- ФРИКЦИОННЫЕ ГАСИТЕЛИ КОЛЕБАНИЙ
- Назначение и виды гасителей колебаний
- Устройство фрикционных гасителей колебаний
- Фрикционный гаситель колебаний для тележек грузовых вагонов модели 18-100
- Гаситель колебаний трехосной тележки УВЗ-9М
- Фрикционный гаситель колебаний пассажирских тележек
- Обслуживание и ремонт гидравлических гасителей

ФРИКЦИОННЫЕ ГАСИТЕЛИ КОЛЕБАНИЙ
Назначение и виды гасителей колебаний
Качество рессорного подвешивания вагонов определяется гибкостью их упругих элементов (рессор, пружин). Чем более гибки рессоры, тем лучше они смягчают толчки, возникающие при движении вагона по неровности пути. Однако с увеличением гибкости рессор возрастают свободные колебания кузова, поэтому кузов вагона будет долго раскачиваться на рессорном подвешивании. Для гашения этих колебаний в рессорном подвешивании тележек грузовых и пассажирских вагонов наряду с пружинами применяют особые устройства, называемые гасителями колебаний. Работая одновременно с пружинами, гасители колебаний создают диссипативные (рассеивающие) силы, необходимые для гашения или ограничения амплитуд колебаний вагона или его частей при резонансе.
По виду диссипативных сил основные конструкции гасителей колебаний, применяемые в вагонах, можно разделить на следующие группы:
- фрикционные, работающие за счет сухого трения;
- гидравлические, работающие за счет вязкого трения, возникающего при перетекании масла через узкие калиброванные отверстия;
Резиновые рессоры и пневморессоры имеют диссипативные силы, аналогичные силам сопротивления вязкого трения.
Листовые рессоры относятся к фрикционным гасителям с сухим трением.
Кроме перечисленных основных типов гасителей колебаний, имеются гасители, создающие силы сопротивления вязкого и сухого трения (резинофрикционные, резиногидравлические и др.).
Устройство фрикционных гасителей колебаний
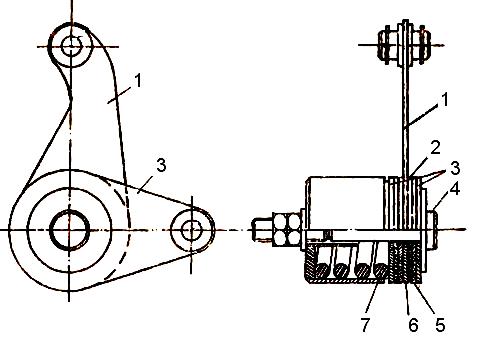
Гаситель колебаний с постоянной силой трения показан на рисунке.
В пазах 5 надрессорной балки с каждой стороны вмонтирован башмак 2, в котором помещены стакан 3 и пружина 4. Стакан 3 прижат пружиной 4 к фрикционной планке 1 боковой рамы тележки. Сила трения этого гасителя возникает при относительном перемещении стакана 3 и фрикционной планки 1. Величина силы трения зависит от усилия предварительного сжатия пружины и её жёсткости, а также от коэффициента трения между стаканом и фрикционной планкой.Существенным недостатком фрикционных гасителей с поступательным движением частей является неравномерный износ их частей в процессе эксплуатации, вследствие чего изменяется характеристика гасителя.
Этих недостатков не имеет дисковый фрикционный гаситель колебаний, изображенный на следующем рисунке.
Дисковый фрикционный гаситель колебаний с постоянной
силой трения: 1, 3 – поводок; 2 – фрикционная прокладка;
4 – болт; 5 – резиновая прокладка; 6 – диск; 7 – пружина
Такой гаситель имеет стальной диск 6, соединенный с поводком 1, который при помощи пружины 7, болта 4, поводков 3 и резиновых прокладок 5 зажат между двумя фрикционными прокладками 2 из асбестовой массы. Поводками 1 или 3 гаситель крепится к рессорному подвешиванию вагона. При относительном перемещении поводков 1, 3 и соответственно диска 6 и прокладок 2 возникают силы трения постоянной величины. Сила трения регулируется сжатием пружин 7.
Фрикционный гаситель колебаний для тележек грузовых вагонов модели 18-100
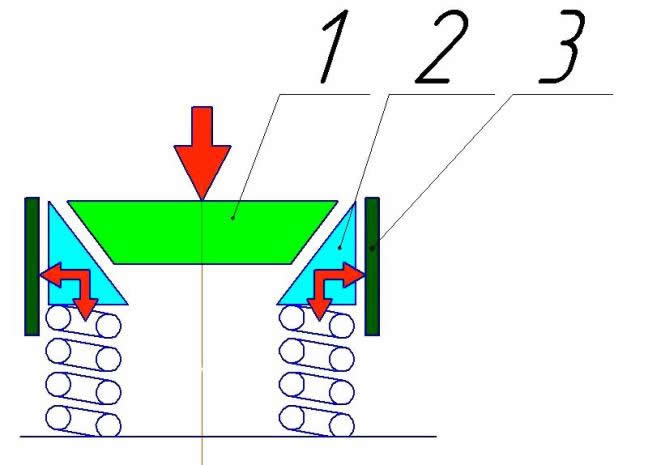
Наибольшее распространение в тележках грузовых вагонов получил клиновый фрикционный гаситель колебаний. Принцип его действия показан на рисунке. Он состоит из двух клиньев 2, на которые сверху опирается надрессорная балка тележки 1; в этом месте надрессорная балка имеет наклонные поверхности (показана зеленой трапецией). Благодаря наклонной поверхности вертикальная сила раскладывается на две составляющие. Горизонтальная составляющая порождает силу трения между клином и специальной фрикционной планкой 3. Вследстивие трения и гасятся колебания.
Клиновой гаситель колебаний, имеющий силы трения, пропорциональные перемещениям, но различной величины для нисходящего и восходящего движений, применён практически во всех тележках грузовых вагонов. Силы трения в этих гасителях возникают при относительном вертикальном и горизонтальном перемещениях трущихся поверхностей клиньев 1 по фрикционным планкам 2, укреплённым на колонках боковых рам тележки. Следовательно, клиновые гасители могут гасить вертикальные и горизонтальные колебания . Они отличаются простотой конструкции, надёжностью в эксплуатации и широко применяются в тележках грузовых вагонов.
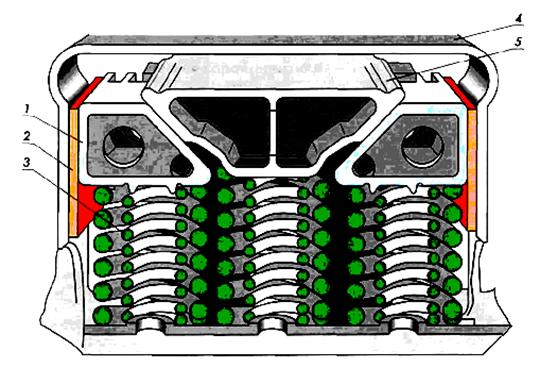
Фрикционный клиновой гаситель колебаний тележки модели 18-100:
1 – фрикционный клин; 2 – фрикционная планка; 3 – пружины рессорного
комплекта; 4 – боковая рама тележки; 5 – надрессорная балка тележки
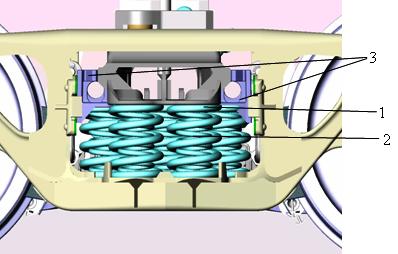
На данном рисунке хорошо видны фрикционные клинья (фиолетовым цветом)

На фото показаны фрикционные планки, приклепанные к центральному проему боковой рамы
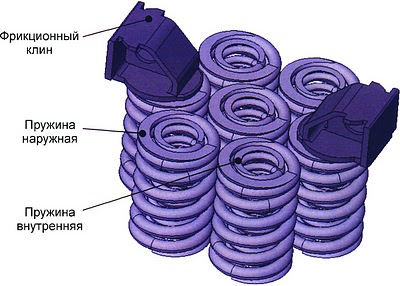
А это — фрикционные клинья, лежащие на крайних пружинах рессорного комплекта

На этой фотографии хорошо видны и клинья и фрикционные планки.
Кликните по рисунку, если хотите посмотреть крупнее
Гаситель колебаний трехосной тележки УВЗ-9М
На рисунке приведен гаситель колебаний 3-осной тележки типа УВЗ-9М.
Гаситель колебаний трехосной тележки УВЗ-9М:
1 — прокладка; 2 — нажимной конус: 3 — раздвижные клинья; 4 — опорное кольцо; 5 — пружина; 6 — стакан
Этот гаситель имеет переменные силы трения, пропорциональные перемещениям. Нагрузка от надрессорной балки тележки через прокладку 1 и нажимной конус 2 передаётся на два раздвижных клина 3. При деформациях рессорного комплекта эти раздвижные клинья перемещаются внутри стакана 6, прижимаясь к последнему, благодаря чему между их цилиндрическими поверхностями развиваются силы трения. Восстановление сжатого гасителя обеспечивается пружиной 5, размещённой между фланцем стакана 6 и опорным кольцом 4.
Фрикционный гаситель колебаний пассажирских тележек
В буксовом подвешивании тележек типов КВЗ-5, КВЗ-ЦНИИ, ТВЗ-ЦНИИ-М пассажирских вагонов установлены фрикционные гасители, размещённые внутри наружных пружин 11 буксового рессорного подвешивания.
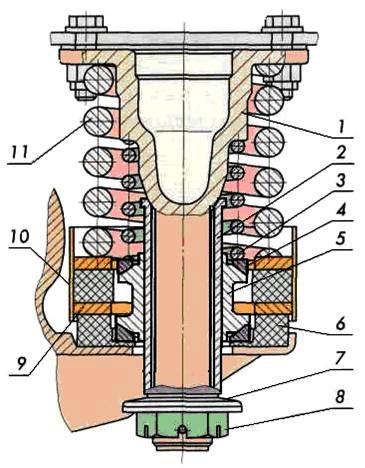
Фрикционный гаситель колебаний тележки КВЗ-ЦНИИ с переменной силой трения: 1 – шпинтон; 2 – втулка шпинтона; 3 – внутренняя пружина; 4 – нажимное кольцо; 5 – фрикционный сектор; 6 – резиновая прокладка; 7 – тарельчатая рессора; 8 – корончатая гайка; 9 – металлическая прокладка; 10 – кожух; 11 – наружная пружина
В этом гасителе имеется втулка шпинтона 2, надетая на шпинтон 1 рамы тележки. Вокруг втулки расположены шесть фрикционных конусных секторов 5. В комплект гасителя входят: верхнее и нижнее опорные (нажимные) кольца 4, внутренняя пружина 3. Упругие элементы подвешивания совместно с гасителями колебаний амортизируют толчки, уменьшают динамические силы и повышают плавность хода. Принцип действия гасителя колебаний основан на возникновении сил трения между фрикционными секторами 5 и втулкой шпинтона 2 при их взаимных смещениях во время колебаний рамы тележки относительно буксы. Под давлением пружины 3 конусные нажимные кольца 4 прижимают секторы 5 к втулке 2. Сила прижатия секторов 5 к втулке шпинтона 2 определяется жёсткостью внутренней пружины 3 и углом наклона опорных поверхностей колец 4 и секторов 5. На нарезную часть шпинтона 1 навёртывается корончатая гайка 8, под которую ставится тарельчатая рессора 7, предназначенная для фиксации втулки шпинтона 2. Отличие от всех предыдущих гасителей в том, что клинья здесь не раздвигаются, а наоборот ссдвигаются, прижимаясь к фрикционной втулке.
Для уменьшения высокочастотных колебаний рамы и снижения шума под наружную пружину 11 ставят по две резиновые прокладки 6, защищаемые от истирания металлическими кольцами 9. Причём верхнее кольцо сварено за одно целое с кожухом 10.
Расположение частей гасителя колебаний внутри пружины 11 затрудняет его осмотр и смену в процессе эксплуатации вагона.
Одним из основных недостатков всех фрикционных гасителей колебаний является то, что они имеют большие силы трения покоя, препятствующие прогибам рессорного подвешивания, когда величина возмущающей силы меньше силы трения самого гасителя.
Источник
Обслуживание и ремонт гидравлических гасителей
Обслуживание гасителей колебаний производится в эксплуатации при выполнении ТО-1, ТО-2 и ТО-3.
Гасители колебаний необходимо осмотреть и проверить их крепление. При обнаружении подтеков масла, потертостей кожухом на корпусе на длине более 30 мм, ослаблении крепления верхней головки, выдавливания резиновых втулок и головок, трещин в кронштейнах, заклинивания штока — гаситель заменить.
ТР-1
При выполнении текущего ремонта ТР-1 (50 суток) гидравлические гасители колебаний проверяют прокачкой вручную, не снимая с вагона.
— освободить от крепления на тележке верхнюю головку
— вставить в головку ломик
— медленно прокачать гидродемпфер два-три раза на всю длину хода штока
Гаситель считается исправным, если поршень перемещается плавно и туго. При наличии низкого сопротивления при перемещении поршня, подтеках масла, заклинивания или отсоединения верхней головки — гаситель заменить.
Одновременно с прокачкой проверить состояние узлов крепления гидродемпфера к тележке и соединения головки со штоком. При зазоре в узле крепления более 1,8 мм заменить неисправные детали.
Ремонт гасителей колебаний производить в соответствии с «Инструкцией по содержанию и ремонту гасителей колебаний локомотивов и вагонов электропоездов».
ТР-2
При выполнении текущего ремонта ТР-2 гидравлические гасители колебаний необходимо снять с вагона электропоезда, очистить, обмыть и протереть. Ремонт гидравлических гасителей проводить в соответствии с инструкцией по ремонту.
Собранные после ремонта гидравлические гасители с втулками в крепительных головках испытать на стенде со снятием рабочей диаграммы.
Гасители, прошедшие испытания, маркировать. На предварительно зачищенной поверхности корпусной головки выбить условный номер депо, букву «Р», означающую ревизию, месяц и две последние цифры года. Маркировку проводить с внешней стороны головки гасителя, сохраняя маркировку завода-изготовителя. Гасители колебаний выдержать в течение не менее двух часов в горизонтальном положении для выявления возможных неплотностей.
ТР-3
Гидравлические гасители снять, разобрать, очистить, промыть, тщательно осмотреть, негодные детали заменить. Ремонт гасителей производить в соответствии с требованиями «Инструкции по содержанию и ремонту гасителей колебаний локомотивов и вагонов электропоездов» и инструкции завода-изготовителя.
Корпус гасителя, штоковую головку, защитный кожух, гайку корпуса промыть щелочным моющим раствором или керосином, осушить, осмотреть и обмерить. Шток в сборе с клапаном, цилиндр, днище цилиндра с клапаном (клапан нижний), направляющую и сальниковую обойму промыть керосином или керосиновой эмульсией в отдельной камере, осушить и произвести контрольные измерения. На цилиндрических рабочих поверхностях штока с поршнем не допускаются местные задиры, вмятины, выбоины глубиной более 1 мм.
Направляющую штока восстановить наплавкой электродами марки ОЗЧ-1, ОЗЧ-2, ЦЧ-2, ЦЧ-4 или запрессовкой втулки с последующей механической обработкой по диаметру до чертежных размеров. Риски, задиры, вмятины на рабочих и сопрягаемых поверхностях направляющей со штоком и цилиндром не допускаются.
Штоки восстанавливать наплавкой или напылением, осталиванием, хромированием. Шероховатость рабочей поверхности должна соответствовать чертежу.
Цилиндрические поверхности штока не должны иметь коррозийных повреждений. Коррозию штоков и других деталей удалить пастой-смывкой и полированием. Не допускать обработку поверхностей штока наждачными полотнами и зажима его в тисках или других захватах без смягчающей прокладки, например, из меди.
Местный износ внутренней поверхности цилиндра должен быть не более 1 мм. На внутренних поверхностях цилиндра не допускаются задиры, выбоины, вмятины или отколы глубиной более 1,5 мм. Неисправный цилиндр заменить. Алюминиевые кольца, уплотняющие цилиндр, во всех случаях разборки — заменить.
Резьбовые участки штока, головки и корпуса, при необходимости, ремонтировать наплавкой с последующей нарезкой резьбы по чертежным размерам. Допускается восстанавливать резьбу головки и штока приваркой втулок после предварительной расточки и с последующим нарезанием резьбы.
В гасители залить от 900 до 1000 см 3 рабочей жидкости — масло ВМГЗ, предварительно профильтрованное через сетку. Допускается использовать смесь свежего масла ВМГЗ с восстановленным в соотношении 1:1, а также масло АМГ-10 и другие равноценные жидкости в соответствии с инструкцией.
Износ внутренней поверхности металлической втулки головок крепления не должен превышать 0,5 мм. Резиновые втулки головок гасителя заменить новыми из морозостойкой резины и установить в головках с применением клея 88 НП или другого аналогичного клея. Допускается устанавливать капроновые втулки в головки вместо резиновых и металлических при условии соблюдения геометрических размеров и качества капрона. Заменить деформированные или поврежденные резиновые кольца, уплотняющие корпус.
При сборке плотно завернуть гайку корпуса и верхнюю головку на шток. Головку закрепить стопорным винтом или пружинной шайбой, винт закернить. Установка пружинной шайбы допускается при наличии специальной выточки в торце штока глубиной, равной трем четвертям толщины шайбы и контроле затяжки резьбы.
Шток, внутреннюю поверхность металлических втулок головок покрыть жировой смазкой.
Собранный гаситель с втулками в крепительных головках испытать на стенде со снятием рабочей диаграммы.
Гасители, прошедшие испытания — маркировать.
При проведении ремонта производят полную разборку гасителя.
Разборка гасителя колебаний
Разборку гидрогасителя производить на специальном стенде по разборке и сборке гасителей.
Стенд разборки гидравлических гасителей колебаний пассажирских вагонов и электропоездов предназначен для разборки гидрогасителей при проведении ремонтных работ и замене изношенных деталей.
Стенд состоит из корпуса-верстака с расположенными на крышке силовыми механизмами и гайковёртами. В корпусе расположены приводные электродвигатели, редукторы, пневматические цилиндры, пневматические, электрические сети и маслопроводы. На передней панели верстака расположены рычаги и кнопки управления силовыми механизмами.
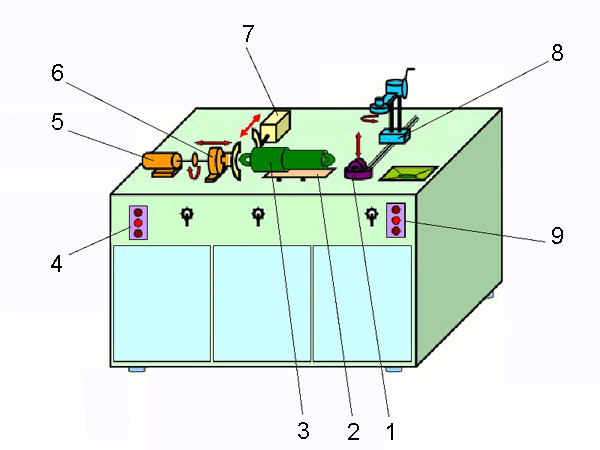
Рис.95. Схема стенда для разборки гидрогасителей
1 — вертикальный подъёмник
2 — пружинная площадка
3 — гидрогаситель
4 — пульт управления гайковертом
5 — растяжитель
6 — гайковерт
7 — двухступенчатый зажим
8 — передвижной гайковерт
9 — пульт управления передвижным гайковертом
Полная разборка гасителя производится в следующем порядке.
1. Гаситель колебаний установить на подставку стенда по разборке гасителей и отвернуть стопорный болт.
2. Зажать верхнюю головку гасители в тисках в горизонтальном положении и отвернуть и снять защитный кожух. Для этого установить на вал гайковерта квадрат и ввести в него верхнюю головку гидрогасителя. Затем зажать гидрогаситель в механизме фиксации стенда.
3. Отвернуть стопорный винт, затем отвернуть верхнюю головку гидрогасителя. Предварительно гидрогаситель растянуть на стенде с помощью механизма растяжки. Шток гидрогасителя зажать с помощью специальных оправок с бронзовыми обоймами для предотвращения задира поверхности штока.
4. Отвернуть гайку, предварительно сняв стопорную планку. Гайку открутить с помощью гайковерта и специальной насадки с выступами под прорези в гайке гидрогасителя на стенде, предварительно зажав корпус гидрогасителя.
5. Вынуть обойму сальника с шайбой, резиновым кольцом и манжетами (сальниками). Предварительно гидрогаситель освободить из механизма фиксации. После демонтажа указанных позиций слить масло в специальную емкость.
6. Вынуть цилиндр со штоком, направляющей, уплотнительным кольцом, верхним и нижним клапанами. Для выемки штока поршня из цилиндра необходимо легкими ударами по направляющей штока выбить ее из корпуса цилиндра. Затем вытащить шток с уплотнительным кольцом. Оставшуюся жидкость слить в специальную емкость.
Сальники заменяются новыми при подтеках масла через уплотнение или при механических повреждениях (выкрашивание резины и т. д.).
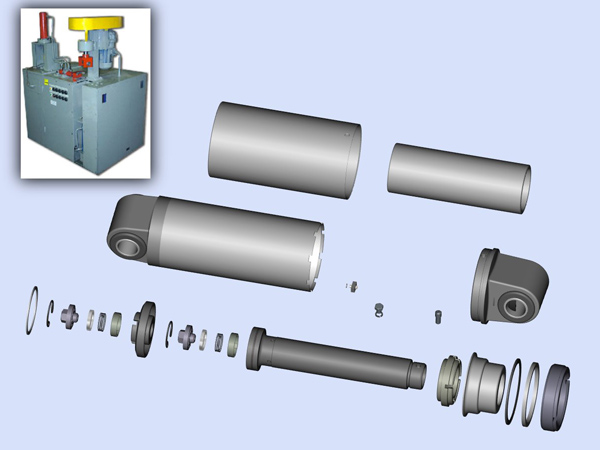
Рис.96. Разборка гидравлического гасителя колебаний
Верхний и нижний кожухи гидрогасителя промываются в щелочном растворе, остальные детали, кроме резиновых, — в мыльной эмульсий, бензине или керосине. Резиновые детали протереть.
После просушки все детали осматриваются на соответствие чертежным размерам. Все изношенные и вышедшие из строя детали ремонтируются или заменяются новыми.
Гидрогаситель заправляется маслом. Для заправки гидравлического гасителя применяется приборное масло МВП ГОСТ 1805-76 в количестве 0,9 литра.
Масло перед заправкой должно быть профильтровано через металлическую сетку.
Масло заливается во вспомогательный цилиндр, закрепленный вертикально в тисках за нижнюю головку. В цилиндр вставляется рабочий цилиндр в сборе (со штоком, корпусом сальника и верхней головкой); гайку следует затянуть.
Остальные операции по сборке гидравлических гасителей производятся в порядке, обратном порядку разборки.
Для заполнения рабочего цилиндра маслом и удаления из него воздуха собранный гидрогаситель предварительно прокачивают вручную за верхнюю головку при помощи ломика, продетого в отверстие головки.
После ручной прокачки гидрогаситель устанавливается на испытательный стенд для прокачки в течение двух минут (с целью визуальной проверки качества уплотнения прокачка гидрогасителя производится со снятым верхним кожухом). Течь масла через сальник при прокачке не допускается.
После двухминутной прокачки записывается рабочая диаграмма:
1. Все гасители, проходящие ревизию, должны подвергаться испытанию на стенде с целью проверки их работоспособности. Стенд должен иметь приспособление для записи рабочей диаграммы (усилие — перемещение) на специальный бланк.
Примечание: Испытания гасителей должны выполняться с ходом ползуна 40 ±3 мм и частотой 60 ходов в минуту.
2. Рабочая диаграмма должна иметь форму, показанную на чертеже. Гаситель считается выдержавшим испытания, если параметр «С» работоспособности гасителя, подсчитанный по размерам рабочей диаграммы, находится в пределах 110—150 кг сек/см и определяется по формуле:
С — параметр гасителя в кг сек/см
L — длина рабочей диаграммы в мм
n — число оборотов кривошипного механизма стенда в ‘об/ сек
m — масштаб записи сил в кг,/мм
Н — ход поршня в см
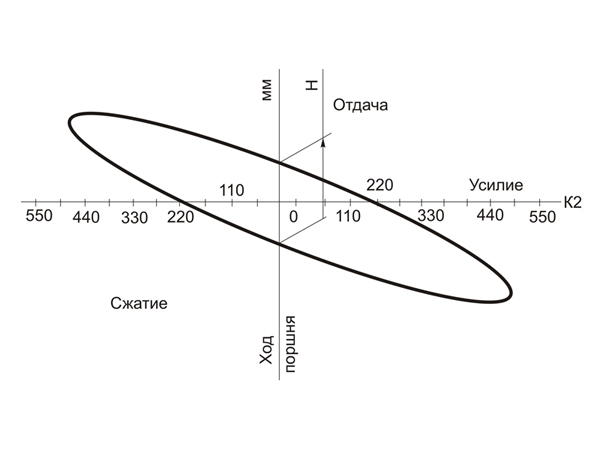
Рис.97. Рабочая диаграмма гасителя
Примечание: Температура рабочей жидкости должна находиться в пределах плюс 15÷25ºС. Параметр «С» для гасителей, находящихся в эксплуатации и при ремонте, — в пределах 90-150кг сек/см.
После испытания гидрогасителей производится проверка сальникового уплотнения путем вылеживания гидрогасителей в горизонтальном положении в течение 12 часов.
Источник