сертифицированные ВНИИЖТ- «Фаворит К» и «Фаворит Щ», внутренняя и наружная замывка вагонов.
Купить химию для мойки водного транспорта, мойка катеров
Очистка форсунок
Купить Лавр, Винс, Техникзет, промывки и очистители форсунок
Химия для катеров и яхт
Как отмыть днище катера и яхты своими руками, купить химию
Ремонт и изготовление
Шлифовка гребных винтов катеров, химия для очистки винтов и днища
О форсунках
Купить бензиновые и дизельные форсунки в ассортименте
О ультразвуке
ЧАСТЬ ТРЕТЬЯ Ремонт автомобиля
Технология и организация ремонта автомобилей
Глава 42. Ремонт деталей заднего моста и тормозной системы
Ремонт деталей главной передачи и дифференциала
Основными дефектами являются износы: зубьев шестерен, шипов крестовины дифференциала, шеек под подшипники на валах и коробке дифференциала, конусов и шпоночных пазов или шлицев полуосей, торцовых поверхностей сателлитов и полуосевых шестерен, мест посадки подшипников и ступиц колес, сальников.
Для выявления и устранения дефектов производят частичную или полную разборку главной передачи и дифференциала. При эксплуатационных ремонтах обычно заменяют поврежденные сальники и износившиеся подшипники. Шестерни заменяют при наличии большого износа или поломки зубьев. Для получения правильного зацепления зубьев необходимо сопряженные шестерни заменять одновременно.
Устранение осевого зазора в подшипниках главной передачи и дифференциала, а также регулировку зацепления шестерен производят способами, указанными в главе 17.
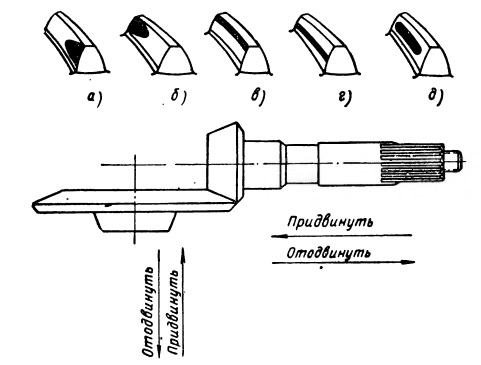
Проверку зацепления шестерен главной передачи производят на краску; для этого на рабочие поверхности двух соседних зубьев ведомой шестерни наносят тонкий слой краски, разведенной в масле. При провертывании ведущего вала то в одну, то в другую сторону на закрашенных зубьях ведомой шестерни в местах соприкосновения с зубьями ведущей шестерни остаются чистые участки-пятна контакта (рис. 180).
При правильном зацеплении шестерен пятна кантакта должны располагаться симметрично на обеих окрашенных поверхностях и так, как показано на рис. 180, а (при небольшой нагрузке) или на рис. 180, б (при полной нагрузке).
Если пятна контакта расположены у узкой части зуба (рис. 180, в), нужно ведомую шестерню отодвинуть от ведущей. Если боковой зазор между зубьями при этом будет велик, придвинуть ведущую шестерню.
При расположении пятен контакта у широкой части зуба (рис. 180, г) надо придвинуть ведомую шестерню к ведущей. Если при этом получится слишком малый боковой зазор, отодвинуть ведущую шестерню.
Если пятна контакта расположены у вершины зуба (рис. 180, д), придвинуть ведущую шестерню к ведомой; при слишком малом боковом зазоре надо отодвинуть ведомую шестерню.
Рис. 180. Пятна контакта на зубьях шестерен главной передачи: а и б — при правильном зацеплении; в е — при неправильном зацеплении шестерен
При расположении пятен контакта у основания зуба (рис. 180, е) следует отодвинуть ведущую шестерню от ведомой. Если получится слишком большой боковой зазор между зубьями, придвинуть ведомую шестерню.
Для устранения износа отверстий в коробке дифференциала под шейки полуосевых шестерен производят гильзовку: растачивают отверстие под втулку, запрессовывают втулку, растачивают и развертывают отверстие втулки под номинальный размер. При износе шеек под подшипники коробки дифференциала применяют хромирование, металлизацию и на* плавку металла сваркой.
При износе шипов крестовин карданов и дифференциала применяют хромирование, шлифование шипов с постановкой на них втулок, наплавку металла на шипы с последующей механической и термической обработкой.
Ремонт мест посадки подшипников (гнезд) в ступицах колес производят в следующем порядке: растачивают изношенное гнездо, изготовляют кольцо из стальной цельнотянутой трубы, кольцо запрессовывают в гнездо и обрабатывают под номинальный размер.
Источник
Ремонт главной передачи и диференциала
Основными дефектами деталей главной передачи и диференциала являются:
поломка зубьев, износ или неправильная регулировка зацепления шестерен главной передачи;
износ подшипников и мест их посадки, а также увеличенный осевой зазор;
износ шеек крестовины и торцевых поверхностей сателлитов и полуосевых шестерен;
износ шлицев и шпоночного соединения полуосей;
разработка сальников и износ мест их посадки.
Разборка главной передачи и диференциала
Для разборки одинарной главной передачи автомобиля ГАЗ-51 необходимо:
отвернуть гайки шпилек крепления фланцев полуосей и вынуть полуоси 11;
отвернуть болты крепления двух половин картера, разъединить их и вынуть диференциал в сборе;
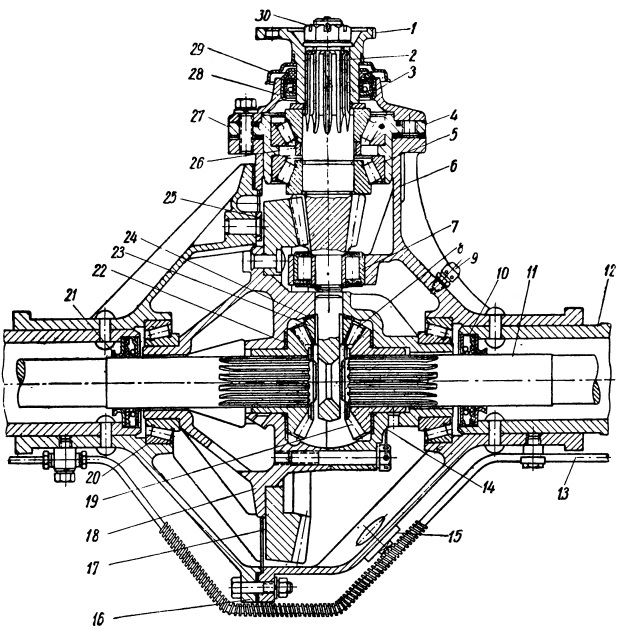
отвернуть болты крепления крышки 28 и гнезда 4 подшипников ведущей шестерни главной передачи и вынуть из картера ведущую шестерню вместе с фланцем 1 и гнездом с подшипниками 5;
расшплинтовать и отвернуть гайку 30 крепления фланца, снять фланец, сальник 3, крышку подшипников 28, упорное кольцо, гнездо с подшипником и регулировочные прокладки 27;
снять роликовый конический подшипник с вала 2 ведущей шестерни, снять стопорное кольцо и роликовый цилиндрический подшипник 7 с конца ведущей шестерни;
расшплинтовать и вывернуть болты, соединяющие две половины чашки диференциала 14, разъединить чашку, вынуть крестовину с опорными шайбами 24 сателлитов 8 и полуосевые шестерни 19 также с опорными бронзовыми шайбами 22.
Для разборки двойной главной передачи автомобиля ЗИС-150 необходимо:
отвернуть болты фланцев полуосей и вынуть полуоси 1;
отвернуть заднюю крышку картера;
отвернуть стопорные пластинки регулировочных гаек 2 и б и вывернуть гайки;
Для разборки одинарной главной передачи автомобиля ГАЗ-51 необходимо:
отвернуть гайки шпилек крепления фланцев полуосей и вынуть полуоси 11;
отвернуть болты крепления двух половин картера, разъединить их и вынуть диференциал в сборе;
отвернуть болты крепления крышки 28 и гнезда 4 подшипников ведущей шестерни главной передачи и вынуть из картера ведущую шестерню вместе с фланцем 1 и гнездом с подшипниками 5;
расшплинтовать и отвернуть гайку 30 крепления фланца, снять фланец, сальник 3, крышку подшипников 28, упорное кольцо, гнездо с подшипником и регулировочные прокладки 27;
снять роликовый конический подшипник с вала 2 ведущей шестерни, снять стопорное кольцо и роликовый цилиндрический подшипник 7 с конца ведущей шестерни;
расшплинтовать и вывернуть болты, соединяющие две половины чашки диференциала 14, разъединить чашку, вынуть крестовину с опорными шайбами 24 сателлитов 8 и полуосевые шестерни 19 также с опорными бронзовыми шайбами 22.
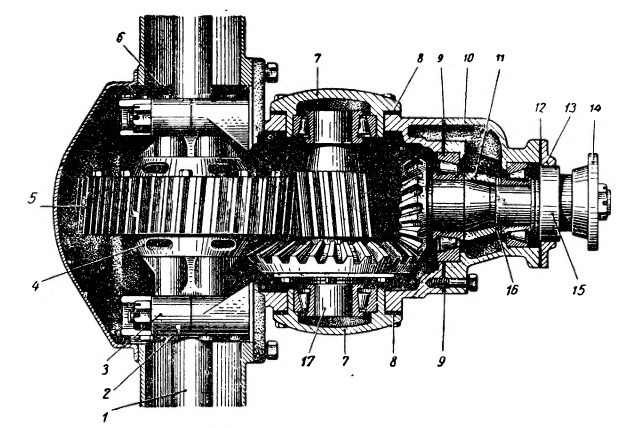
Для разборки двойной главной передачи автомобиля ЗИС-150 необходимо:
отвернуть болты фланцев полуосей и вынуть полуоси 1;
отвернуть заднюю крышку картера;
отвернуть стопорные пластинки регулировочных гаек 2 и 6 и вывернуть гайки;
расшплинтовав и отвернув гайки, снять крышки подшипников 3 чашки диференциала 4 и вынуть диференциал в сборе;
отвернуть стакан 10 и снять его в сборе с ведущей шестерней;
отъединить картер главной передачи, отвернуть крышки 7 подшипников промежуточного вала 17 и вынуть его из картера.
Ремонт чашки диференциала
Дефектами чашки диференциала являются:
износ мест посадки подшипников;
износ отверстий под шейки крестовины сателлитов;
износ отверстий под шейки шестерен полуосей.
Изношенные места посадки подшипников чашки диференциала восстанавливают хромированием с последующим шлифованием под требуемый размер, а также наплавкой металла путем сварки. Наплавку следует вести с подогревом во избежание коробления чашки. Если чашка диференциала изготовлена из стали, то можно применить также холодную раздачу посадочных мест подшипников.
Для этого через отверстие чашки прогоняют под прессом конусную оправку, обильно смазанную маслом. После раздачи шейки протачивают на токарном станке. При износе отверстий, предназначенных для шеек крестовины, эти отверстия развертывают под увеличенный размер шеек, которые предварительно хромируют, чтобы получить тугую посадку при собранной чашке диференциала. Изношенные отверстия под шейки шестерен полуосей растачивают на станке, а для получения нормальной посадки шеек полуосевых шестерен поверхность шеек хромируют. Отверстия восстанавливают также путем растачивания отверстий с последующей запрессовкой втулок из материала, соответствующего материалу чашки. После запрессовки втулки обрабатывают под размер шеек полуосевых шестерен с расчетом получения необходимого зазора.
Ремонт крестовины сателлитов
При работе шейки крестовины сателлитов сильно изнашиваются в местах посадки.
Для восстановления посадочных мест сателлитовых шестерен отверстия последних шлифуют или развертывают до получения правильной геометрической формы, а шейки крестовины наращивают хромированием и шлифуют иод размер отверстий сателлитов.
При невозможности применить хромирование шейки крестовины шлифуют или протачивают резцом (предварительно произведя отжиг шеек), а затем на них напрессовывают стальные цементованные втулки и шлифуют их под размер отверстий сателлитов. Более сложным способом восстановления шеек крестовины является наплавка на них металла сваркой с последующей механической обработкой и цементацией.
Ремонт шестерен, валов и полуосей
Изношенные и выкрошенные зубья шестерен ремонтируют способами, указанными в заметке «Ремонт коробки передач». Изношенные торцевые поверхности полуосевых шестерен и сателлитов протачивают или шлифуют с последующей установкой новых шайб, воспринимающих осевую нагрузку. При этом зазор между шлифованной торцевой стороной полуосевых шестерен и внутренней поверхностью чашки должен быть 0,5—0,8 мм.
Зазор проверяют щупом через окна чашки диференциала. Разница в зазорах при измерении во всех окнах не должна превышать 0,1 мм.
Изношенные места посадки подшипников на валу ведущей шестерни и на промежуточном валу главной передачи восстанавливают хромированием или протачиванием с последующей напрессовкой стальных втулок. Смятые шлицы полуосей и вала ведущей шестерни (при отсутствии скручивания) ремонтируют, наплавляя металл сваркой, затем шлицы фрезеруют и термически обрабатывают.
При срыве резьбы на конце вала ведущей шестерни или на конце полуоси (автомобили ГАЗ-MM и М-20 «Победа») резьбу срезают путем протачивания на станке, затем наплавляют металл, протачивают под требуемый размер и нарезают новую резьбу номинального размера.
Сборка и регулировка главной передачи и диференциала
Сборку одинарной главной передачи и диференциала (автомобиль ГАЗ-51) производят в следующем порядке:
В гнездо подшипников запрессовывают наружные кольца подшипников ведущей шестерни главной передачи с натягом до 0,08 мм.
Напрессовывают один роликовый конический подшипник на шейку вала вплотную к ведущей шестерне, надевают распорную втулку, регулировочные прокладки 26, гнездо подшипников, другой роликовый конический подшипник, упорное кольцо, фланец 1 карданного шарнира и завертывают гайку 30 фланца вала до отказа. При затягивании гайки провертывают ведущую шестерню за фланец, что обеспечивает правильное положение роликов в своих кольцах. После затяжки гайки проверяют динамометром момент вращения, который должен быть в пределах 14—18,5 кгм. При отсутствии динамометра затяжку подшипников проверяют повертывая шестерню за фланец. При этом шестерня должна проворачиваться от небольшого усилия руки и иметь осевой зазор (качку) не более 0,04 мм, что проверяют индикатором. Если осевой зазор больше, то удаляют одну-две регулировочные прокладки, если затяжка слишком туга, то добавляют прокладки. После окончательной затяжки подшипников на гайке и торце вала наносят риски.
Отвертывают гайку, снимают фланец, надевают крышку подшипников 28 с сальником 3 и устанавливают фланец; затем затягивают гайку до совмещения нанесенных рисок и зашплинтовывают.
Напрессовывают на конец ведущей шестерни роликовый цилиндрический подшипник 7 и устанавливают стопорное кольцо.
Напрессовывают на шейки чашки диференциала роликовые конические подшипники 20.
В левую половину чашки диференциала устанавливают опорную бронзовую шайбу, полуосевую шестерню, крестовину в сборе с опорными шайбами и сателлитами, вторую полуосевую шестерню с опорной шайбой и правую половину чашки диференциала так, чтобы имеющиеся метки на обеих половинах совпали.
Стягивают болтами обе половины чашки и зашплинтовывают болты общей проволокой.
Устанавливают столько регулировочных прокладок 27, сколько их было снято при разборке с гнезда подшипников ведущей шестерни, вставляют ведущую шестерню в картер заднего моста и завертывают болты.
Устанавливают маслоотражатели 21 и сальники 10 в кожухи полуосей со стороны картера главной передачи и запрессовывают наружные кольца подшипников 20 чашки диференциала.
Устанавливают в картер чашку диференциала 14 в сборе; в разъеме картера ставят прокладку 16 толщиной 0,20—0,25 мм (после затяжки болтов толщина прокладки должна быть 0,15 мм, что обеспечивает нормальный зазор в зацеплении шестерен), и завертывают болты картера.
Проверяют зазор в зацеплении шестерен, который должен соответствовать угловому перемещению фланца ведущей шестерни на 0,3—0,9 мм, при измерении перемещения индикатором на диаметре расположения отверстий фланца. Величину этого зазора регулируют изменением толщины прокладок 27 между картером и гнездом подшипников ведущей шестерни. Для снятия или добавления прокладок отвертывают гайку вала ведущей шестерни, снимают фланец, крышку с сальником, упорное кольцо и гнездо подшипников. После изменения числа прокладок снова собирают и проверяют зазор.
Вставляют полуоси 11 и завертывают гайки крепления их фланцев.
Сборку двойной главной передачи и диференциала (ЗИС-150) выполняют в следующем порядке:
Напрессовывают роликовые конические подшипники на шейки промежуточного вала главной передачи от зазора 0,05 мм до натяга 0,015 мм, запрессовывают наружные кольца подшипников в крышки, устанавливают вал в картер главной передачи и привертывают крышки к картеру с регулировочными стальными прокладками. Добавляя или удаляя прокладки, регулируют затяжку подшипников так, чтобы осевое смещение вала не превышало 0,1 мм (проверяется по индикатору). При этом вал должен легко вращаться от руки.
В стакан ведущей конической шестерни Запрессовывают наружные кольца роликовых конических подшипников.
Напрессовывают на вал ведущей шестерни роликовый конический подшипник до упора, вставляют шестерню в стакан, надевают на вал распорную втулку и две регулировочные стальные шайбы (толщина шайб в мм: 2,0—2,02; 2,05—2,07; 2,15— 2,17; 2,25—2,27; 2,35—2,37; 2,45—2,47; 2,55—2,57; 2,6—2,62). Напрессовывают передний роликовый конический подшипник, надевают упорную шайбу, привертывают к стакану крышку подшипника с сальниками, на шлицы вала надевают фланец карданного шарнира, ставят шайбу и затягивают до отказа гайку.
Проверяют правильность затяжки подшипников вращением вала шестерни за фланец. При этом вал должен легко вращаться (вращающий момент не более 25—35 кгсм) и не иметь осевого зазора более 0,05—0,1 мм. Правильная затяжка подшипников достигается изменением толщины регулировочных шайб или их шлифованием.
Привертывают стакан в сборе с ведущей шестерней и с регулировочными стальными прокладками (толщина прокладок в мм: 0,05; 0,1; 0,2; 0,5; 1,0) к картеру главной передачи.
Рис. Отпечатки на зубьях при различном зацеплении шестерен.