- AllTransportation
- Разработка технологического процесса ремонта цистерны
- Навигация
- Автомобильные дизельные топлива
- Технология производства и ремонта котлов цистерн
- Вписывание вагона в габарит. Основные элементы и технические данные цистерны модели 15-1443. Периодичность и сроки ремонта, техническое обслуживание цистерны. Характерные неисправности, их причины и способы устранения. Автотормозное оборудование.
- Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
AllTransportation
Транспорт сегодня
Разработка технологического процесса ремонта цистерны
Технология ремонта котлов имеет многие характерные особенности, связанные с различным материалом стенок и наличием для многих котлов избыточного давления при погрузке-выгрузке или транспортировке перевозимых грузов. При ремонте котлов цистерн для перевозки грузов под давлением более 0,07 МПа (0,7 кг/см2) следует руководствоваться требованиями Правил устройства и безопасной эксплуатации сосудов, работающих под давлением, утвержденных Госгортехнадзором.
Выполнение сварочных работ на цистернах для перевозки опасных грузов разрешается сварщикам, прошедшим обучение и сдавшим аттестационные испытания в соответствии с требованиями Госгортехнадзора.
Наиболее частыми неисправностями котлов цистерн являются коррозионные разрушения, трещины, ослабление сварных швов между листами и сварных швов крепления к котлу деталей излом внутренних лестниц, а также повреждения сливных приборов.
До подачи в ремонт котлы цистерн должны быть пропарены, промыты, очищены изнутри и снаружи, а также дегазированы и проверены на взрывобезопасность.
Подготовка специализированных цистерн к ремонту выполняется предприятиями, их эксплуатирующими, а цистерны для нефтепродуктов — пунктами подготовки к наливу.
До начала выполнения сварочных работ необходимо установить по технической документации материал котла и элементов его крепления, что позволит выбрать сварочные материалы и материалы вставок. Выбранные сварочные материалы должны обеспечить сохранность качества перевозимых грузов.
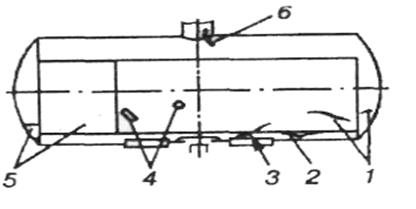
При всех видах ремонта котлов четырехосных цистерн разрешается заварка трещин 1 (рис.8) независимо от места их образования в количестве не более одной на 1 м2, а также трещин 2 в сварных соединениях продольных и кольцевых листов. Если трещина 3 уходит — под фасонную лапу, то ее заварка производится при срезанной фасонной лапе. Трещины 6, переходящие с колпака на котел цистерны, ремонтируют заваркой после её разделки с двух сторон и после удаления сварного шва соединения колпака на расстоянии 50 мм в обе стороны от трещины.
Пробоины 4 ремонтируют путем вырезки поврежденного участка и постановки вставки круглой формы диаметром 15 см, а при больших размерах пробоин допускается постановка эллиптической или прямоугольной вставки. Толщина металла вставки должна соответствовать толщине котла в месте ремонта.
Оставшуюся толщину металла котла определяют ультразвуковыми толщиномерами типов КВАРЦ-15 и УТ-93П. Участки, поражённые коррозией на глубину 50% и более от номинальной толщины, а в броневом листе в местах опор — более 30%, удаляют и ремонтируют вваркой части днища или продольного листа 5. При небольшой площади пораженного коррозией участка разрешается производить ремонт постановкой двух вставок на обечайках площадью по 1,5 м2, а также постановкой вставок общей площадью до 1 м2 на каждом днище котла.
Сливные приборы и предохранительные клапаны исправляют. Сливные приборы старых типов заменяют универсальными. Если квадрат штанги, резьба, нажимной винт и гайка скобы, а также детали клапана разработаны, их восстанавливают наплавкой дуговой или газовой сваркой с последующей механической обработкой; неисправные прокладочные и уплотнительные кольца заменяют новыми. Задиры и местные повреждения на протирочных поверхностях клапана и седла устраняют проточкой на токарном станке с последующей тщательной притиркой клапана к седлу.
Приводят в полную исправность детали опор и крепления котла, крышки и приспособления для пломбирования их, лестницы, помосты.
Котлы испытывают на плотность после деповского ремонта — воздухом под давлением 0,5 кГ/см2 с обмыливанием при этом всех сварных швов и мест, где может образоваться течь; после капитального ремонта — гидравлическим давлением 2 кГ/см2. Испытание длится не менее 15мин.
Для проверки исправности всех частей универсального прибора цистерны 10 мин находятся под давлением с открытой нижней частью (заглушкой) сливного прибора и 5мин с частично открытым клапаном при закрытой заглушке.
За сварочные работы на частях котла ставят клеймо пункта и дату ремонта.
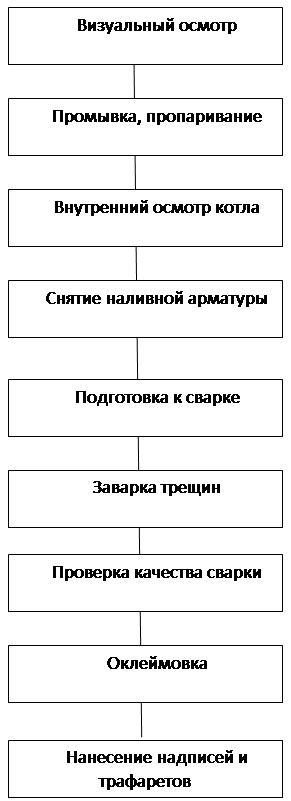
Схема технологического процесса ремонта цистерны модели 15-1443
цистерна нефтепродукт ремонт устройство
Актуальное на сайте:
Организация работ отделения ремонта гидрооборудования
Отделение для восстановления гидрооборудования состоит из нескольких участков: разборки; мойки и дефектовки; стендовых испытаний; сборки. На участках производится диагностирование и ремонт гидронасосов, гидрораспределителей, гидроцил .
Расчет пропускной способности систем обслуживания пассажиров при свободном методе регистрации
Поведение СМО в АВ при свободном методе регистрации можно описать с помощью моделей теории массового обслуживания, которая характеризуется дискретным состоянием и непрерывным временем. Для этого докажем, что входящий поток требований явля .
Распределение трудоемкости по видам работ и расчет числа рабочих мест
Рт = Тотд / Фрм (32) Где: Тотд – трудоемкость работ на которые определяется необходимое число рабочих чел. ч Фрм – действительный годовой фонд времени рабочего места в одну смену час стр. 35 [4] Фрм = [Дгод – (Дв + Дпр)] * tсм (час.) ( .
Навигация
 Автомобильные дизельные топлива
Автомобильные дизельные топлива
 Автомобильные дизельные топлива
Автомобильные дизельные топливаДля автомобильных дизельных двигателей выпускаются топлива на базе керосиновых, газойлевых и соляровых дистилляторов прямой перегонки нефти. Для снижения содержания серы используют гидроочистку и депарафинизацию.
Источник
Технология производства и ремонта котлов цистерн
Вписывание вагона в габарит. Основные элементы и технические данные цистерны модели 15-1443. Периодичность и сроки ремонта, техническое обслуживание цистерны. Характерные неисправности, их причины и способы устранения. Автотормозное оборудование.
| Рубрика | Производство и технологии |
| Вид | курсовая работа |
| Язык | русский |
| Дата добавления | 10.04.2015 |
| Размер файла | 2,2 M |

Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Размещено на http://www.allbest.ru/
1. Вписывание вагона в габарит
2. Основные элементы и технические данные цистерны модели 15-1443
3. Автосцепное устройство цистерны
4. Поглощающий аппарат
5. Автотормозное оборудование
7. Колёсные пары
8. Буксовый узел
9. Периодичность и сроки ремонта, техническое обслуживание цистерны 15-1443
10. Характерные неисправности, их причины и способы устранения
11.Требования охраны труда при ремонте котлов цистерн
Масштабы народнохозяйственной проблемы, связанной с доставкой грузов в цистернах, характеризуются привлечением больших производственных мощностей изготовителя этого вида подвижного состава, а также эксплуатационных и ремонтных предприятий. Преимущество применения цистерн для перевозки широкой номенклатуры наливных, пылевидных, затвердевающих грузов и газов очевидно, при этом сокращается время на техническую и коммерческую обработку состава, совершенствуется механизм погрузочно-разгрузочных работ, обеспечивается большая по сравнению с другими видами подвижного состава безопасность транспортировки огнеопасных, токсичных, ядовитых грузов, улучшаются экологические характеристики транспортно-технологического процесса.
Парк цистерн, эксплуатируемых как у нас в стране, так и за рубежом, постоянно растет. Большими сериями выпущены 55 типов цистерн, затраты на их изготовление исчисляются миллионами рублей. На подготовку спеццистерн к транспортно-техническим процессам затрачивается от 20 до 30% времени оборота, а на готовность к эксплуатации денежные затраты в 4-6 раз (в среднем) превышают первоначальную стоимость цистерн. Новый хозяйственный механизм. Закон о социалистическом предприятии подсказывают пути отыскания новых технических, технологических и экономических решений для снижения затрат на изготовление и содержание специализированного подвижного состава.
1. Вписывание вагона в габарит
вагон цистерна ремонт автотормозной
Для безопасного движения поездов требуется, чтобы локомотивы и вагоны, а также грузы на открытом подвижном составе могли свободно проходить мимо устройств и сооружений у пути, не задевая их, а также мимо следующего по соседним путям подвижного состава.
Габарит приближения строений — это предельное поперечное (перпендикулярное оси пути) очертание, внутрь которого не должны заходить никакие части сооружений и устройств, а также лежащие около пути материалы, запасные части и оборудование. Исключение могут составить лишь устройства, предназначенные для непосредственного взаимодействия их с подвижным составом, например, вагонные замедлители в рабочем состоянии, контактные провода с деталями крепления и др.
На железнодорожном транспорте действуют габариты приближения строений и подвижного состава, установленные ГОСТ 9238-83. Этот стандарт распространяется на железные дороги общей сети колеи 1524 мм (1520 мм). Для линий и участков, железных дорог, где обращаются поезда со скоростью, превышающей 160 км/ч, габаритные нормы устанавливаются специальными указаниями МПС. Все пути, сооружения и устройства, железных дорог общей сети, а также подъездные пути (от станции примыкания до территории промышленных предприятий) должны удовлетворять требованиям габарита приближения строений С.
Размеры габаритов по горизонтали считают от оси колеи, а по вертикали — от уровня верха головки рельса. Левую часть габарита приближения строений применяют на станциях, правую — на перегонах. Для путей, сооружений и устройств, расположенных на территориях депо, мастерских, грузовых районов, складов, речных и морских портов, заводов, в том числе предприятий МПС, введен несколько облегченный габарит Сп, и отличающийся от габарита С некоторыми размерами.
Для подвижного состава установлены габариты Т; 1-Т; 1-ВМ; 0-ВМ; 02-ВМ; 03-Вм.
Все смещения вагона могут быть сведены к следующим четырем группам:
· вызываемые возможными отклонениями в состоянии пути — уширением колеи, упругим обжатием рельсов, перекосами и износом шпал и подкладок, упругой осадкой шпал и балласта и т.п.;
· возникающие при движении вагона динамические колебания;
· обусловленные зазорами и износами ходовых частей и прогибом рессорного подвешивания от статической нагрузки;
· выносы частей вагона при движении в кривых.
Рисунок 1 — Схема проверки вписывания вагона в габарит
Рисунок 2 — Габарит подвижного состава 1-ВМ (верхнее очертание)
2. Основные элементы и технические данные цистерны модели 15-1443
Цистерна модели 15-1443 предназначена для перевозки светлых нефтепродуктов.
Четырехосная цистерна на рисунке 1 модели 15-1443 для светлых нефтепродуктов состоит из котла 1, опирающегося через средние 3 и концевые опоры на раму 5, ходовых частей 6, автосцепного устройства 2 и тормозного оборудования 4.
Рисунок 3 — Четырехосная цистерна модели 15-1443
Котел рисунок 2 включает цилиндрическую обечайку, сваренную из пяти продольных листов (нижнего 7 — толщиной 11 мм, двух боковых 3 и двух верхних 2—9 мм), и два днища 1 толщиной 10 мм. Для налива нефтепродуктов, осмотра внутренних частей котла и его очистки используется люк 5 диаметром 570 мм, герметически закрываемый крышкой. Крышка крепится к люку восемью откидными болтами. На опорное кольцо горловины люка ставят уплотнительное кольцо из бензоморозостойкой резины. В люке 5 размещен привод основного затвора сливного прибора и две сегментные планки 8 и 9, укрепленные на разных уровнях и предназначенные для контроля за предельными уровнями налива груза. Рядом с люком размещен патрубок 6 для установки предохранительно-впускного клапана. При наливе груза объем котла заполняется только на 98%. Оставшиеся два процента свободного пространства предусматриваются на увеличение объема груза при его нагревании.
Рисунок 4 — Котел
Все продольные листы и днища котла соединены стыковыми сварными швами. Внутренний диаметр котла 3000 мм, а наружная длина — 10,77м. Котел имеет нижний слив и оборудован универсальным сливным прибором. Для обеспечения полного слива продукта нижний броневой лист котла имеет уклон к сливному прибору, образованный выштамповкой нижнего листа на глубину 20-30 мм. Для подъема на цистерну с обеих сторон вблизи от люка закреплены металлические лестницы 4, а наверху сделана площадка для безопасного обслуживания при осмотре и промывке котла. Внутри котла также имеется лестница, опирающаяся на нижний лист. Котел изготовлен из стали 09Г2С.
Рама (рисунок 3) цистерн постройки до 1995 г. выполнена без боковых продольных балок между шкворневыми, длиной 10,8 м. Применяется рама для всех четырехосных цистерн с базой 7800 мм независимо от перевозимых грузов. Рама состоит из хребтовой 5, двух шкворневых 6 и двух концевых 9 балок, соединенных со шкворневыми балками 6 боковыми обвязками 8 и 10. Хребтовая балка выполнена из двух швеллеров 14 № 30В, перекрытых сверху и снизу накладками 13 и 15 толщиной 7 мм. На хребтовой балке крепятся передние 1 и задние 3 упоры автосцепки, предохранительные накладки 2, кронштейны для тормозного оборудования и лапы для крепления котла. Предохранительные накладки 2 защищают вертикальные стенки хребтовой балки от истирания поглощающим аппаратом автосцепки.
Рисунок 5- Рама цистерн постройки до 1995 г.
Шкворневые балки 6 коробчатого сечения, сварены из верхнего 11 (10мм), нижнего 12 (12 мм) и двух вертикальных 7 листов (8 мм). Сверху на шкворневых балках укрепляются металлические опоры котла. Зона соединения шкворневой и хребтовой балок усилена надпятниковой коробкой 4. Концевые балки 9 и боковые обвязки 10 изготовлены из штамповок Г-образной формы толщиной 6 мм.
Котел на раме (рисунок 6) крепят в средних и концевых ее частях. Для предотвращения продольных смещений только лишь средняя часть котла жестко связана с рамой фасонными лапами 2, приваренными к нижнему листу 1 и соединенными призонными болтами 3 с лапами 4 хребтовой балки 5 рамы. Концевые части котла свободно лежат на деревянных брусках 8 и 10, укрепленных болтами 9 в металлических желобах 11 опор 12, установленных на шкворневых балках 13 рамы. Для предотвращения вертикальных и поперечных перемещений предусмотрены стяжные хомуты 6, которыми концевые части котла при помощи винтовых муфт 7 крепятся к крайним опорам.
Рисунок 6 — Котел на раме
Универсальный сливной прибор цистерн общего назначения служит для слива груза из котла, а при необходимости — налива снизу при помощи насоса. Сливной прибор крепится к нижнему листу средней части котла. Слив производится через патрубок, приваренный к седлу клапана.
Таблица 1 — Технические характеристики цистерны 15-1443
Источник