- Схемы технологических процессов капитального ремонта автомобилей и их составных частей
- 2. Технологический процесс капитального ремонта машин.
- 3. Подготовка и сдача машин в капитальный ремонт. Приёмка машин в ремонт.
- Большая Энциклопедия Нефти и Газа
- Технологический процесс — капитальный ремонт
- Технологический процесс капитального ремонта автомобилей
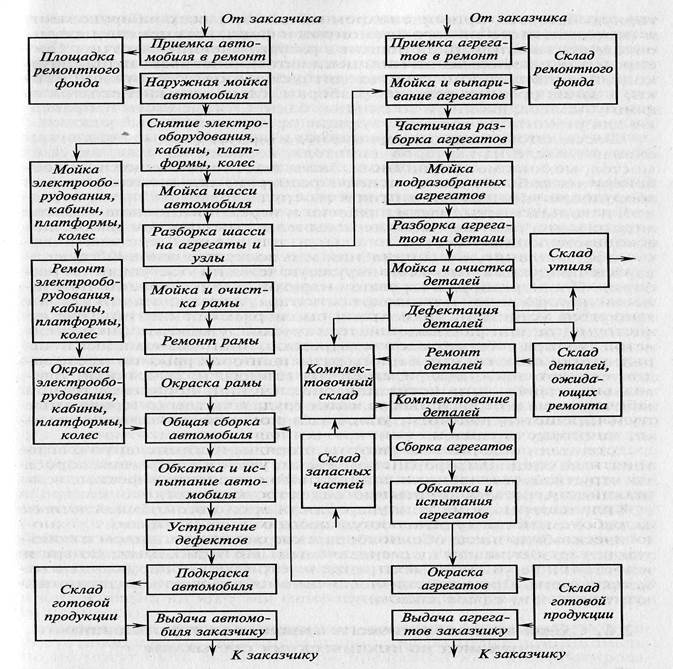
Схемы технологических процессов капитального ремонта автомобилей и их составных частей
Агрегаты, снятые с автомобиля или поступающие в КР как товарная продукция, проходят наружную мойку и поступают на разборку. После разборки агрегатов наружные и внутренние поверхности деталей моют и очищают от нагара, накипи, старой краски, продуктов коррозии, коксовых и смолистых отложений.
При дефектации детали разделяют на три группы: утильные (восстановление которых технически невозможно или экономически нецелесообразно), годные без ремонта (износ которых не превысил допустимого значения, регламентированного техническими условиями) и требующие восстановления. Детали последней группы восстанавливают различными способами и после контроля передают на комплектование, где их подбирают в комплекты и передают на сборку агрегатов.
Двигатели обычно собирают на поточных линиях, другие агрегаты — на специализированных рабочих местах. Собранные агрегаты испытывают и после устранения обнаруженных дефектов окрашивают. Агрегаты, принятые отделом технического контроля (ОТК), поступают на конвейер для сборки автомобилей или на склад готовой продукции, откуда выдаются заказчикам.
Автомобиль после общей сборки заправляют топливом и испытывают пробегом или на стенде с беговыми барабанами. Во время испытаний регулируют механизмы и устраняют обнаруженные неисправности. При необходимости автомобиль моют, подкрашивают, после чего сдают заказчику.
Автомобиль после общей сборки заправляют топливом и испытывают пробегом или на стенде с беговыми барабанами. Во время испытаний регулируют механизмы и устраняют обнаруженные неисправности. При необходимости автомобиль моют, подкрашивают, после чего сдают заказчику.
Источник
2. Технологический процесс капитального ремонта машин.
Технологический процесс – это часть производственного процесса, содержащая целенаправленные действия по последовательному изменению состояния объекта ремонта или его составных частей при восстановлении их работоспособности, исправности и ресурса. Технологический процесс капитального ремонта машин включает в себя все элементы машиностроительного производства (изготовление деталей, сборку, обкатку, испытание и окраску) и дополнительно специфические элементы (приёмку машин в ремонт, очистку, разборку, дефектацию и комплектацию).
Технология капитального ремонта тракторов (автомобилей): 1) Доставка трактора (автомобиля) в мастерскую, очистка, промывка его узлов, агрегатов; 2) Разборка на узлы и детали, мойка; 3) Дефектовка деталей; 4) Определение деталей, узлов, агрегатов, подлежащих замене новыми или ремонту; 5) Восстановление и упрочнение деталей; 6) Сборка узлов и агрегатов тракторов (Сборка силовой передачи, ходовой и тормозной систем, гидропривода); 7) Сборка и установка электрооборудования; 8) Сборка трактора (автомобиля), обкатка, испытание, выдача сертификата; 9) Окраска и сушка; 10) Обеспечение технической и экологической безопасности; 11) Заявочное и плановое диагностирование агрегатов трактора.
3. Подготовка и сдача машин в капитальный ремонт. Приёмка машин в ремонт.
Ремонту лесозаготовительных машин должны предшествовать конструкторская, технологическая и материальная подготовки производства, а также подготовка направленной на ремонт машины.
В конструкторскую подготовку ремонта машин входит разработка рабочих чертежей. При разработке рабочих чертежей следует руководствоваться системой допусков и посадок, требованиями ГОСТ, нормами и другими инструктивными материалами.
В объем технологической подготовки ремонта машин входит разработка следующей документации: технических условий на разборку, контроль, сортировку деталей, сборку машин; технических условий на восстановление деталей; карт технологического процесса ремонта отдельных деталей; технологической оснастки (приспособления, специального инструмента и др.), а также и изготовления оснастки; норм расхода материала; чертежей ремонтных и др.
Материальная подготовка производства заключается в том, чтобы ремонтное предприятие было своевременно обеспечено металлом, материалами и необходимыми запасными частями. Заявки на эти материалы и изделия составляются на основании норм и уточнённой годовой программы работы ремонтного предприятия.
Сдача машины в капитальный ремонт осуществляется леспромхозами после выработки ресурса, установленного заводами-изготовителями, или межремонтного ресурса, а также если её техническое состояние требует полной разборки, замены или ремонта основных базовых агрегатов и деталей и проверки остальных.
Приемку машин в капитальный ремонт производит представитель ремонтного предприятия в присутствии сдатчика — представителя эксплуатационного хозяйства. Приёмка в капитальный ремонт должна производиться при наличии следующих документов: наряда на ремонт установленной формы, выданного вышестоящей организацией; справки о состоянии машины или акта технического состояния по форме, установленной вышестоящей организацией; технического паспорта или формуляра на машину, полностью оформленного, с указанием данных о наработке машины с начала эксплуатации.
Представитель ремонтного предприятия при приёмке производит наружный осмотр, при необходимости испытание машины в работе, а также разборку машины в необходимом объёме для контроля технического состояния агрегатов и узлов.
Машины, сдаваемые в капитальный ремонт, должны быть тщательно очищены от грязи и вымыты. Агрегаты машин должны быть без жидкой смазки, герметизированы, а неокрашенные поверхности покрыты консервирующей смазкой. На машины, имеющие аварийные повреждения и не укомплектованные некоторыми мелкими деталями, необходимо письменное ходатайство вышестоящей организации заказчика о возможности приёмки их в капитальный ремонт и разрешение руководителя ремонтного предприятия.
Машины подлежат списанию в том случае, когда основные базовые агрегаты (рама, кабина, двигатель, кузов и др.) полностью изношены и не удовлетворяют требованиям технических условий на приёмку в капитальный ремонт.
Источник
Большая Энциклопедия Нефти и Газа
Технологический процесс — капитальный ремонт
Технологический процесс капитального ремонта представляет собой комплекс технологических и вспомогательных операций по восстановлению работоспособности оборудования, выполняемых в определенной последовательности, и включает в себя приемку оборудования в ремонт, моечно-очистные операции, разборку оборудования на агрегаты, сборочные единицы и детали, контроль, сортировку деталей и ремонт деталей, их комплектацию, сборку сборочных единиц, агрегатов и оборудования в целом, обкатку и испытание оборудования после сборки, окраску и сдачу оборудования из ремонта. [1]
Технологический процесс капитального ремонта автомобиля как совокупность выполняемых в рациональной последовательности технологических операций зависит главным образом от назначения ремонтируемых объектов, специализации ремонтного предприятия, его производственной программы и уровня технической оснащенности. При ремонте грузовых автомобилей особенности технологического процесса определяются работами по ремонту рамы и кабины, при ремонте автобусов и легковых автомобилей — работами по ремонту кузовов. [2]
Технологический процесс капитального ремонта рамы с неполной разборкой состоит из следующих операций: мойки, дефектовки, удаления дефектных деталей, установки новых, заварки трещин, правки деформированных элементов, окраски. [3]
Технологический процесс капитального ремонта машины рассчитан обычно на 20 — 30 суток, а его трудоемкость составляет 300 и более чел-ч. [4]
Рассматриваемый технологический процесс капитального ремонта является типовым для различных моделей горизонтально-расточных станков, он предназначен как для специализированных ремонтных баз, так и для ремонтно-механических цехов предприятий. [5]
Схема технологического процесса капитального ремонта грузового автомобиля включает в себя следующие работы. [6]
В технологическом процессе капитального ремонта тракторов , лесовозных автомобилей, лесозаготовительных машин разборочные работы занимают важное место. В общем объеме трудозатрат на выполнение капитального ремонта разборочные работы составляют примерно 10 — 13 % общей трудоемкости ремонта трактора или автомобиля и их агрегатов. [7]
Развернутая разработка технологического процесса капитального ремонта должна содержать в себе описание всех работ, связанных с выполнением текущего и среднего ремонтов. [8]
Третьим этапом технологического процесса капитального ремонта автомобиля является его общая сборка. Общая сборка ведется из отремонтированных агрегатов и узлов на специализированных постах или на поточных линиях. После общей сборки автомобиль заправляют топливом и подают на испытания, представляющие собой четвертый этап технологического процесса капитального ремонта. Испытания проводятся пробегом или на испытательных стендах с беговыми барабанами. Во время испытаний производятся необходимые регулировки и устраняются обнаруженные неисправности. После испытаний в дорожных условиях автомобиль подвергают мойке. При обнаружении в ходе испытаний неисправностей, не устранимых регулировкой, автомобиль направляют на пост устранения дефектов. Полностью исправный автомобиль при необходимости подкрашивают и сдают представителю отдела технического контроля или непосредственно заказчику. [9]
Третий этап технологического процесса капитального ремонта автомобиля — общая сборка, которая выполняется обычно на поточных линиях. После сборки отремонтированный автомобиль заправляют топливом. [10]
Совершенно по-другому осуществляется технологический процесс капитального ремонта нефтепромыслового оборудования при агрегатном методе ( см. схему): здесь наличие склада оборотных агрегатов, постоянно пополняемого отремонтированными обезличенными агрегатами поступающего в ремонт оборудования, позволяет проводить сборку машин немедленно после ремонта базовой детали, а также широко использовать скоростной параллельный и параллельно-последовательный метод ремонта. Естественно, что длительность ремонта в этом случае значительно меньше. [11]
Применительно к схеме технологического процесса капитального ремонта механической части технологического и подъемно-транспортного оборудования в состав РМЦ могут входить следующие отделения ( участки) и помещения. [12]
Приведенный в настоящей главе технологический процесс капитального ремонта является типовым для различных моделей кругло-шлифовальных станков и рассчитан для ремонтных баз ( цехов) средних и крупных машиностроительных заводов. [13]
Каждая из основных работ технологического процесса капитального ремонта автомобилей характеризуется многими переменными режимами, которые оказывают влияние на качественные показатели ремонтируемых изделий. [14]
На рис. 4.1 показана схема технологического процесса капитального ремонта индивидуальным методом. [15]
Источник
Технологический процесс капитального ремонта автомобилей
Технологический процесс капитального ремонта предусматривает три основных этапа:
первый – разборочные, моечно-очистительные процессы, дефектоскопию деталей;
второй – процессы по восстановлению деталей и узлов;
третий – сборочные процессы, включающие приработку агрегатов и испытание автомобилей.
Особенности технологического процесса авторемонта по сравнению с производством следующие: процесс ремонта начинается с разборки автомобиля; процесс производства – с изготовления заготовок деталей. При ремонте обязательной операцией является дефектоскопия деталей, на заводе такой операции нет. При ремонте сборка происходит из деталей ранее работавших в узлах и агрегатах (восстановленные или оказавшиеся годными), но они отличаются от новых из которых собираются автомобили на заводе. Рассмотрим технологическую цепочку капитального ремонта.
Прием автомобиля в ремонт.
Мойка, обезжиривание деталей и удаление отложений.
Восстановление деталей ремонтными размерами.
Восстановление деталей постановкой дополнительных ремонтных деталей.
Прием автомобиля в ремонт.
Автомобили, сдаваемые в капитальный ремонт, должны передвигаться своим ходом. В ремонт автомобили принимаются в соответствии с существующими Едиными техническими условиями на сдачу в капитальный ремонт и выдачу из капитального ремонта автомобилей, агрегатов и узлов. В этих технических условиях указывается, что автомобиль должен быть комплектным, а детали должны иметь только естественный износ. Замена деталей перед отправкой автомобиля или агрегата в ремонт не допускается. При сдаче автомобиля в капремонт необходимо иметь наряд на ремонт, справу о техническом состоянии автомобиля, паспорт для автомобиля и двигателей ранее подвергавшихся капремонту, техпаспорт автомобиля. По результатам приема составляют приемо-сдаточный акт.
Перед разборкой автомобиль моют горячей водой под давлением до 1,5…2,0 МПа. Это обеспечивает надлежащие условия последующих работ по демонтажу агрегатов и узлов. После этого выполняют очистительные операции. Так, разборку агрегатов производят после наружной очистки и обезжиривания с выпариванием острым паром емкостей для масла двигателя, коробки передач и т.д. Подразборка агрегатов производится на тупиковых постах, полная разборка производится как на тупиковых постах, так и на поточных линиях в зависимости от сложности агрегата. Количество повторно используемых деталей при восстановлении автомобилей и производительность рабочих на разборочных операциях в значительной степени определяется технологичностью конструкции автомобиля, т.е. его приспособленностью к разборочным операциям.
Мойка, обезжиривание деталей и удаление отложений.
На агрегатах и деталях могут быть следующие виды отложений: дорожная промасленная пыль и грязь, жировая пленка, накипь и нагар. Для обезжиривания деталей применяют различные растворы. После обезжиривания детали ополаскивают горячей водой, что предохраняет их от коррозии. Имеются в широком ассортименте синтетические поверхностные моющие средства, которые не вызывают коррозии черных и цветных металлов, не оказывают вредного воздействия на кожу и одежду, поэтому детали после их обезжиривания не нуждаются в ополаскивании. Процесс обезжиривания ведется при невысоких температурах. Для обезжиривания используют такие вещества как сульфонол, керосин и бензин с последующей промывкой жидким маслом (веретенным).
Для мойки и обезжиривания деталей применяют различные моечные установки и машины. Последние бывают однокамерными, в которых мойка производится только раствором, и многокамерными, в которых детали обмывают раствором, ополаскивают горячей водой, а иногда обдувают воздухом.
Нагар откладывается на ряде деталей двигателя: на стенках камер сгорания, на тарелках клапанов, во впускном и выпускном трубопроводе и др. Нагар образуется вследствие неполного сгорания топлива и масла.
Для удаления нагара применяют щелочные растворы. Детали, имеющие нагар, погружают в ванну с температурой раствора 80 – 90° С на 40 – 60 мин. Часто для очистки деталей от нагара применяют косточковую крошку. Установка, используемая для этой цели, по принципу действия аналогична пескоструйной. Широко также используется ультразвуковая мойка, в результате которой детали как обезжириваются, так и очищаются от нагара. Под влиянием ультразвуковых колебаний в жидкости возникают кавитационные пузырьки, разрушение которых сопровождается мощными гидравлическими ударами. В результате этого молекулярные силы сцепления жировых загрязнений с металлом обрабатываемой детали ослабевают и они отрываются от ее поверхности. Жировые загрязнения превращаются в эмульсию, уносимую моющим раствором.
В состав накипи могут входить карбонат кальция (СаСО3) и магния (МgCO2), гипс (СаSO4) и силикаты с большим содержанием окиси кремния (SiO2). Количество отлагающейся накипи зависит от жесткости применяемой воды, пробега автомобиля, режима работы двигателя, а также от того, как часто добавляют или заменяют воду. Присутствующие в воде растворенные бикарбонаты кальция и магния при их нагревании превращаются в нерастворимые карбонаты, которые вместе с другими минеральными солями и ржавчиной от коррозии деталей системы охлаждения образует плотный слой накипи, обладающей низкой теплопроводностью. Наблюдается перегрев стенок цилиндра и ухудшается рабочий процесс.
Отложение накипи и образование шлама способствует более интенсивной коррозии металла деталей охлаждения. Для удаления накипи применяют щелочные или кислотные растворы. Для стальных и чугунных деталей применяют растворы соляной кислоты с концентрацией 5…10%, ингибированные техническим уротропином (3…4 г/л) с температурой 60° С.
Для снятия накипи с деталей из алюминиевых сплавов применяют 6-процентный раствор молочной кислоты с температурой 30 – 40° С. Для предохранения деталей от коррозии их промывают в растворе хромпика концентрации 0,5 – 1,0%.
Дефектоскопия – методика и способы обнаружения дефектов деталей без нарушения их целостности. Дефекты деталей классифицируют в зависимости от причин их появления последующим их признакам: дефекты, вызванные недостатком конструкции детали; дефекты, связанные с нарушением технологии изготовления; дефекты, появляющиеся вследствие недостатков технологического процесса изготовления детали; дефекты в результате естественного изнашивания; дефекты, возникающие из-за нарушений инструкции по эксплуатации автомобиля; дефекты аварийного характера.
Недостатком конструкции могут быть: выбор материала, несоответствующего условиям работы детали, назначение размеров не соответствующих нагрузочным режимам, неправильный выбор сопряжений, термообработки, покрытий, смазки и т.д.
Нарушениями технологии изготовления деталей могут быть: неправильная замена материала, отклонение от предусмотренных посадок сопрягаемых мест, нарушение термообработка и т.д.
Недостатком технологии изготовления является операция старения с целью снятия внутренних напряжений при отливке или штамповки, отсутствие операции старения корпусных деталей и т.д.
Естественный износ сопрягаемых мест деталей является изменение первоначальных размеров сопрягаемых поверхностей. Примерами нарушений инструкции по эксплуатации автомобилей является работа с недопустимыми перегрузками, когда действуют нагрузки, превосходящие расчетные.
Дефекты аварийного характера появляются из-за внутренних пороков или усталости материала детали. Дефектоскопию деталей производят согласно Техническим условиям, разрабатываемым для всех без исключения деталей. ТУ на дефектоскопию содержат эскиз детали с указанием номера, материала и термообработки. В них также указывают перечень дефектов при наличии которых деталь выбраковывают.
В зависимости от конструкции и назначения деталей дефектовка может быть произведена путем внешнего осмотра, испытания на специальных установках, замера геометрических размеров при помощи мерительных инструментов и приборов.
Дефектоскопия внешним осмотром.
Все без исключения детали поступившие на дефектоскопию подвергаются внешнему осмотру при котором определяются трещины, изломы, раковины, вмятины, срыв граней, резьбы и др. Ответственные и сложные детали помимо осмотра проверяют на специальных установках. Так, блоки и головки цилиндров проверяют на герметичность путем опрессовки на гидравлической установке.
Радиаторы и топливные баки проверяют на герметичность, погружая их в воду и нагнетая внутрь воздух под избыточным давлением до 0,5 кг/см 2 . По появлению пузырьков обнаруживаются дефекты герметичности радиатора. Скрытные трещины могут быть обнаружены различными средствами: рентгеновскими установками, магнитными или ультразвуковыми дефектоскопами, применением флуоресцирующей жидкости и источника ультрафиолетового света. В авторемонтном производстве получил распространение способ магнитной дефектоскопии, как простой, точный и не требующий сложного оборудования.
Если через деталь проникает магнитный поток, то при наличии трещин, раковин, нарушающих магнитную проницаемость металла, направление магнитного потока будет искажаться, причем форма и направление искажения соответствует форме и размерам дефекта (можно с помощью магнитного порошка).
Помимо стационарных, имеются передвижные и переносные дефектоскопы.
Дефектоскопия проверкой геометрических размеров.
Коробление плоскостей проверяют на контрольных плитах при помощи щупов. Изгибы и скручивания стержней балок и валов проверяют шаблонами мерительными инструментами на приспособлениях.
Схема для проверки шатуна на изгиб следующая: чугунная станина, каретка, в верхнюю головку шатуна вставляют палец, в нижнюю – центратор. Устанавливают шатун в приборе так, чтобы он лежал на наклонных призмах зажимов, а оправка центратора – на призмах каретки. Подводя призмы каретки до соприкосновения с оправкой центратора, определяют наличие изгиба и скручивания посредством щупов.
Для контроля размеров и относительного расположения изнашивающихся поверхностей деталей применяют скобы, пробки, шаблоны, штихмасы, штангенциркули, микрометры, индикаторы и др.
В Технических условиях (ТУ) на дефектоскопию приводятся номинальные, предельные и допустимые размеры детали, зазоры и натяги в сопряжениях. По результатам специально поставленных исследований и обобщения опыта эксплуатации, которые обосновывают величины предельных и допустимых износов, выявляют причины повреждений и исследуют рациональные способы восстановления деталей.
Предельным называется такой износ детали, до достижения которого сопряжение, узел, агрегат работают нормально.
Допустимым называется такой износ детали, при котором она без восстановления может прослужить до следующего капитального ремонта автомобиля. Необходимо, чтобы величина этого износа не влияла на показатели работы автомобиля, который должен без повреждений проработать в течение межремонтного цикла. Интенсивность износа трущихся поверхностей деталей не одинакова во времени работы автомобиля. На рис. 46 приведены кривые, характеризующие износ двух сопряженных поверхностей, работающих в условиях трения скольжения.
 |
Рис. 46. Износ деталей автомобиля в процессе эксплуатации
Здесь ab – номинальный зазор в сопряжении, предусмотренный рабочими чертежами деталей. В первый период эксплуатации автомобиля в течение пробега L1 происходит интенсивный износ деталей вследствие приработки трущихся поверхностей (точки 1 и 1 1 ).
После того, как сопряженные поверхности приработались, интенсивность износа уменьшается и наступает период работы, в течение которого зазор в сопряжении увеличивается постепенно вследствие нормального износа трущихся поверхностей.
После пробега L3 зазор между деталями становится настолько большим (точки 3 и 3 1 ), что появляются дополнительные динамические нагрузки на детали, приводящие в свою очередь, к прогрессирующему возрастанию износа и дальнейшему увеличению зазора между деталями. Зазор cd является предельным, при котором работа сопряжения становится опасной, так как может наступить разрушение детали и отказ автомобиля в работе.
Износы деталей, соответствующие предельному зазору и равные отрезкам ac для детали №1 и bd для детали №2, является предельными износами.
Техническими условиями на дефектоскопию деталей предусматриваются допустимые износы ае и bf (точки 2 и 2 1 ), при наличии которых детали признаются годными для дальнейшей эксплуатации в течение следующего межремонтного цикла автомобиля. Последний должен быть меньшим или равным пробегу, равному разности L3— L2 . Следовательно, при определении допустимого износа должны быть известны: межремонтный цикл автомобиля, величина предельного износа и соответствующий этому износу пробег L3, т.е. интенсивность износа.
В результате дефектоскопии все детали сортируют на три группы: годные, требующие ремонта и непригодные. Каждую группу маркируют краской определенного цвета. Годные детали направляют на комплектацию агрегатов, требующих ремонта, в соответствующие цехи для ремонта, а негодные детали – в утиль.
На все детали, прошедшие контроль, составляют дефектовочную ведомость, в которой указывают общее количество одноименных деталей, а также количество годных, требующих ремонта и негодных деталей.
Коэффициент сменности определяют по формуле ήсм =  , а коэффициент ремонта ήp=
, а коэффициент ремонта ήp=  ,
,
где n – общее количество продефектованных деталей одного наименования;
nn— количество негодных деталей (из общего количества продефектованных деталей);
np — количество деталей, требующих ремонта (из общего количества продефектованных деталей).
Анализ дефектовочных ведомостей и получаемых из них коэффициентов сменности и ремонта, а также наблюдение за износом отдельных деталей, изучение характера и причин появления дефектов имеют большое значение для конструкторов автомобилей.
На основании изучения износов деталей какого-либо агрегата можно построить кривые износов для ряда деталей на одном и том же графике (рис. 46), из которого видно насколько удачно сконструирован агрегат в отношении срока службы его отдельных деталей.
Требованием эксплуатации к конструкции агрегата является примерно равная износостойкость его деталей. Желательно, чтобы кривые протекания износов всех деталей главного агрегата укладывались в возможно более узкую зону диаграммы (она заштрихована).
В этом случае после истечения ремонтного цикла все детали данного агрегата будут нуждаться в ремонте одновременно, в период же межремонтного пробега агрегат будет работать надежно.
Детали, подлежащие восстановлению, направляют в соответствующие производственные цехи. В зависимости от сложности детали и характера ее дефекта стоимость восстановления находится в пределах 3…30% стоимости новой детали. При этом, чем сложнее и дороже деталь, тем ниже относительная стоимость ее восстановления. Следовательно, восстановление деталей экономически оправдано.

Рис. 47. Примерная диаграмма интенсивности износа различных деталей одного и того же агрегата
Дефекты деталей делятся на три основные группы:
— естественные износы, при которых происходят изменения геометрической формы и размеров сопрягаемых поверхностей деталей;
— механические повреждения (деформации, трещины, обломы, выкрашивания, надиры, пробоины);
— повреждения антикоррозионных покрытий и коррозия металла деталей.
Основным назначением восстановления каждой детали является восстановление ее механической прочности, посадок в сопрягаемых поверхностях, износостойкости и антикоррозионной стойкости в целях обеспечения надежной работы в течение всего межремонтного срока службы автомобиля.
Восстановление посадок сопрягаемых поверхностей деталей в авторемонтном производстве осуществляется как путем полного восстановления первоначальных размеров изношенных мест детали наращиванием на эти детали металла или пластмассы, так и путем получения механической обработкой заданных ремонтных размеров для каждой из сопрягаемых поверхностей. На рис. 51 приведена классификация способов восстановления деталей, применяемых в современном авторемонтном производстве.
 |
Рис. 48. Способы восстановления деталей в авторемонтном производстве
Восстановление деталей ремонтными размерами. Суть этого способа заключается в следующем. Если номинальный размер изнашивающейся части детали, например шейки вала, больше минимального размера по прочности детали, определенного конструктором расчетным или экспериментальным путем, то такая изношенная часть может быть отремонтирована снятием с нее некоторого минимально необходимого слоя металла в целях устранения нарушений (вследствие износа) правильной геометрической формы. После такой операции изношенная часть детали будет иметь правильную геометрическую форму и она пригодна для дальнейшей работы.
Следовательно, ремонтным размером называется такой размер, который будет иметь износившаяся часть детали после снятия с нее механической обработкой слоя металла, необходимого для придания этой части детали правильной геометрической формы с учетом припуска на обработку.
Под ремонтный размер восстанавливают более сложную и дорогую деталь, а сопрягаемую заменяют новой или восстановленной деталью, имеющей такой же ремонтный размер.
Способ основан на применении механической обработки (точение, шлифование и др.) и имеет ряд преимуществ: обеспечивает взаимозаменяемость сопрягаемых деталей в пределах данного ремонтного размера, позволяет организовать массовый выпуск заменяемой детали на заводах, упрощает технологию восстановления сопрягаемой более сложной детали, снижает стоимость и сокращает время восстановления.
Величину нормализованного ремонтного размера устанавливают в зависимости от величины и характера износа поверхности, а также от припуска на механическую обработку, который должен быть минимальным.
Для повышения качества, а также упрощения и удешевления ремонта автомобилей ремонтные размеры многих базовых и основных деталей стандартизированы.
В соответствии с принятыми стандартными ремонтными размерами деталей автомобильной промышленностью крупными сериями выпускаются в качестве запасных частей к автомобилям такие детали, как поршни, поршневые кольца, поршневые пальцы, вкладыши подшипников коленчатых валов со стандартными ремонтными размерами.
Следовательно, система ремонтных размеров в целом способствует ускорению и удешевлению ремонта автомобилей. Вместе с тем этот способ не всегда может быть применен или качественно выполнен из-за неприспособленности деталей к их ремонту под ремонтные размеры. После ремонта деталь может потерять свои рабочие функции, если при ее конструировании не была учтена возможность ремонта под ее ремонтный размер.
Восстановление деталей постановкой дополнительных ремонтных деталей.
Сложную деталь, изношенную в местах сопряжения с другими деталями, в ряде случаев восстанавливают постановкой втулок, ввертышей, гильз, шайб или накладок на изношенные плоскости пластин. Например, при ремонте шеек распределительного вала под ремонтный размер их диаметр уменьшается по сравнению с номинальным размером. Следовательно, отверстия в блоке также должны быть уменьшены. Наиболее удобно для этого запрессовать в блок втулки и довести их отверстия до нужного размера.
Если деталь имеет большое количество поверхностей, а надо восстановить одну или две поверхности, то восстановление ведут путем удаления части детали с изношенными поверхностями и заменяют эту часть детали новой частью. Обе части соединяют сваркой, прессовкой или резьбовым соединением.
Распространенным способом является постановка ввертышей. Частым дефектом головок цилиндров является износ и смятие резьбы в отверстиях под свечи из-за того что головка изготовлена из алюминиевых сплавов.
Дополнительный материал детали подбирают в связи с условиями работы, размеры определяют расчетным путем, обеспечивая необходимую прочность.
Дополнительные детали устанавливают на основную восстанавливаемую деталь напрессовкой или запрессовкой с натягом, при помощи заклепок и др. Ремонтные интервалы для восстановления деталей под ремонтные размеры, конструктор должен назначать минимальными, исходя из статистических данных эксплуатации и авторемонтного производства по износам в зависимости от пробега агрегата.
Завышение ремонтного интервала по сравнению с минимально необходимым ведет или к сокращению общего срока службы деталей или к ненужному увеличению запаса прочности металла.
При конструировании сложных и дорогостоящих деталей следует в изнашивающихся местах предусматривать легкосъемные сменные простые по конструкции детали.
Необходимо, чтобы детали, подлежащие ремонту с применением механической обработки, имели технологические установочные базовые поверхности, неподвергающиеся изменению в процессе эксплуатации, а также повреждению при монтаже, демонтаже и транспортировании. Кроме того, эти базовые поверхности должны быть точными по отношению к поверхностям, не изнашивающимися и являющимися посадочными для других сопряженных деталей.
При восстановлении под ремонтные размеры или постановке дополнительных деталей у основной детали не должны нарушаться ее рабочие функции.
Детали агрегатов и узлов следует изготавливать из минимального количества марок сталей и других материалов. Многообразие металлов влечет за собой многообразие режимов обработки на станках, видов инструмента, охлаждающих жидкостей, увеличение номенклатуры и запасов материала на складах АРЗ, что ведет к снижению производительности и увеличению себестоимости ремонта автомобилей.
Восстановление деталей обработкой давлением.
В зависимости от характера дефекта при этом способе применяются осадка, вдавливание, вытягивание, раздача, обжатие, правка и накатка.
Осадкой восстанавливают толкатели клапанов при износе цилиндрической рабочей поверхности, полуоси при износе шлицев по толщине и др. детали.
Вдавливанием восстанавливают головки клапанов при значительном износе рабочей фаски, зубчатые колеса при износе зуба по толщине. Операции производятся в штампах соответствующих форм и размера. После операции вдавливанием размеры головки клапана или зубьев шестерен доводят до минимального значения механической обработкой.
Вытяжкой восстанавливают детали, нуждающиеся в удлинении: шатуны, стержни клапанов, тяги и т.п. Удлиняют деталь в результате местного сужения.
Раздачей восстанавливают поршневые пальцы, крестовины шарниров карданной передачи, кожухи и трубы полуосей, шейки под подшипники чашек дифференциала и т.д.
Обжатием восстанавливают втулки из цветных металлов, рычаги при износе отверстий в проушинах, шлицевое отверстие рулевой сошки и др.
Накаткой восстанавливают изношенные посадочные места под подшипники качения путем местного подъема металла созданием рифленой поверхности, т.е. вытеснение металла зубцами накаточного ролика или вытеснение металла шариками.
Восстановление деталей правкой.
Существует два способа правки: статическим нагружением и наклепом. Правкой статическим нагружением в холодном состоянии восстанавливают погнутые коленчатые и распределительные валы, валы коробки передач, полуоси, шатуны, балки передней оси и др.
Правкой наклепом восстанавливают валы и стержни. При такой правке легкими ударами молотка по нерабочей поверхности верхний слой как бы вытягивается и стремится занять большую поверхность, происходит выпрямление изогнутой детали.
Восстановление деталей обработкой давлением возможно при условии, если их конструкция удовлетворяет двум основным требованиям: перемещение металла в зону с изношенной поверхностью из близкорасположенных зон не сопровождается снижением прочности или других свойств детали; необходимо, чтобы деталь была технологична с точки зрения проведения операции. Это означает, что ее внешние формы должны допускать удобную установку в штамп или другое приспособление несложной конструкции.
Особенности комплектования деталей, сборки узлов и агрегатов.
Особенностью комплектования в авторемонтном производстве является наличие различных по точности групп деталей, поступающих на сборку. На сборку поступают детали, признанные при дефектовке годными, однако имеющие допустимый износ; восстановленные детали; новые детали, поступающие на авторемонтный завод в качестве запасных частей.
Такое многообразие деталей при сборке по методу полной взаимозаменяемости часто приводит к появлению увеличенных зазоров и натягов в сопряжениях, не соответствующих требованиям технических условий на сборку. Объясняется это тем, что восстановленные детали и детали, признанные годными, не укладываются в допуски на геометрические параметры. Поэтому в авторемонтном производстве при сборке наряду с полной взаимозаменяемостью применяют метод регулировки с использованием неподвижных компенсаторов — регулировочных прокладок и шайб, а также метод селективного подбора деталей.
Сборка агрегатов на авторемонтном заводе аналогична сборке на автомобильном заводе, за некоторым исключением. Приработка и испытание агрегатов на авторемонтном заводе аналогична этим операциям на автомобильном заводе.
Новые и поступающие из капитального ремонта автомобили проходят обкатку, согласно инструкции заводов-изготовителей и авторемонтных предприятий. Продолжительность обкатки регламентируется инструкциями заводов-изготовителей.
В течение периода обкатки необходимо:
— не превышать величины полезной нагрузки, установленной заводом-изготовителем;
— избегать движения по тяжелым дорогам;
— не начинать движения с непрогретым двигателем и не давать работать холодному двигателю с большим числом оборотов;
— не заменять в двигателе и агрегатах автомобиля масло и смазки, залитые на заводе;
— следить за температурой тормозных барабанов;
— следить за температурой ступиц колес. При значительном их нагреве ослабить их затяжку подшипников ступиц;
— следить за креплениями автомобиля и соединениями трубопроводов. Ослабленные болты – подтягивать. При обнаружении течи масла, топлива, воды и тормозной жидкости – устранить течь.
По окончании обкатки следует: подтянуть гайки головки цилиндров, выполнить ТО-2, сменить масло в картере двигателя после его промывки, снять ограничительную шайбу или ограничительный винт, установленный на рычаге дроссельной заслонки.
Контроль качества выполнения технического обслуживания.
Контроль осуществляют водитель автомобиля и ОТК АПТ. Качество технического обслуживания и технического ремонта оценивают по результатам проверки автомобиля на КПП, а также непосредственно наблюдением работников ОТК за выполнением работ в зонах ТО или ремонта.
При этом работники ОТК обязаны следить за соблюдением установленных периодичностей и объемов ТО.
Водитель обязательно должен проверить автомобиль перед выездом на линию и следить за его состоянием при работе.
На каждый автомобиль, проходящий КПП заполняют Листок учета технического обслуживания и ремонта автомобиля. В листе записывают вид ТО, дату и время выполнения работ, а при текущем ремонте – содержание заявки водителя, наименование агрегата и неисправности, причину последней. Выполнение работ подтверждается подписью и штампом представителя ответственного за работу.
На каждый автомобиль на АТП заводят “Лицевую карточку автомобиля”. В нее из путевых листов нарастающим итогом записывают ежедневный пробег автомобиля, а условными знаками на основании листов учета ТО отмечают выполнения технического обслуживания (по видам, датам и пробегу), ремонта и замену агрегата.
Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Студалл.Орг (0.023 сек.)
Источник