- Технология при ремонте шпал
- § 4. Ремонт шпал и брусьев
- Ремонт деревянных пропитанных шпал и переводных брусьев
- Признаки негодности пропитанных деревянных шпал
- Причинами повреждения пропитанных деревянных шпал и брусьев являются:
- При ремонте шпал в пути без их изъятия в состав работ включаются:
- Большая Энциклопедия Нефти и Газа
- Ремонт — шпала
Технология при ремонте шпал




§ 4. Ремонт шпал и брусьев
Ремонт шпал и брусьев при текущем содержании пути, как правило, осуществляется без изъятия их из пути. Снятые с пути шпалы при различных ремонтах пути в основном ремонтируют в шпалоремонтных мастерских, которые по технологии ремонта и оборудованию подразделяются на три типа.
Первый тип — стационарные мастерские с комплектом оборудования на постоянных фундаментах размещаются в крытом помещении площадью около 560 м 2 , построенном из сборно-разборных деревянных конструкций.
Второй тип — стендовые мастерские с комплектом оборудования, установленного на рельсовых звеньях колеи 1 524 мм под легким разборным навесом.
Третий тип — передвижные мастерские, смонтированные на четырехосной железнодорожной платформе.
Стационарные и стендовые мастерские, как правило, располагаются на постоянных звеносборочных базах и шпалопропиточных заводах.
Передвижные мастерские предназначены для ремонта шпал в отдельных пунктах и на временно действующих звеносборочных базах. На рис. 129 представлена схема сборно-разборной шпалоремонтной мастерской производительностью 420 шпал в смену; ремонт шпал осуществляется поточно-индустриальным методом. Длина поточной линии 47,3 м. Количество работающих в одну смену 17 человек.
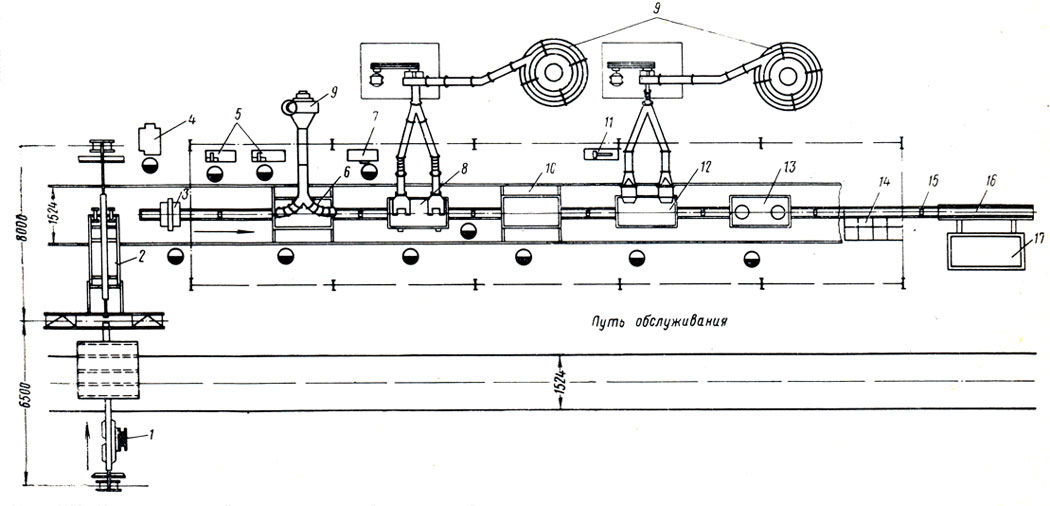
Рис. 129. Схема стендовой шпалоремонтной тмастерской: 1 — таль электрическая ТЭ-2-230; 2 — шпалотаскатель; 3 — костылеискатель; 4 — станок круглопильный; 5 — станок для нарезки винтов; 6 — шпалоочистительный станок; 7 — ножеточильный станок; 8 — станок для зарубки шпал; 9 — вентиляция; 10 — станок для стяжки шпал; 11 — точильно-шлифовальный станок; 12 — станок для сверления шпал; 13 — гидрогресс для запрессовки втулок; 14 — установка для покрытия шпал гилроизоляцией; 15 — электророльганг; 16 — шпалосбрасыватель; 17 — ящик-сборник для готовых шпал
Для обеспечения основного производственного потока всеми необходимыми заготовками, а также паром и сжатым воздухом в мастерских имеются: а) заготовительное отделение, производящее заготовку вкладышей и пробок из пиломатериала и негодных для укладки в путь шпал; б) отделение пропитки, предназначенное для пропитки вкладышей и пробок в ваннах, одна из которых имеет паровой подогрев антисептика до 90°С.
Технологический процесс ремонта шпал заключается в следующем: со склада шпалы подаются краном на рольганг; их проверяют дефектоскопом для выявления и удаления костылей с отломанной головкой. Затем с поверхности шпалы удаляется грязь и песок, и тщательно прочищаются трещины. После этого зарубочным станком вырезают поврежденную древесину на глубину в зависимости от степени повреждения шпалы. Обработанная таким образом шпала подается сначала на станок, где производится установка стяжных деревянных или металлических винтов, а затем на сверлильный станок, где в шпале просверливаются отверстия. В просверленные отверстия гидропрессом запрессовываются втулки (рис. 130) и шпала подается в специальную ванну для покрытия ее гидроизоляцией, а затем по рольгангу в ящик-сборник, откуда автопогрузчиком (после накопления) убирается в штабель.
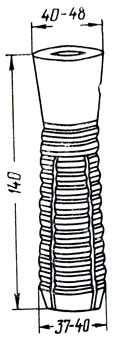
Рис. 130. Втулка
Последовательность операций по ремонту шпал в мастерских других типов в основном та же.
Путевые машинные станции и дистанции пути, не имеющие возможности направить изъятые из пути подлежащие ремонту шпалы в шпалоремонтные мастерские, организуют на местах специализированные пункты по их ремонту. При ремонте шпал в специализированных пунктах предусматривается: удаление из шпал сломанных костылей и шурупов; очистка поверхности шпал и имеющихся в них трещин; постановка пропитанных пробок в старые костыльные или шурупные отверстия; удаление изношенной древесины в местах укладки подкладок; антисептирование трещин и зачищенных мест; сжатие сквозных по торцу трещин и обвязка проволокой диаметром 6 — 7 мм, металлической полосой или постановка металлических болтов.
1. Каковы особенности сварки рельсов электроконтактным, газопрессовым, алюминотермитным и электродуговым способами?
2. Из каких основных операций состоит работа по ремонту шпал в шпалоремонтных мастерских, в специализированных ремонтных пунктах?
Источник
Ремонт деревянных пропитанных шпал и переводных брусьев
Наша компания занимается производством и продажей таких материалов ВСП как:
При укладке и ремонте железнодорожного полотна необходимо соблюдать следующие рекомендации.
При сборке рельсошпальной решетки на производственной базе или одиночной укладке пропитанных деревянных шпал, переводных брусьев или полушпал для подкрановых путей, необходимо оберегать их от механического повреждения.
С этой целью должны применяться машины, механизмы и приспособления, исключающие повреждение пропитанного слоя. Деревянные шпалы, брусья для стрелочных переводов, полушпалки должны подбираться примерно равными по толщине.
- Забивать костыли и устанавливать шурупы без предварительной насверловки отверстий запрещается.
- Не допускается устанавливать изогнутые костыли. Наклонная забивка костылей с последующим их отгибанием при окончательной забивке запрещается.
- Для защиты деревянных шпал от механического износа древесины под подкладками должны укладываться резиновые прокладки.
- В кривых малого радиуса (менее 600 м) для защиты от механического износа должны применять специальные несимметричные металлические подкладки.
- После пришивки рельсов к пути выполняется их подбивка. Через два-пять дней, в зависимости от грузонапряженности.
- Для исправления пути на пучинах карточки следует укладывать между подкладкой и прокладкой.
- Для уменьшения механического износа шпал и брусьев эффективно применение прокладок (из резинового регенерата, кордонита, гомбелита) под металлическими подкладками скреплений ДО или КД. Такие прокладки уменьшают износ.
Шпалы пропитанные деревянные и переводные брусья после ремонта должны быть рассортированы на три группы для укладки:
первая группа — в главные, приемоотправочные и прочие пути 1—3-го классов. Толщина в месте зарубки составляет не менее 140 мм, концы втулок не выходят на нижнюю пласть, отсутствуют сквозные расколы одновременно на обоих торцах, отсутствует гниль;
вторая группа — во все пути 3—4-го классов. Толщина в месте зарубки не менее 130 мм, концы втулок не выходят на нижнюю постель, отсутствует загнивание торцов;
третья группа — в любые пути 5-го класса, в том числе в станционные, подъездные и прочие пути. К третьей группе относятся отремонтированные пропитанные деревянные шпалы и переводные брусья, не вошедшие в первую и вторую группы, с толщиной в месте зарубки не менее 120 мм.
Отремонтированные деревянные пропитанные шпалы и переводные брусья должны удовлетворять следующим требованиям:
- не иметь видимых признаков гнили;
- старые отверстия от прикрепителей заделаны антисептированными пробками, просверлены отверстия для новых прикрепителей и также антисептированы;
- концы укреплены от растрескивания деревянными винтами, металлическими болтами, проволокой или скобами;
- трещины и зачищенные места покрыты антисептической пастой, затем гидроизоляционным слоем.
Признаки негодности пропитанных деревянных шпал
- Сквозные расколы по заходящие за подкладку или по всей длине;
- Износ древесины под подкладкой на глубину более 40мм для шпал I типа, и более 30мм для шпал II и III типов;
- С разработанными костыльными отверстиями более 30 мм;
- Гнилью древесины под подкладкой долее 40 мм (Iтип;)
- Выколы древесины заходящие под подкладку;
- Поперечные изломы;
- Загнивание торцов с заходом под подкладку.
Причинами повреждения пропитанных деревянных шпал и брусьев являются:
- гниение
- трещинообразование (растрескивание)
- механический износ древесины под подкладками и башмаками
- разработка отверстий от прикрепителей.
Гниение обнаруживается в пропитанных шпалах, переводных и мостовых брусьях уже после 5—6 лет службы их в пути. Гниение происходит в результате проникновения спор дереворазрушающих грибов в непропитанную древесину по трещинам, образовавшимся после пропитки древесины с повышенной влажностью.
Характер гниения зависит от климатических условий их укладки, что влияет на режим влажности шпал, переводных и мостовых брусьев в пути.
Трещинообразование деревянных шпал, переводных и мостовых брусьев происходит по двум основным причинам:
— из-за усушки древесины;
— из-за воздействия поездных нагрузок.
Механический износ пропитанных шпал, переводных и мостовых брусьев под подкладками и башмаками происходит вследствие смятия и износа древесины. Причиной износа является эксплуатация без прокладок под подкладками а так же укладка неодинаковых по толщине шпал, мостовых и переводных брусьев, что приводит к перегрузке (более интенсивному механическому износу) более толстых и их преждевременному выходу из строя.
Разработка отверстий от прикрепителей (костылей и шурупов) происходит вследствие смятия древесины, нарушения технологии их постановки, а также вследствие частых перешивок рельсовой колеи.
Забивка костылей и постановка шурупов без предварительной насверловки отверстий разрушает древесину в зоне прикрепителей, что приводит к снижению их удерживающей способности из-за излома волокон древесины, ее загниванию и, как следствие, к нарушению устойчивости рельсовой колеи.
Из-за недостаточной глубины насверловки отверстий под костыли и шурупы, при довертывании шурупов или добивке костылей, они упираются в дно просверленного отверстия и выкалывают древесину с нижней пласти, что создает условия для интенсивного загнивания со стороны нижней пласти.
Неперпендикулярная забивка костылей при перешивках пути, т. е. исправление ширины колеи наклонной забивкой костылей с последующим их отгибанием, вызывает интенсивное разрушение древесины в зоне отверстий.
При ремонте шпал в пути без их изъятия в состав работ включаются:
- удаление изношенной древесины с зачисткой заусенцев и антисептирование зачищенных мест;
- постановка во время перешивок пути пластинок-закрепителей при костыльном скреплении и втулок при шурупном;
- антисептирование отверстий от прикрепителей и трещин на верхней пласти;
- установка П-образных скоб в количестве не менее шести штук на расстоянии 40 мм от нижней пласти на торце.
При ремонте деревянных шпал, переводных и мостовых брусьев должен применяться путевой инструмент и другие средства механизации, приведенные в альбоме путевого инструмента.
К первоочередной замене должны назначаться деревянные шпалы, переводные и мостовые брусья, не обеспечивающие стабильность рельсовой колеи.
Негодные деревянные шпалы, переводные и мостовые брусья от двух и более, лежащие подряд, считаются «кустом». При наличии в пути «кустов» из трех и более негодных деревянных шпал, переводных и мостовых брусьев подряд до их ликвидации путь эксплуатируется с ограничением скоростей движения поездов.
Источник
Большая Энциклопедия Нефти и Газа
Ремонт — шпала
Ремонт шпал в стационарных мастерских производится поточным способом. Шпалы доставляются на склад козловыми кранами или другим транспортом звеносборочной базы. Со склада автопогрузчиком их подают в помещение для оттаивания, в котором шпалы укладывают в штабеля по 100 шт, в каждом. Между штабелями оставляют проходы шириной до 1 м с каждой стороны. В летнее время помещение для оттаивания может быть использовано как склад для создания запаса шпал на случай ненастной погоды. [1]
Ремонт шпал в пути выполняется специализированными бригадами за счет плана капитального ремонта пути. [2]
Ремонт шпал и брусьев, как правило, производится группой в два человека, исключая сигналистов. [4]
Ремонт шпал и брусьев, лежащих в пути, в основном производится при текущем содержании пути. Деревянные шпалы и брусья назначает к ремонту дорожный мастер. К требующим ремонта относятся шпалы и брусья, имеющие следующие дефекты: продольные трещины с обнаженной непропитанной древесиной; механический износ под подкладкой на глубину 10 мм и более, если толщина шпалы в подрельсовом сечении после удаления поврежденной древесины будет более 10 см; разработанные костыльные или шурупные отверстия, ослабляющие прочность прикрепления рельсов. [5]
Для ремонта шпал выбирают ровную площадку вблизи места складирования назначенных к ремонту шпал, размеры которой достаточны для размещения мастерской, сортировки шпал, производства технологических операций и складирования шпал после ремонта. [6]
Технологией ремонта шпал предусмотрено несколько вариантов стяжки концов шпал. Стяжка металлической полосой осуществляется приспособлением, описанным выше. При стяжке деревянными винтами шпалу поворачивают на боковую грань и сжимают гидравлическим приспособлением для стяжки. В патрон электросверлилкн устанавливают змеевидное сверло диаметром 26 мм и просверливают шпалу насквозь. В просверленном отверстии специальным метчиком нарезают резьбу. Метчик снабжен хвостовиком, которым его закрепляют в патроне электросверлилки. После нарезки резьбы в патрон устанавливают наконечник с квадратным гнездом, в которое заводят головку деревянного винта, и заворачивают винт в шпалу. Выступающую часть головки винта срезают дисковой электропилой. [7]
Технология ремонта шпал в таких, мастерских в основном похожа на технологию, принятую в шпа-лоремонтных мастерских дорог СССР. [9]
Для ремонта шпал применяют полимерные материалы. [11]
После ремонта шпалы грузят в вагонетки и направляют в цилиндр для повторной пропитки смесью, содержащей 70 % j креозота и 30 % каменноугольной смолы. [13]
При ремонте шпалы подаются на станок конвейером. Для фрезерования верхних постелей в местах прилегания рельсовых подкладок имеются две фрезерные головки, которые могут обработать поверхность шпалы на протяжении 500 мм. [14]
При ремонте шпал в шпалоремонтных мастерских в состав работ входят: удаление из шпал сломанных костылей или шурупов; установка, если необходимо, пробок в костыльные отверстия с их антисептированием; очистка шпал от грязи; удаление разрушенной древесины под подкладкой; антисептирование трещин и фрезерованных мест; установка ( при необходимости) вкладышей; укрепление концов шпал деревянными винтами ( если нет сквозных трещин), металлическими болтами, обвязкой проволокой или металлической полосой; постановка дюбелей в предварительно просверленные отверстия; допропитка шпал масляными антисептиками. [15]
Источник