточными конвейерами 1Л-80. По основным откаточным штрекам уголь транспортируется в вагонетках ВГ-1,4 электровозами типа К-10-600.
Подготовительные выработки проходятся буро0взрывным способом узким забоем. Бурение шпуров производится электрическими сверлами ЭБГП и СЭР. Погрузка горной массы осуществляется породопогрузочными машинами 1ППН-5, 1ППН-2, 2ППБ-2Б.
Крепление горных выработок производится металлической арочной крепью АП-3 и железобетонными стойками с металлическими верхняками ДонУГИ. Затяжка боков и кровли осуществляется железобетонной затяжкой. Транспортировка горной массы при прохождении подготовительных выработок осуществляется конвейерами СП-202, 1Л-80, канатной откаткой в вагонетках ВГ-1,4.
Настилка рельсового пути производится из рельс Р-24.
Производственная мощность шахты установлена приказом 350 тыс. тонн антрацита в год. Максимальная глубина ведения горных работ-800м.
Шахта «Ударник» отнесена по газу ко второй категории, по пыли и внезапным выбросам не опасна.
Схема проветривания шахты-центрально-отнесенная, способ проветривания-всасывающий. Проветривание осуществляется вентиляторной установкой ВЦ-31,5, установленной на вентиляционной скважине диаметром 2,3м, пробуренной с поверхности. Все горные выработки, очистные забои обеспечиваются потребным количеством воздуха, температурный режим в действующих горных выработках не превышает допустимой нормы +18. Производительность вентустановки ВЦ-31,5 максимальная 10000м. куб/мин депрессия 290 мм вод. ст. Вентиляционная скважина диаметром 2,3м глубиной 546м оборудована аварийным подъемом, подъемная установка Ц-1,6*1,2
Главный ствол шахты глубиной 242м-грузовой, воздухопадающий, оборудован подъемной установкой НКМЗ 2*4*1,8, служит для выдачи угля и породы с горизонта 217м.
Вертикальный клетевой ствол глубиной 612м оборудован двух и одноклетевым подъемами. Двухклетевой подъем предназначен для выдачи угля, оборудования трехэтажными клетями на вагонетку ВГ-1,4.
Одноклетевой подъем с противовесом предназначен для спуска-подъема людей, вспомогательных операций, выдачи породы. Диаметр ствола 6,5м, сечение на свету 33,2м. кв. Крепление бетонное.
Водоотливное хозяйство шахты состоит из шести насосных установок, которые расположены на горизонтах 217м, 612м,17,18гор. пл.
Средний приток воды по всем водоотливам шахты составляет 405м. куб/час, коэффициент водообильности-7,7 м. куб/тонну добычи. Сброс шахтной воды производится по балкам Ореховая и Дубовая в реку Крынка.
Поверхностный комплекс шахты представлен надшахтными зданиями скипового ствола, клетевого ствола, погрузочными бункерами, угольным складом, котельными, вспомогательными цехами, ремонтно-механическими мастерскими, электроподстанцией, административно-бытовым комбинатом.
2.2 Сведения об участке прохождения практики
Служба главного механика организовывает ремонт забойного оборудования. В ведении главного механика (механической службы) находится все механическое оборудование.
Основные задачи, которые решают ремонтные службы предприятия, сводятся к следующему:
организация качественного технического обслуживания, осмотров и ремонтов оборудования;
Источник