Технологический ремонт кузова полувагона
Железнодорожный транспорт является основным видом транспорта России, имеет важнейшие значение для нашей страны. Большое значение имеет рациональность конструкции вагонов и их технико-экономических показателей, провозную способность дорог, возможность широкого внедрения механизации и автоматизации при изготовлении и ремонте вагонов, а также их эксплуатации. Большую часть парка железнодорожных вагонов составляют грузовые вагоны различных типов.
Полувагоны составляют значительную часть грузового вагонного парка, используемую наиболее интенсивно. Полувагон не имеет крыши, а пол его составлен из разгрузочных люков.
НАЗНАЧЕНИЕ ПОЛУВАГОНОВ
Полувагоны предназначены для перевозки массовых сыпучих и навалочных грузов, не требующих защиты от атмосферных осадков,— руды, леса, угля, металла, а также автомашин, сельскохозяйственной техники и др. Этот тип вагона позволяет широко применять механизированную погрузку и выгрузку, в том числе и на вагоноопрокидывателях. Перевозка таких массовых грузов, как руда, каменный уголь, лес и др., осуществляется маршрутами. Практика показала, что для маршрутных перевозок массовых тяжелых грузов, особенно на грузонапряженных направлениях, нужны большегрузные восьмиосные полувагоны с повышенными нагрузками на 1 м пути.
Универсальные четырёхосные полувагоны модели 12-753 спроектированы по габариту 0-ВМ и предназначены для перевозки сыпучих, крупнокусковых, штучных и других грузов, не требующих защиты от атмосферных осадков. Кузова этих полувагонов цельнометаллические, выполнены из типовых профилей.
Полувагоны оборудованы подножками и поручнями, необходимыми для безопасной работы составителей, а также наружными и внутренними лестницами, расположенными по диагонали на боковых стенах с внутренней и наружной сторон кузова. Для навески поездных сигналов кузова снабжены кронштейнами, а для увязки и крепления груза снаружи и внутри кузова оборудованы скобами и кольцами. Для возможности перевозки лесоматериалов с «шапкой» предусмотрены скобы для установки лесных стоек. Для подтягивания вагона с помощью лебёдки снаружи кузова приварены чалочные приспособления.
НЕИСПРАВНОСТИ КУЗОВА ПОЛУВАГОНА И ПРИЧИНЫ ИХ ВОЗНИКНОВЕНИЯ
Наиболее характерными неисправностями кузова являются трещины, пробоины, прогибы, вмятины, коррозионные повреждения металлических деталей. Основными причинами возникновения неисправностей являются нарушение правил погрузки и выгрузки грузов, правил маневровых работ и нарушение тех. процесса ремонта.
ДЕФЕКТАЦИЯ И РЕМОНТ КУЗОВА ПОЛУВАГОНОВ

Кузов полувагона цельнометаллический, с четырнадцатью разгрузочными люками в полу и двустворчатыми торцевыми дверями. Он состоит из рамы, двух боковых и двух торцевых стен, а также пола, образованного крышками люков. Торцевые створки двери навешиваются тремя петлями на кронштейны угловых стоек боковых стен и при необходимости открываются вовнутрь. Левая створка фиксируется в закрытом положении нижним запором в виде закидки, а правая – верхним клиновым запором. Наружная лестница и поручень установлены для удобства обслуживания вагона в эксплуатации.
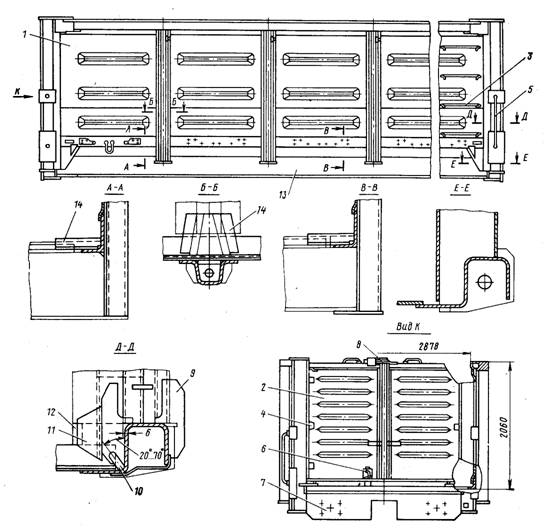
Рисунок – Элементы кузова полувагона
Для придания необходимой прочности крепления угловых стоек к концевым балкам рамы и нижним обвязкам стен их соединения усилены накладками. Соединения промежуточных стоек с поперечными балками рамы также усилены накладками. На концевых балках рамы предусмотрены посадочные места для постановки буферных стаканов на случай сцепления с вагонами, оборудованных винтовой стяжкой.
Ремонт элементов кузова полувагона сваркой, производится в соответствии с действующей ремонтной документацией на производство сварочных и наплавочных работ при ремонте грузовых вагонов.
Прогибы верхней обвязки без усиления накладками устраняют правкой. Допускается оставлять без ремонта прогиб верхней обвязки не более 10 мм на 1 м длины между стойками.
Трещину или излом верхней обвязки допускается устранять сваркой с последующей постановкой накладки или вставками. После ремонта, при замене частей верхней обвязки, допускается не более одного стыка между смежными стойками, но не более 3-х на одной стене полувагона.
Допускается оставлять без ремонта местные вмятины, не имеющие трещин на стойках кузова омегообразного профиля глубиной не более 30 мм. При глубине, более указанной, разрешается ставить декоративные накладки.
При одновременном вертикальном изгибе верхней и нижней обвязок (стенок) кузова сверх установленных допусков, (более 10 мм на 1 м длины или более 25 мм на всю длину стены) металлическую обшивку по стойкам на высоту прогиба срезают, выправляют обвязки и устанавливают новую вставку металлической обшивки с последующей ее приваркой катетом сварочного шва 5 мм. Допускается полная замена верхней обвязки.
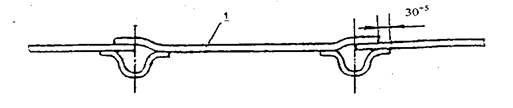
Рисунок 3.1.2 – Установка вставки металлической обшивки
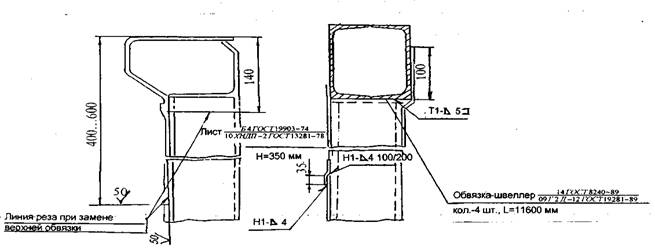
Рисунок 3.1.3 – Ремонт верхней обвязки (вариант ремонта замены обвязки)
Вмятины на металлической обшивке глубиной более 40 мм выправляют, трещины заваривают с постановкой накладки с внутренней стороны. Листы с коррозией более половины площади листа с глубиной более 0,5 толщины листа заменяют новыми. Нижнюю обвязку полувагона, имеющую коррозионные повреждения более 1/3 толщины элемента на длине 1/3 длины ремонтируют сваркой с последующим усилением поврежденных мест односторонними накладками, перекрывающими поврежденные места не менее 50 мм на сторону. При коррозионных повреждениях более 1/3 толщины на длине более 1/3 длины нижнюю обвязку заменяют.
При ремонте нижней обвязки в месте установки и приварки накладки разрешается вырезать часть нижней кромки металлической обшивки на длину устанавливаемой накладки.
Трещины нижней обвязки заваривают, зачищают до основного металла, устанавливают накладку с последующей обваркой сплошным швом по всему периметру. Допускается перекрывать трещины одной накладкой, если расстояние между ними менее 150 мм. Накладка должна дополнительно крепиться электрозаклепками в количестве не менее двух.
Вырывы на горизонтальной полке допускается ремонтировать вставкой в количестве не более двух штук с установкой накладки и обваркой сплошным швом. Поперечные швы не допускаются.
При наличии на штампованной стойке омегообразного сечения одного из дефектов: излома, трещины, выходящей на вертикальные стенки, коррозии более 1/3 толщины или подреза полок стойки более 20 мм и расположении поврежденного места на расстоянии менее 300 мм от верхней кромки, нижней обвязки кузова, разрешается ремонтировать стойку на месте, путем постановки новой части стойки на высоту не менее 300 мм от верхней кромки нижней обвязки. При этом стойку соединяют с новой частью односторонним сварным швом с приваркой усиливающей накладки толщиной 6 мм, перекрывающий сварной шов не менее 50 мм на сторону с последующей обваркой накладки по всему периметру. Нижнюю часть стойки, приваренную к нижней обвязки дополнительно крепят электрозаклепками диаметром 20 ±1 мм.
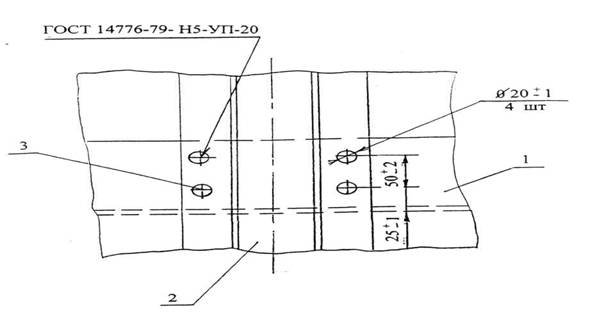
1 – нижний обвязочный угольник; 2 – стойка кузова; 3 – электрозаклепка
Рисунок 3.1.4 – Дополнительное крепление стойки электрозаклепками
Допускается производить замену стойки. При коррозии менее 1/3 толщины полок их ремонтируют постановкой усиливающей накладки. При подрезе полок сваркой до10 мм разделывают швы с последующей приваркой стоек. При подрезе полок сваркой более 10 мм, но не более 20 мм, сварочные швы разделывают, стойки приваривают с последующей приваркой усиливающих накладок с той и другой стороны стойки.
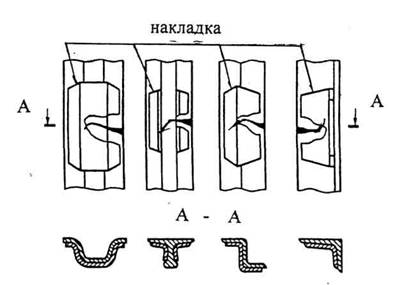
Рисунок 3.1.5 – Варианты ремонта стоек кузова
Накладка должна перекрывать расстояние от краев подреза не менее 30 мм с плавным переходом к краю полке. Ремонтировать таким способом две рядом стоящие стойки на вагоне — запрещается.
Если трещина на стойке гнутого профиля не переходит на вертикальную стенку, трещину разрешается заваривать с последующей постановкой усиливающей накладки. Таким образом, разрешается устранять трещины на обеих горизонтальных полках стойки.
При установке новой стойки кузова, её приваривают односторонним сварным швом к верхней обвязке. При этом усиление верхней обвязки снимают с последующим его восстановлением.
Трещины в металлической обшивке длиной до 100 мм заваривают без постановки усиливающей накладки. Местные прожоги листа металлической обшивки устраняют сваркой. Все трещины длиной более 100 мм заваривают с последующей постановкой усиливающей накладки толщиной 4 мм с внутренней стороны кузова с обваркой ее по периметру. При этом усиливающая накладка должна перекрывать трещину не менее 30 мм с каждой стороны. В одном пролете разрешается заваривать не более двух таких трещин с расстоянием между ними не менее 1000 мм. Таким способом устраняют продольные прожоги, образовавшиеся на металлической обшивке при срезке элементов боковой стены.
Допускается использовать для нескольких трещин одну накладку, площадь которой не должна превышать 0,3 м 2 .
При пробоине в металлической обшивке на выправленные кромки устанавливают усиливающую накладку толщиной 4 мм с обваркой с наружной стороны сплошным швом, а с внутренней стороны прерывистым сварным швом.
Лучевые трещины от пробоины не допускается, при ремонте обшивки их следует вырезать и установить накладку с внутренней стороны, перекрывающую дефектное место не менее чем на 30 мм, обваривать по периметру сплошным швом. Коррозионные повреждения металлической обшивки допускается не более 1 мм толщины листа (или профиля). При повреждении более 1 мм толщины металла обшивку ремонтируют постановкой накладок толщиной 4 мм, перекрывающих дефектное место не менее чем на 30 мм на сторону. Накладки должны соответствовать профилю обшивки и привариваться снаружи по всему периметру с катетом шва 4 мм.
Разрешается смена одной части обшивки (по верхнему или нижнему краю) шириной до 400 мм на всю длину между смежными стойками или по ГОСТ 5264-80.
При коррозионном повреждении более 1 мм толщины листа и более 50% площади листа между смежными стойками лист полностью заменяют с приваркой его к верхней и нижней обвязкам и к стойкам.
- при наличии двух и более трещин, суммарная длина которых превышает 500 мм, которые нельзя перекрывать одной усиливающей накладкой площадью 0,3 м 2 .
- при наличии пробоин, суммарная площадь которых более 0,3 м 2 ;
- при необходимости одновременной смены по верхнему и нижнему краям.
На угловых стойках допускается ремонтировать не более одной трещины длиной до 100 мм без установки усиливающих накладок и до 0,5 поперечного сечения стойки с постановкой усиливающей накладки.
Суммарное уширение или сужение боковых стен в средней части полувагона должно быть не более 30 мм от предельных размеров, а одной боковой стены не более 15 мм. Уширение боковых стен в плоскости дверей более 10 мм от предельных размеров не допускается.
3.2 Крышки люков полувагонов
Крышки люков снимают для осмотра, ремонта и замены, а также для замены типовыми не менее десяти крышек. На полувагонах с невыработанным сроком службы, заменяют крышки люков, имеющие толщину сечения листа менее 4 мм на площади более половины листа.
Толщину замеряют между гофрами при расстоянии от 450 до 500 мм от козырька или передней отбортовки. Крышки люков должны изготавливаться из стали 09Г2Д или стали 10ХНДП ГОСТ 19281 и отвечать действующим «Нормам для расчета и проектирования вагонов железных дорог МПС колеи 1520 мм (несамоходных)», ГосНИИВ-ВНИИЖТ 1996 г.
Петли крышек люков заменяют типовыми в случае износа отверстий под валик более 2 мм или изломов. Крышки люков с трещинами или с местными выработками ремонтируют в соответствии с действующей ремонтно-технической документацией на производство сварочных работ. Новые крышки люков полувагонов, должны быть изготовлены по чертежам, согласованным с Департаментом вагонного хозяйства. Крышки люков должны легко открываться и закрываться. Запрещается устанавливать нетиповые валики.
Крышки люка, имеющие приклёпанные кронштейны, должны быть заменены на новые литые с косо расположенными кронштейнами.
Торсионы осматривают, неисправности в них устраняют, с трещинами, изломами заменяют новыми, трущиеся поверхности смазывают.
Механизмы для облегчения подъема крышек люков торсионно-рычажного типа разбирают, детали осматривают, поврежденные ремонтируют или заменяют новыми, отсутствующие заменяют.
Суммарный износ в шарнирных соединениях рычагов не должен превышать 2 мм. При износах более 2 мм заменяют на новые.
Угол закручивания торсиона определяют по его положению в разъединенном состоянии и измеряют от вертикальной оси. При этом наклон нижнего рычага от вертикальной оси должен составлять от 25° до 35°.
Место установки кронштейна у хребтовой балки тщательно осматривают. При наличии трещин по сварке швы разделывают до основного металла и заваривают. При выработке металла хребтовой балки на месте установки ушка разрешается приваривать по всему периметру вставку толщиной 10,5 мм из стали 09Г2 ГОСТ 19281с Х-образной разделкой кромок и зачисткой сварного шва заподлицо с основным металлом.
Все соединения торсионно-рычажного механизма смазывают смазкой УСсА ГОСТ 3333. Допускается применять отработанную смазку ЛЗ-ЦНИИ. При собранном торсионно-рычажном механизме, крышка люка должна подниматься усилием одного человека.
В открытом состоянии крышки люков у четырехосных полувагонов должны ложиться на оба упора, для чего разрешается наращивать один из упоров приваркой прокладки или наплавлять поверхности упора с последующей механической обработкой на величину до полного прилегания крышки люка.
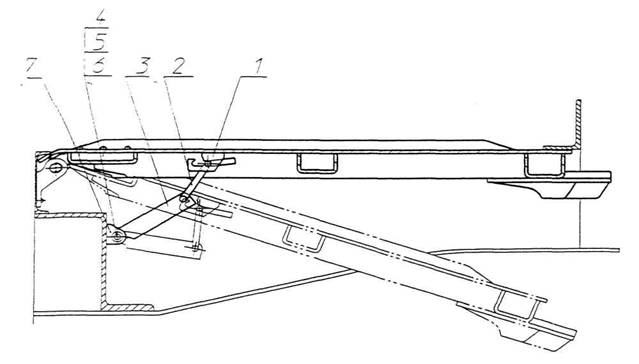
1 – опора; 2 – торсион; 3 – рычаг; 4 – валик; 5 – шайба; 6 – шплинт; 7 — ушко
Рисунок 3.2.1 – Механизм подъема крышек люков
Источник
Технология ремонта кузовов полувагонов
При плановых видах ремонта полувагонов металлические поврежденные части кузова заменяют новыми или ремонтируют путем правки и последующей сварки. Количество сварных стыков с каждой стороны вагона допускается не более трех, а располагаться они должны между стойками. Местные вертикальные прогибы верхней обвязки между стойками допускаются не более 3 мм при выпуске из капитального ремонта и не более 20 мм из деповского. При этом прогиб по всей длине кузова может быть после ремонта на заводе не более 25 мм, после ремонта в депо— не более 50 мм. Вследствие деформации в соединениях боковых стен с рамой полувагона может увеличиться расстояние между стенками. Разрешается не устранять уширение кузова, если оно при капитальном ремонте в верхней части будет не более 30 мм и при деповском не более 50 мм по сравнению с чертежным размером ширины кузова. В плоскости торцовых дверей уширение допускается не более 10 мм при капитальном ремонте и 20 мм при деповском.
Крышки люков и двери при капитальном ремонте обязательно снимают с полувагона, а при деповском снимают только при необходимости выполнения сварочных работ или при наличии местного прогиба более 50 мм. Выпуклость крышек не должна быть более 25 мм.
При капитальном ремонте полувагона крышки люков толщиной 4 мм и менее, изготовленные из углеродистой стали, заменяют новыми, изготовленными из низкоуглеродистой стали.
Процесс ремонта грузовых вагонов осуществляется обычно на механизированных поточных линиях. Обычно технологический процесс ремонта полувагонов разделяют на три стадии; обмывка, подготовка к ремонту, ремонт.
Технология ремонта платформ
В процессе эксплуатации у платформ появляются изломы досок бортов и пола, повреждения бортовых запоров и петель, изгибы полок швеллеров и поперечных балок, ослабление соединений, изгибы подножек.
Ремонт металлических бортов, ремонт и изготовление деревянных бортов платформ осуществляются на специализированных линиях.
Для замены изломанной доски борта платформы необходимо отвернуть гайки и снять болты, прикрепляющие к ней петли. Затем снять с борта торцовую металлическую армировку и изъять неисправную доску. После этого ослабляют болты соседних досок, вставляют новую, крепят металлическую армировку и бортовые петли. Часто неисправные деревянные борта заменяют заранее отремонтированными.
У металлических бортов платформ появляются изгибы, пробоины. Правку изогнутых металлических бортов с гофрами производят на прессах. Искривление продольного борта в вертикальной и горизонтальных плоскостях, не превышающее 5 мм, можно не устранять. Изгибы поперечных металлических бортов на длине 100 мм по концам правят с подогревом. Трещины, надрывы, пробоины и протертости в полотнах металлических бортов устраняют электросваркой.
Ремонт пола платформы заключается в замене поврежденных досок и уплотнении их. Для этого отвертывают гайки болтов крепления досок к полкам хребтовой и боковых балок, снимают эти болты, заменяют неисправные доски новыми толщиной 55 мм и при небходимости уплотняют пол. Зазоры между досками неперебираемого настила пола допускаются не более 5 мм.
Неисправные опускные металлические стойки для бортов, увязочные кольца, бортовые кронштейны, петли и запоры ремонтируют, а утерянные возобновляют.
Технология ремонта цистерн
Основные неисправности котлов цистерн — трещины, вмятины и погнутости стенок, течь клапана сливного прибора, неисправность крышки люка, лестницы, сдвиг котла и др.
Перед ремонтом с применением сварочных и клепательных работ все цистерны независимо от рода перевозимого груза подвергают очистке, пропарке, промывке и дегазации.
Если толщина металла на площади более 30 % обечайки котла или продольного листа составляет менее половины номинального размера, то негодные части заменяют. При меньших площадях повреждений вырезают часть листа и приваривают накладку встык или внахлестку с наложением швов с обеих сторон. При капитальном ремонте цистерн количество таких накладок на обечайке, продольном листе или днище допускается не более четырех.
Трещины на котле перед заваркой разделывают с наружной стороны, затем заваривают в два слоя, очищают от подтеков и брызг, вырубают до чистого металла с внутренней стороны и накладывают изнутри контрольный шов. Во всех котлах волнорезы. Удаляют независимо от их состояния и вновь не ставят.
При плановых видах ремонта сливные приборы, предохранительный, выпускной и впускной клапаны разбирают, проверяют и ремонтируют, а после сборки испытывают под соответствующим давлением.
После ремонта и перед окрашиванием котел необходимо осмотреть и испытать: при ремонте на заводах под гидравлическим давлением, в депо — давлением воздуха.
Гидравлическое давление при испытании установлено для: сварных котлов нефтебензиновых цистерн 0,2 МП а, клепаных котлов 0,1 МПа, котлов цистерн для перевозки кислот 0,25 МПа,
Испытываемый котел выдерживают под давлением в течение 15 мин, обстукивают молотком около сварных швов и тщательно осматривают. При этом цистерны с нижним сливным прибором на 10 мин оставляют под давлением с открытой нижней частью (заглушкой) сливного прибора и на 5 мин с частично открытым клапаном и закрытой заглушкой, чтобы проверить плотность клапана и заглушки. Результаты испытания котлов записывают в специальный журнал.
При выполнении сварочных работ внутри котла цистерны необходимо обеспечить его вентиляцию с достаточным обменом воздуха или применить специальные дыхательные приборы для работающих. Запрещается одновременно производить внутри котла цистерны сварочные и какие-либо другие работы.
Для защиты глаз и лица сварщик должен пользоваться шлемом-маской или щитком с защитными стеклами различной прозрачности в зависимости от величины сварочного тока. Руки сварщика должны быть защищены брезентовыми рукавицами, а сам он одет в брезентовый костюм.
При использовании углекислого газа следует помнить, что в случае утечки он скапливается в ямах, канавах и других низких местах.
Для ремонта и сборки вагонов следует применять инструмент и приспособления, предусмотренные технологическим процессом.
Источник