При ремонте зубчатых колес выполняют несложные операции: снимают заусенцы с зубьев, проверяют степень их износа, исправляют шпоночные канавки, устанавливают втулку в отверстие для вала, если оно разработано настолько, что не обеспечивает необходимой посадки.
Износ зубьев цилиндрических зубчатых колес проверяют штан-гензубомером. Предельный допустимый износ зубьев по толщине указан в инструкциях на ремонт агрегата.
В случае значительного износа рабочей поверхности зубьев и односторонней нагрузки зубчатые колеса переворачивают, чтобы в зацеплении находился неизношенный профиль зуба. Колеса с предельным износом заменяют.
Зубчатые колеса снимают с вала стяжными скобами. Ответственной операцией, определяющей длительность работы зубчатых колес, является сборка элементов передачи. Зубчатые колеса устанавливают на валы в соответствии с посадками, указанными в чертеже. Требования к установке шпонок такие же, как и к установке шпонок полумуфт.
При сборке валов с надетыми колесами проверяют параллельность осей валов (радиальные и боковые зазоры в зацеплении) и прилегание рабочих поверхностей зубьев.
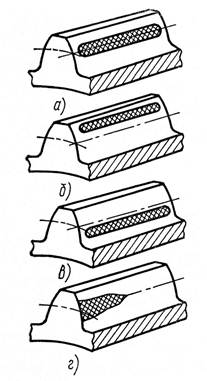
Правильное положение колес контролируют по отпечаткам краски на одном колесе (обычно большом), полученным при вращении другого колеса (обычно малого), зубья которого с рабочей стороны покрыты тонким слоем краски. При вращении малого колеса на несколько оборотов одновременно притормаживают большое колесо, чтобы получить лучший отпечаток краски. По размеру и расположению отпечатка на ведомом колесе (рис. 3.6) судят о качестве сборки зубчатой пары. Высота отпечатка должна быть не менее 60 % высоты зуба. По высоте зуба пятно должно располагаться в средней части и не доходить до верхней кромки или дна впадины. При правильном расположении пятен, но недостаточном их размере, пары обкатывают, применяя абразивные пасты.
Рис. 3.6. Проверка точности прилегания зубьев по отпечаткам краски:
а – нормально, б – увеличено межосевое расстояние, в – уменьшено межосевое расстояние, г – оси валов перекошены.
Нам важно ваше мнение! Был ли полезен опубликованный материал? Да | Нет
Источник
Реферат: Технологический процесс ремонта зубчатых и цепных передач
Название: Технологический процесс ремонта зубчатых и цепных передач Раздел: Промышленность, производство Тип: реферат Добавлен 19:24:32 07 июня 2011 Похожие работы Просмотров: 2552 Комментариев: 14 Оценило: 6 человек Средний балл: 3.8 Оценка: 4 Скачать
Конструкция и назначение зубчатых колес.
Зубчатая передача представляет собой передаточный механизм , звеньями которого являются зубчатые колеса, служащие для передачи движения и сил путем непосредственного контакта. Зубчатые передачи получили широкое применение, так как имеют следующие преимущества перед другими видами передач:
— высокий КПД (достигает 0,99);
— возможность применения при окружных скоростях до 150 м/с для передачи мощностей от долей киловатта до десятков тысяч киловатт;
— высокая кинематическая точность; точность изготовления;
— надежность и долговечность работы в различных условиях эксплуатации.
В зависимости от взаимного расположения геометрических осей валов в пространстве зубчатые передачи классифицируются следующим образом:
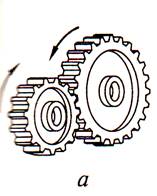
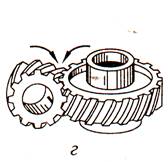
— передачи с параллельными осями; осуществляются цилиндрическими зубчатыми колесами (а, б);
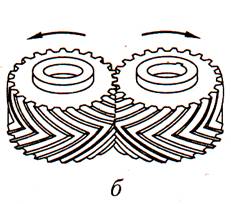
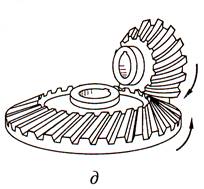
— передачи с пересекающимися осями; осуществляются коническими зубчатыми колесами (в );
— передачи со скрещивающимися осями; осуществляются цилиндрическими зубчатыми колесами с винтовыми зубьями ( г ), коническими зубчатыми колесами с винтовыми зубьями ( д ), червячным колесом и червяком ( е ).
В зависимости от формы профиля зуба передачи бывают эвольвентными, с зацеплением Новикова, циклоидальными. Наибольшее распространение получили зубчатые передачи с эвольвентным зацеплением.
В зависимости от расположения зубьев на ободе колеса различают передачи с прямыми ( а, в ), косыми, шевронными ( б ) и винтовыми зубьями ( г, д ).
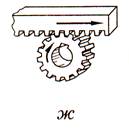
Для преобразования вращательного движения в возвратно-поступательное применяют реечные передачи зубчатое колесо – рейка( ж ).
В зависимости от рабочей скорости различают следующие зубчатые передачи: тихоходные ( окружная скорость до 3 м/с ); среднескоростные ( окружная скорость 3…5 м/); быстроходные ( окружная скорость свыше 15 м/с).
К зубчатым колесам, поступающим нас сборку, и зубчатым передачам предъявляют следующие технические требования:
— зубья колес при контроле на краску должны иметь поверхность контакта, составляющую не менее 0,3 длины зуба и 0,6…0,7 высоты зуба;
— биение колес ( как радиальное, так и торцовое) должно находиться в пределах, установленных техническими условиями для собираемой передачи;
— оси валов под зубчатые колеса должны быть взаимно параллельными
( для цилиндрических передач) или взаимно-перепндикулярными ( для конических зубчатых передач) и лежать в одной плоскости;
— между зубьями колес должен иметься зазор, размер которого зависит от степени точности передачи и определяется по таблицам соответствующих справочников;
— собранна сборочная единица должна быть испытана на холостом ходу и под нагрузкой и обеспечивать плавность и бесшумность работы передачи, а также умеренный нагрев подшипниковых опор.
Точность изготовления зубчатых колес и сборки передачи должна соответствовать требованиям ГОСТов.
Технологические процесс сборки цилиндрической зубчатой передачи включает в себя выполнение следующих операций:
— сбоку зубчатого колеса, если в собираемой конструкции предусмотрена установка составных зубчатых колес;
— установка колес на вал и их фиксацию в заданном положении;
— монтаж валов с установленными на них зубчатыми колесами в корпусе;
— регулирование собранного узла с цилиндрическими зубчатыми колесами;
— контроль качества сборки цилиндрической зубчатой передачи.
Качество зацепления собранной зубчатой передачи проверяют на краску. Зубья меньшего колеса покрывают тонким слоем краски и поворачивают передачу на один оборот. После этого по отпечаткам на сопряженном зубчатом колесе судят о качестве сборки, сравнивая полученные отпечатки с установленными нормами. Обычно для передач средней точности отпечатки краски на сопряженном зубчатом колесе должны располагаться в средней части боковой поверхности зуба и составлять 50..60% высоты и не менее 70% длины зуба. В зависимости от расположения пятка контакта можно установить дефекты сборки:
— пятно контакта расположено с одной стороны зуба – перекос колес при
нарезании зубьев или перекос отверстий под подшипники в корпусе (а).
— пятно контакта расположено в верхней части зуба – слишком большой радиальный зазор или несоответствие межосевого расстояния под подшипники в корпусе установленному чертежом (б).
— Пятно контакта расположено у ножки зуба – недостаточный радиальный зазор в результате несоответствия толщины зуба техническим требованиям (в).
Восстановление зубчатых колес и звездочек цепных передач.
Изнашивание зубчатых колес в процессе эксплуатации происходит под воздействием значительных нагрузок — изгибающих, смятия, ударных при одновременном влиянии посторонних твердых частиц, попадающих в зацепление; источников их образования являются как продукты износа, так и загрязненная окружающая среда. Более интенсивно изнашиваются зубчатые колеса, находящиеся в непосредственном зацеплении, которые используются в механизмах коробок скоростей и подач для изменения частоты вращения шпинделя и скорости перемещения поступательно движущихся исполнительных механизмов. У этих зубчатых колес преимущественно изнашиваются торцовые поверхности зубьев.
Дефекты при эксплуатации зубчатых колес являются:
— изнашивание рабочего профиля зуба;
— скол части зуба;
— поломка одного или нескольких зубьев;
— трещины в зубчатом винце, спицах или ступице зубчатого колеса;
— изнашивание посадочного отверстия, сопряженное со смятие шпонки или шлицов;
— вмятины на торцах зубьев.
Для изготовления зубчатых колес как правило применяют такие материалы, как сталь, чугун, цветные металлы, сплавы и неметаллы, что влияет на выбор восстановления зубчатых колес.
При работе зубчатых передач наиболее часто износу подвергается рабочий профиль зуба. Зубчатое колесо в этом случае, как правила, не восстанавливают, а заменяют новым. Причем, если одно из зубчатых колес требует замены, то для сохранения нормальной работы передачи необходимо заменить и второе колесо пары, даже если оно не подверглось износу. Поэтому весьма важным является постоянный контроль состояния зубчатых колес.
При одновременной нагрузке зубья зубчатого колеса изнашиваются только с одной стороны, что делает целесообразным при проведении текущего ремонта не производить замену такого колеса, его достаточно повернуть таким образом, чтобы в новом положении зубчатая пара передавала нагрузку неизношенной стороной.
Восстановление зубчатых колес осуществляется несколькими способами в зависимости от характера изнашивания.
Зубчатые колеса со сломанным или выкрашенным зубом нельзя оставлять в работающим механизме, так как это может привести к поломке зубьев
сопряженного колеса и выходу из строй всего механизма. В ответственных быстроходных передачах такие зубчатые передачи подлежат замене. В
тихоходных зубчатых передачах экономически выгоднее направить такое зубчатое колеса на восстановление.
Восстановление зубчатых колес со сломанным или выкрошенным зубом может быть выполнено следующим способом:
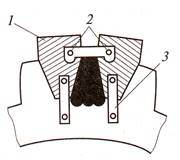
— наплавкой нового зуба взамен изношенного по медным шаблонам (а).
— установкой вставки, закрепляемой винтом (б).
— установкой вставки в пазу типа «ласточкин хвост» с последующим ее закреплением сваркой (в).
При восстановлении наплавкой используют медные шаблоны 1, воспроизводящие форму впадины между зубьями. Эти шаблоны обеспечивают возможность формирования боковой поверхности зуба. Положение шаблонов на зубчатом венце фиксируют планками 2 и 3. Так как наплавляемый металл не приваривается к медным шаблонам из-за высокой теплопроводности меди, после наплавки они легко удаляются.
Восстановление двух- и трехвенцовых блоков зубчатых колес осуществляется путем замены одного или двух шестерен блока новыми.
Восстановление зубчатых секторо в, подобно восстановлению зубчатых колес, выполняется путем замены зубчатого венца, который изготавливают мак же, как зубчатый венец для колес, в затем вырезают из него нужный по величине сектор.
Зубчатые колоса, изготовленные из полимерных материалов , восстановлению не подлежат, их изготовляют заново методом литья под давлением в предварительно подготовленную форму.
Восстановление текстолитовых зубчатых колес , изготовленных из набора текстолитовых дисков, скрепленных между собой стальными фланцами, не практикуется.
Изнашивание звездочек цепных передач происходит главным образом, за счет смятия зубьев или их поломки, а также ослабления посадки звездочек на валах. Посадочные места звездочек цепных передач восстанавливают теми же способами, что и посадочные места шкивов ременных передач. При изнашивании зубьев звездочек заменяют зубчатые венцы, что является достаточной операцией, так как по конструктивному решению большинство моделей звездочек, используемых в механизма передачи движения в промышленного оборудовании, имеют составное устройство. В такой конструкции звездочек отдельно изготовленные ступица и зубчатый венец при соединении образуют единую сборочную единицу.
Восстановление зубчатых колес, изношенных по профилю зуба, осуществляется с соблюдением следующего технологического маршрута:
— стачивают зубчатый венец, обеспечивая получение посадочного места под установку нового ( обработка ведется на оправке, закрепленной в центрах токарного станка);
— вытачивают заготовку нового зубчатого венца, а затем, используют эту поверхность, как базовую , обрабатывают отверстие для установки кольца на посадочное место ступицы, подготовленное заранее;
— устанавливают заготовку зубчатого венца на посадочное место ступицы, фиксируя ее положение стопорными винтами или штифтами;
— нарезают зубья соответствующего модуля на заготовке восстанавливаемого зубчатого колеса, используя фрезерный станок.
Технологический маршрут восстановления зубчатого колеса.
Источник
Ремонт зубчатых передач
1. Ремонт цилиндрических зубчатых передач
В станкостроении применяют цилиндрические колеса с прямыми, косыми и шевронными зубьями, с наружным и внутренним зацеплением, а также валы-шестерни.
При работе передачи в результате нагрева размеры колес увеличиваются в большей степени, чем расстояния между их осями. Поэтому независимо от степени точности сопряжения колес должна быть предусмотрена величина радиального и гарантированного бокового зазора между зубьями, необходимая для компенсации температурных деформаций и размещения смазки.
При сборке сопряжения деталей, образующих зубчатую передачу, необходимо проверить:
радиальное биение зубчатого венца;
площадь контакта;
боковой зазор.
Кроме того, необходимо проверить соединение основных поверхностей зубчатого колеса с валом или втулками, а также прилегание торцов и их биение.
Перед насадкой зубчатого колеса на вал необходимо обратить внимание на состояние поверхностей отверстия и посадочной шейки вала.
При установке зубчатого колеса на вал встречаются следующие погрешности: качание зубчатого колеса на шейке вала, радиальное биение начальной окружности, торцовое биение, неплотное прилегание к упорному буртику вала.
В связи с ошибками в изготовлении зубчатых колес, валов или корпусных деталей при сборке зубчатых передач встречаются следующие погрешности:
недостаточный боковой зазор;
увеличенный боковой зазор;
неравномерный боковой зазор.
В первом и во втором случаях причиной может быть увеличенная или уменьшенная толщина зубьев или увеличенное или уменьшенное расстояние между осями в корпусной детали. В третьем случае причиной может быть неравномерная толщина зубьев или радиальное биение зубчатого венца.
Исправление в каждом из трех случаев решается конкретно в зависимости от погрешности, в частности, заменой одного из колес с введением коррекции (положительного или отрицательного смещения исходного контура) при нарезании зубьев.
Ориентировочные значения гарантированного бокового зазора в зависимости от вида сопряжения зубчатых колес при разности температуры зубчатых колес и корпуса в 25° С приведены в табл. 12, где Н — нулевой; Е, Д — уменьшенный; В, С — нормальный; А — увеличенный.
Более точные значения для конкретных условий эксплуатации передачи должны быть приведены в технических условиях или руководстве по эксплуатации механизма.
Боковой зазор в зубчатом зацеплении можно проверить набором щупов, которые последовательно вводятся в зазор между неработающими профилями зубьев, возвратно-поступательным вращением, путем прокатывания между зубьями свинцовых проволок (трех, четырех), уложенных по длине зуба, или с помощью специального приспособления, с помощью которых определяется наличие бокового зазора и его величину. Проверка бокового зазора прокаткой свинцовых проволок является наиболее распространенной. Для этого на большее из сцепляющихся колес при помощи технического вазелина, солидола или воска приклеивают в нескольких сечениях свинцовую проволоку. Чтобы избежать разрыва, проволока должна укладываться таким образом, чтобы она огибала каждый зуб.
Таблица 1. Гарантированные боковые зазоры
Межосевое расстояние
Гарантированный боковой зазор jnmin, мкм, для вида сопряжения
H
E
D
C
B
A
До 80
0
30
46
74
120
190
80 – 125
0
35
54
87
140
220
125 – 180
0
40
63
100
160
250
180 – 250
0
46
72
115
185
290
250 – 315
0
52
81
130
210
320
315 – 400
0
57
89
140
230
360
400 – 500
0
63
97
155
250
400
500 – 630
0
70
110
175
280
440
630 – 800
0
80
125
200
320
500
800 – 1000
0
90
140
230
360
550
Обычно берут проволоку диаметром, равным (0,15–0,20)мм.
Для получения оттисков плавно поворачивают колеса в том направлении, в котором они нормально вращаются в передаче. Вращение колес должно быть равномерным. Рывки или остановки колес при прокатывании проволоки вызывают искажение оттисков.
Прокатанная проволока состоит из отдельных расплющенных участков, соединенных между собой участками проволоки, находившимися в радиальных зазорах между зубьями. При этом толщина оттисков на проволоке будет чередоваться: на рабочей стороне зуба (по направлению поворота) она будет меньше, на нерабочей — больше.
Сумма толщин оттисков на одной и той же проволоке на рабочей и нерабочей стороне зуба представляет собой боковой зазор.
Толщины оттисков измеряют на плите при помощи индикатора. Оттиск измеряют в середине, где он имеет наименьшую величину.
По разнице в толщине оттисков на разных проволоках на одной и той же образующей зуба можно определить перекос и непараллельность осей колес.
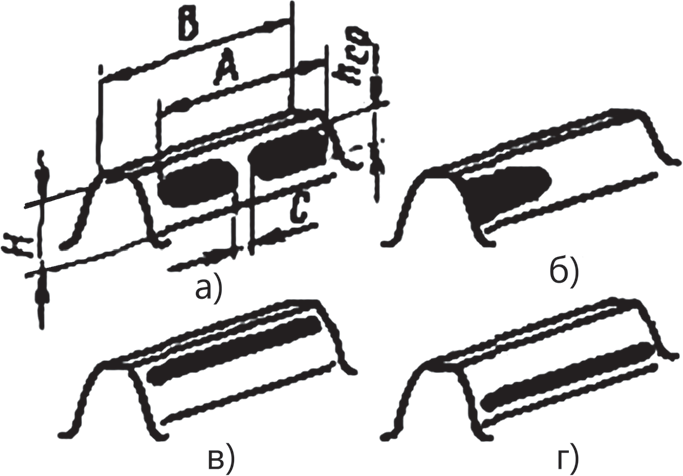
Погрешности сборки зубчатых передач определяют по расположению пятна контакта при проверке «на краску» (рис. 1). При нормальном зацеплении (рис. 1, а) пятно контакта (с размерами А, hср и С) должно располагаться на линии зацепления (т.е. посередине высоты Н зуба) и равномерно по всей длине. Если боковой зазор больше нормы, то пятно контакта смещается к вершине зуба (рис. 1, в), а если смещается к ножке зуба, то недостаточен зазор или недостаточна толщина зуба у одного или обоих колес (рис. 1, г). Если в зацеплении пятно контакта смещено по ширине зуба В ближе к торцу зуба, то одно из колес установлено с перекосом (рис. 1, б).
Рис. 1. Расположение пятен контакта при проверке «на краску»
Плавность хода обычно проверяют проворотом от руки собранного механизма, с помощью динамометра, динамометрического ключа или специального приспособления.
Если зазор в зацеплении зубчатых колес не соответствует требованиям технических условий или же зубчатые колеса вращаются не плавно, происходит заклинивание передачи в отдельных местах, то определяют причину неисправности. При необходимости узел разбирают, подбирают зубчатые колеса или изготовляют новые с учетом коррекции, устраняют причину неисправности, после чего вновь производят сборку и регулировку механизма.
Следует учесть, что при нарезании зубьев зубчатых колес вносится погрешность радиального биения зубчатого венца. При монтаже зубчатых колес максимумы радиальных биений зубчатых венцов в зацеплении могут совместиться, что может нарушить плавность вращения передачи, а иногда — и к заклиниванию колес. В этом случае необходимо одно из колес повернуть на 180° по отношению к другому, что может нормализовать боковой зазор в зацеплении.
При монтаже на вал недостаточно жесткого зубчатого колеса с большим усилием может произойти деформация зубчатого венца, что отразится на работе зацепления. Такие колеса устанавливают с весьма небольшим натягом или с даже с зазором (от –0,03 до +0,04 мм для валов диаметром до 100 мм).
2. Ремонт конических зубчатых передач
В станкостроении применяют конические зубчатые колеса с прямыми, косыми и криволинейными зубьями.
Пятно контакта на поверхностях зубьев является важнейшим критерием оценки качества конической передачи. При обкатке пятно контакта должно иметь длину, равную 1/2 длины зуба для прямозубых колес и 1/2 –1/4 длины зуба для спиральных конических колес. Пятно контакта должно иметь отрыв от головки и ножки зуба, а для бочкообразных и спиральных зубьев — от носка и от пятки зуба.
Пятно контакта влияет на плавность и бесшумность работы конических колес. Более целесообразно осуществлять так монтаж колес, чтобы они касались ближе к тонким концам зубьев. При этом тонкие концы зубьев более податливы к деформации, что увеличивает площадь контакта при взаимной приработке.
При подборе пары находят наилучшее положение шестерни и создают боковой зазор за счет изменения монтажного размера колеса. Фактический монтажный размер маркируют на торцах зубьев шестерни, а фактический боковой зазор — на зубьях колеса, кроме того, на зубьях колеса маркируется порядковый номер пары.
При монтаже колес шестерню устанавливают по маркированному монтажному расстоянию, а колесо — по боковому зазору.
Регулируемые колеса устанавливают путем пригонки компенсаторов или при помощи регулировочных гаек.
Для обеспечения правильной работы конической передачи необходимо выполнение следующих условий при сборке:
оси отверстий зубчатых колес должны совпадать с осью начальных конусов и не иметь перекосов;
оси отверстий в корпусе должны лежать в одной плоскости, пересекаться в определенной точке, под требуемым углом.
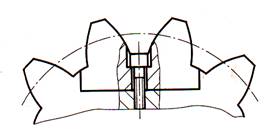
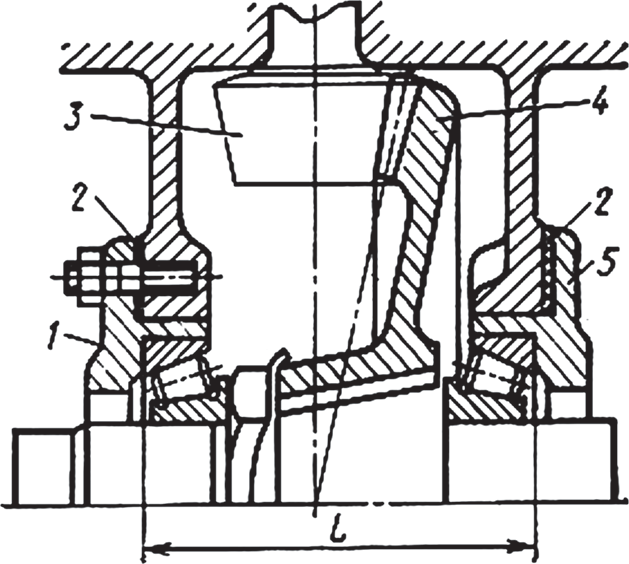
Если при регулировке осевого положения зубчатых колес в конической передаче также необходимо произвести регулировку осевого зазора у конических подшипников опор (рис. 2), то сначала регулируют осевой зазор у конических подшипников, используя набор прокладок 2 между стаканами 1 и 5 и корпусом в обеих опорах. Затем, оставляя общую толщину прокладок неизменной, перераспределением их числа между обеими опорами добиваются правильного положения колеса 4 относительно шестерни 3.
Рис. 2. Регулировка осевого положения колес конической передачи и подшипниковых опор
Для нерегулируемых передач большое значение имеет обеспечение совпадения вершин делительных конусов обоих колес. Значение смещения вершины определяется как осевое смещение колеса при монтаже в передаче относительного его положения, соответствующего наилучшим условиям его зацепления с парным колесом.
Затем необходимо проверить боковой зазор в зацеплении конических колес. Контроль осуществляется аналогично контролю цилиндрических колес.
3. Ремонт червячных передач
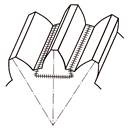
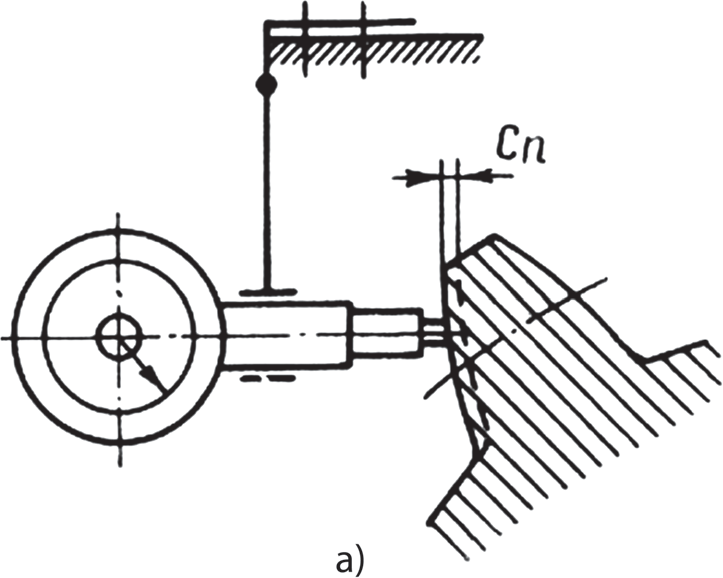
Для червячных передач должен быть установлен наименьший гарантированный боковой зазор в зависимости от межосевого расстояния. Величину бокового зазора Сn можно замерить индикатором (рис. 3, а). Движок индикатора устанавливают перпендикулярно боковой поверхности одного из зубьев и снимают его показания при покачивании червячного колеса вдоль насколько позволяет зацепление с неподвижным червяком. Увеличить боковой зазор можно подшабровыванием нерабочей стороны зубьев колеса.
Монтаж червячных зубчатых колес на валах и проверку их осуществляют так же, как монтаж и проверку цилиндрических и конических зубчатых колес.
При сборке червячной передачи необходимо обеспечить совпадение средней плоскости колеса с осью червяка в пределах допускаемых отклонений.
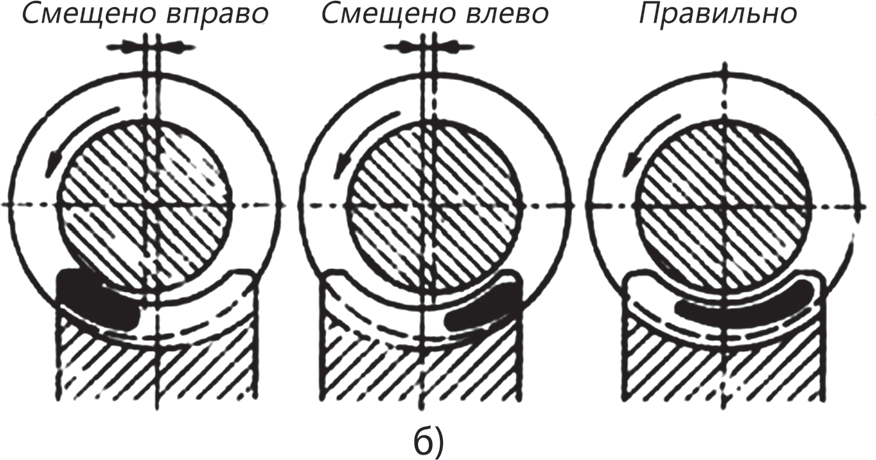
Положение оси червяка относительно средней плоскости червячного колеса проверяют «на краску» (рис. 3, б). Краску наносят на винтовую поверхность червяка, после чего вводят его в зацепление с зубчатым колесом. Последующим поворотом червяка достигается получение отпечатков на зубьях червячного колеса, по характеру которых судят о качестве зацепления.
Прилегание рабочей стороны зубьев колеса к виткам червяка должно быть равномерным с распределением касания по всей рабочей высоте вдоль зубьев колеса (рис. 3, б). При правильном зацеплении червяка краска должна покрывать поверхность зуба червячного колеса не менее чем на 60–70% по длине и высоте.