Технический ремонт камаза 740
ТЕКУЩИЙ РЕМОНТ KAMA3-5320, 5410, 5511, 4310 ЦЕХОВЫЕ РАБОТЫ
ТЕХНОЛОГИЧЕСКАЯ КАРТА № 1.2.
РЕМОНТ ДВИГАТЕЛЯ КамАЗ-740
Общая трудоемкость — 1350,0 чел. мин Исполнитель — слесарь по ремонту автомобилей 5-го разряда
ОБОРУДОВАНИЕ, ПРИБОРЫ, ИНСТРУМЕНТ
Кран-балка подвесная 0=2,0 тс ГОСТ 7890—73; стенд для разборки-сборки двигателя мод. 9194—019, Р-770 или Р-776; стенд для разборки-сборки коленчатого вала мод. 410—009; расходометр ГОСТ 11988—72; стенд для испытания масляных каналов блока цилиндров на герметичность мод. 470.086; стенд для испытания водяной рубашки блока цилиндров на герметичность мод. 470.087; пресс гидравлический Р-337; алмазно-расточный станок мод. 2705; пневмогайковерт ИП-3113; установка для мойки деталей мод. 196 М или «Тайфун»; пистолет для обдува деталей сжатым воздухом С-417; нутромер индикаторный 18—50 ГОСТ 9244-75; шаблон 8151—4672 для проверки расстояния от коленчатого вала до ввервдша; шаблон на размер 0,5 мм; набор щупов № 2 ГОСТ 882-75; приспособление для замера расстояния от шатунной шейки коленчатого вала до торца уплотнительного выступа гильзы цилиндра мод. 8701—4434; приспособление для контроля удлинения шатунных болтов 7813—4045; набор цифровых клеймило типу 06—7804—4001—01—08; приспособление для проверки биения торца маховика относительно оси коленвала мод. ПРИ-1П ТУ 2—034—468—71; рукоятка динамометрическая мод. 131 М; ключ динамометрический мод. ПИМ-1754; подвеска для транспортировки и установки двигателя мод. 130.219.00.000.000; подвеска для снятия-установки гидромуфты привода в сборе с передней крышкой мод. 170.86; подвеска для коленчатого вала мод. 170.081; подвеска для снятия-установки маховика мод. 170.012; головки сменные 13, 17, 19, 24 мм ГОСТ 25604—83; удлинитель L=250 мм ГОСТ 25600—83; ключ с присоединительным квадратом ГОСТ 25601—83; отвертки 6,5 мм; 8,0 мм; 10,0 мм ГОСТ 17199—71; ключ гаечный кольцевой 13 мм ГОСТ 2906—80; молоток слесарный стальной ГОСТ 2316—77; молоток медный мод. ПИМ-1468—17—370; молоток из твердых пород дерева; зубило слесарное ГОСТ 7211—86; пассатижи специальные для снятия и установки пружинных стопорных колец И 801.23.000; пассатижи с удлиненными губками ГОСТ 17440—86; вставка специальная для отворачивания и заворачивания рым-болта; рычаг для поворота коленчатого вала двигателя 7829—4087 или 7829—4063; съемник крышки нижней головки шатуна И 801.17.000; съемник шестерни и заднего противовеса коленчатого вала И 801.01.000, съемник для снятия крышек коренных подшипников коленчатого вала И 801.18.000; съемник для снятия гильз И 801.05.000; съемник полумуфты отбора мощности 7700—4188; съемник подшипника с заднего конца коленчатого вала 7700—4186; съемник штифтов 3570; приспособление для расборки-сборки поршня с шатуном и кольцами 7822—4034; приспособление для снятия-установки поршневых колец И 801.08.000; приспособление для запрессовки гильз цилиндров в блок 7823—4021; оправка для установки поршня с поршневыми кольцами в гильзу цилиндров И 801.00.001—01; оправка для установки картера маховика 7890—4107; приспособление для регулировки тепловых зазоров двигателя И 801.14.000; оправка для снятия корпуса заднего подшипника привода ТНВД; латунная оправка для выбивания поршня в сборе из блока цилиндров; оправка с крючком для снятия заглушек шатунных шеек; оправка для снятия маслоотражателя с распределительной шестерней 7853—4084; оправка для выпрессовки втулки верхней головки шатуна (трубчатая Днар=49 мм, Двн = 40 мм, L = 100 мм); оправка для удаления и установки поршневого пальца в отверстие поршня и шатуна 7853—4045; переходная головка (присоединительный квадрат — отвертка); оправка для запрессовки подшипника в гнездо заднего конца коленчатого вала (трубчатая, Днар = 52 мм, 28
Двн=25 мм, L=100 мм); оправка для запрессовки установочного штифта в отверстие переднего конца коленчатого вала (Днар=25 мм, Двн = 14 мм, Ьнар = 50 мм; 1вн=7 мм); оправка для запрессовки заглушек коленчатого вала 7880—4043; оправка для развальцовки заглушек коленчатого вала 7860—4042; оправка для запрессовки полумуфты отбора*мощности (трубчатая Днар = 45 мм, Двн=28 мм, L= 100 мм;) оправка для запрессовки установочного штифта в’отверстие Заднего конца коленчатого вала (Днар = 25 мм, Двн = 14 мм, Lнар=50 мм, 1вн = 10 мм); лопатка Деревянная для снятия прокладок; верстак слесарный; ванна для масла с подогревом мод. 2343; емкость с сухим льдом; рукавицы защитные; клещи кузнечные; кисть волосяная КФК-8 ГОСТ 10597—70; емкость с моторным маслом; салфетка ГОСТ 211220—75; емкость с графитной смазкой; лопатка деревянная
РАЗБОРКА ДВИГАТЕЛЯ КамАЗ-740
Трудоемкость —410,0 чел. мин
1. Установить подразборный двигатель на стенд для разборки, сборки.
(Кран-балка, подвеска, стенд).
2. Вывернуть рым-болт 16 (Рис. 1) передний, снять регулировочные шайбы 15.
3. Отвернуть болты 3 (Рис. 2) с шайбами 4 крепления корпуса 6 заднего подшипника в сборе с манжетой 5, снять корпус 6 и прокладку 7 корпуса заднего подшипника привода ТНВД.
(Головка сменная 17 мм, ключ с п. к., оправка, молоток, отвертка 8,0 мм).
4. Снять шестерню 1 (Рис. 3) привода ТНВД в сборе с валом 2.
5. Отвернуть болты 13 (Рис. 4) с шайбами 25 крепления головки блока цилиндров и снять головку 31 блока цилиндров с клапанами 1 и 21 в сборе с блока цилиндров. (Головка сменная 19 мм, ключ с п. к.).
6. Снять уплотнительное кольцо 34 и прокладку головки цилиндра с блока цилиндров. (Лопатка для снятия прокладок).
7. Вынуть штанги толкателей в сборе из блока цилиндров.
8. Повторить работы 5—7 для остальных семи цилиндров.
9. Отвернуть болты 5 (Рис. 5) с шайбами 2 и 3 крепления выключателя гидромуфты к нагнетательному патрубку и снять выключатель 1 гидромуфты с двигателя. (Ключ гаечный кольцевой
10. Отвернуть болты 3, 49, 50 (Рис. 1) с шайбами 4, 5, 47, 48 крепления передней крышки 6 к блоку цилиндров 20, снять гидромуфту привода вентилятора в сборе с передней крышкой 6 и . прокладку 44 с переднего торца блока цилиндров. (Головка сменная 17 мм, ключ с п. к., лопаточка для снятия прокладок, кран-балка, подвеска для снятия установки гидромуфты привода в сборе с передней крышкой.
11. Вынуть вал привода гидромуфты.
12. Отогнуть усы замковых шайб 40 (Рис. 6), отвернуть болты 41 крепления с шайбами полумуфты отбора мощности к коленчатому валу и снять полумуфту 39 отбора мощности с коленчатого вала 7. (Зубило, молоток, головка сменная 17 мм, ключ с п. к., отвертка 6,5 мм).
13. Разогнуть усики замковых пластин 12 (Рис. 7) болтов крепления маховика к коленвалу. Работу выполнять на двигателях до № 75800. (Зубило, молоток).
14. Отвернуть болты 11 крепления маховика. (Головка сменная 19 мм, ключ с п. к.).
15. Снять замковые пластины 12. Работу выполнять на двигателях до № 75800.
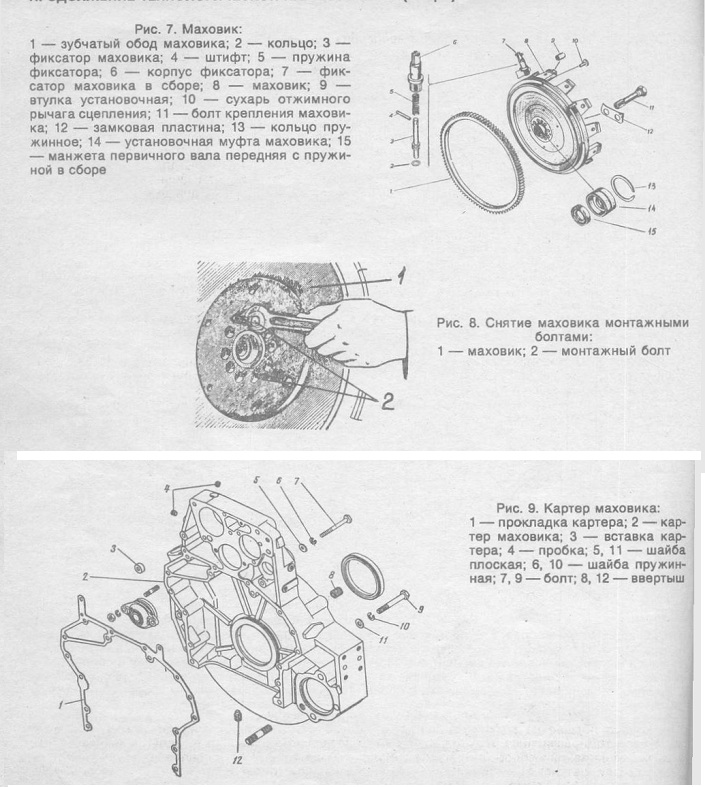
16. Завернуть два технологических болта 2 (Рис. 8) в отверстия маховика до упора в торец ступицы и снять маховик 1. Болты заворачивать попеременно на несколько оборотов. (Головка
сменная 17 мм, кран-балка, подвеска для снятия-установки маховика, ключ с присоединительным квадратом).
17. Отвернуть болты 7 и 9 (Рис.9) крепления с шайбами 5, 6, 10 и 11 картера маховика к блоку цилиндров, снять картер 2 маховика в сборе и прокладку 1 с блока цилиндров. (Головки сменные 17 и 19 мм, с п. к., лопатка для снятия прокладок).
18. Повернуть двигатель на стенде в верхнее положение картером блока цилиндров. (Стенд).
19. Повернуть коленчатый вал так, чтобы шатунная шейка 1-го и 5-го цилиндров находилась в нижней мертвой точке (НМТ). Отсчет нумерации шеек вести от передней части коленчатого вала. (Рычаг).
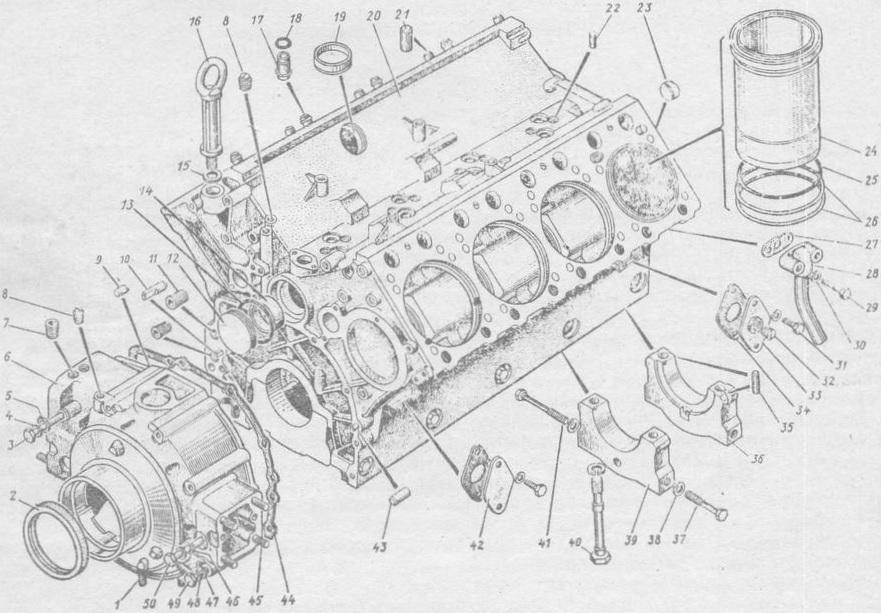
Рис. 1. Блок цилиндров с передней крышкой, гильза цилиндра:
1, 45 — шпилька; 2 — сальник передней крышки; 3, 29, 31, 37, 40, 41, 49, 50 — болт; 4, 30, 48 — шайба пружинная; 5, 38, 46, 47 — шайба плоская; 6 — крышка блока передняя; 7, 8, 11, 32 — пробка; 9, 10, 35 — штифт установочный; 12 — заглушка отверстия распределительного вала; 13 — кольцо уплотнительное; 14 — втулка распределительного вала; 15 — шайба регулировочная рым-болта; 16 — рым-болт; 17 — втулка с уплотнительными кольцами в сборе; 18 — уплотнительное кольцо втулки; 19 — заглушка чашечная; 20 — блок цилиндров; 21 — цилиндрический установочный штифт; 22 — штифт направляющий; 23 — заглушка чашечная; 24 — гильза цилиндра; 25 — верхнее уплотнительное кольцо гильзы; 26 — уплотнительное кольцо гильзы; 27 — прокладка; 28 — трубка! сливная; 33 — заглушка водяной полости; 34 — прокладка заглушки; 36 — задняя крышка; коренного подшипника; 39 — крышка коренного подшипника; 42 — заглушка водяной полости; 43 — штифт цилиндрический; 44 — прокладка передней крышки блока 30
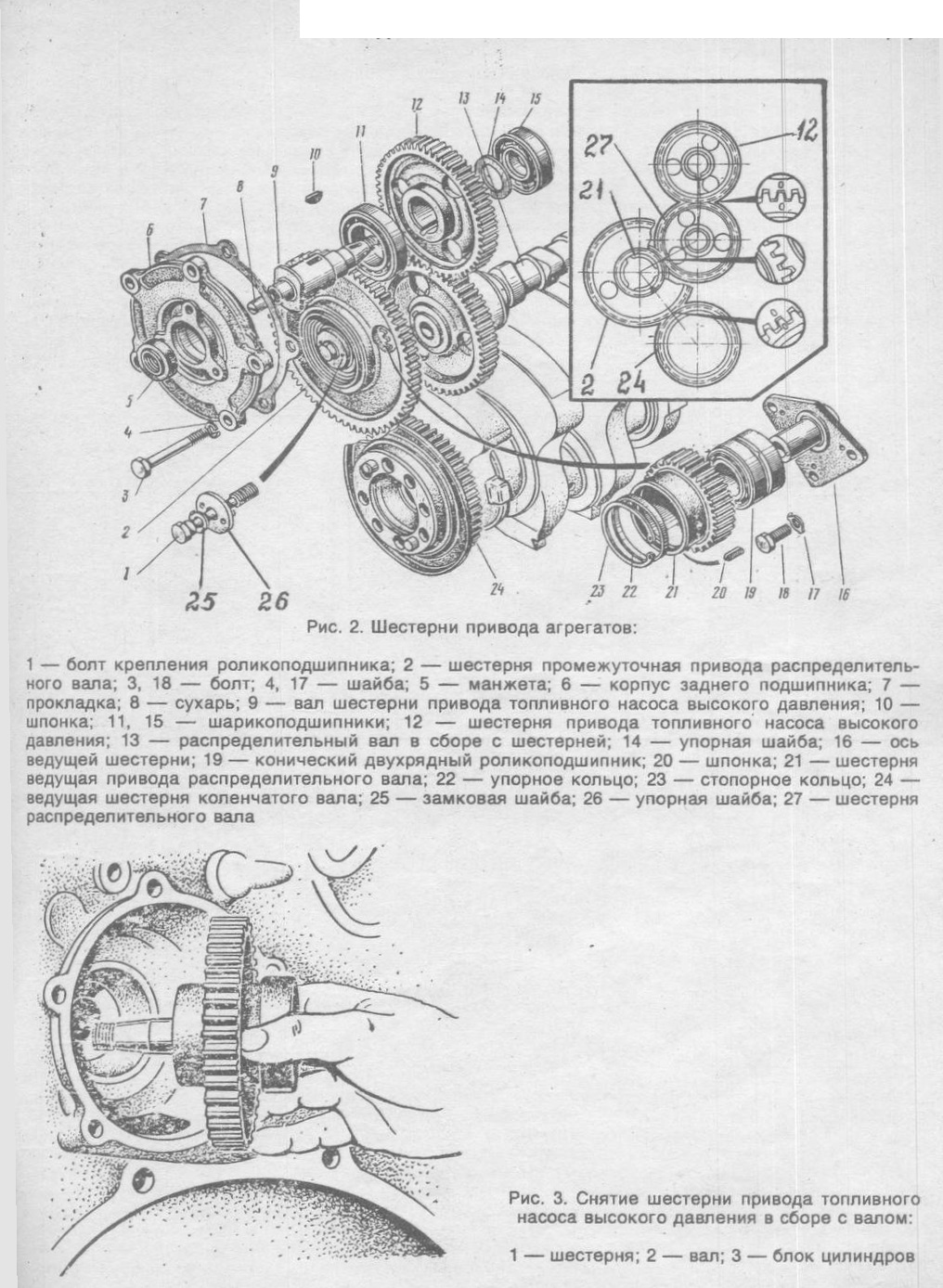
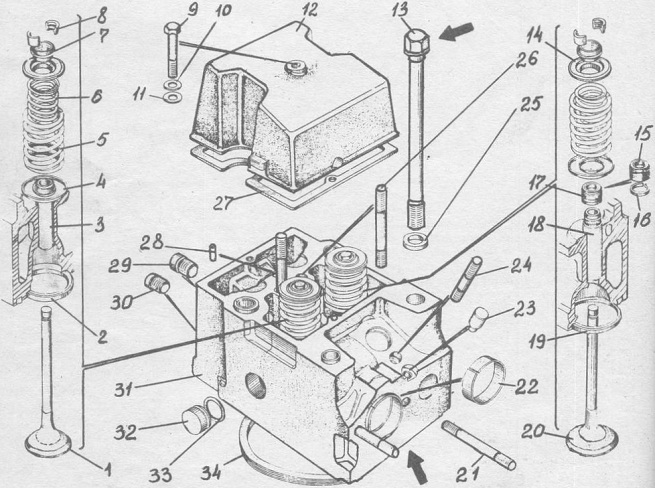
Рис. 4. Головка цилиндра с клапанами:
1 — клапан выпускной; 2 — седло выпускного клапана; 3 — направляющая втулка выпускного клапана; 4 — пружинная шайба клапана; 5 — наружная пружина клапана; 6 — внутренняя пружина клапана; 7 — втулка тарелки; 8 — сухарь клапана; 9 — болт крепления крышки головки блока цилиндров; 10 — шайба плоская; 11, 25 — шайба; 12 — крышка головки блока цилиндров; 13 — болт крепления головки блока цилиндров; 14 — тарелка пружин клапана; 15 — уплотнительная манжета впускного клапана; 16 — кольцо манжеты; 17 — уплотнительная манжета впускного клапана в сборе; 18 — направляющая втулка впускного клапана; 19 — седло впускного клапана; 20 — клапан впускной; 21 — шпилька крепления патрубка выпускного коллектора; 22 — предохранительная втулка прокладки патрубка; 23 — опора скобы; 24 1— шпилька крепления скобы; 26 — шпилька крепления стойки коромысел; 27 — прокладка крышки головки блока цилиндров; .28 — штифт стойки оси коромысел; 29 — ввертыш крепления впускного коллектора; 30 — ввертыш крепления водяной трубы; 31 — головка блока цилиндров; 32 — заглушка головки блока цилиндров; 33 — уплотнительное кольцо заглушки; 34 — кольцо уплотнительное газового стыка

20. Отвернут!> гайки 11 (Рис. 10) болтов 9 крепления крышки 10 шатуна 1-го цилиндра к шатуну, установить на крышку шатуна съемник показанный на Рис. 11, снять крышку 10 (Рис. 10) шатуна, вынуть шатунные болты 9 и уложить их по порядку на верстак. Повторить операцию по снятию крышки шатуна 5-го цилиндра. На крышках шатунов должны быть выбиты номера цилиндров. (Головка сменная 19 мм, ключ с п. к., верстак слесарный, съемник крышек шатунов).
21. Повернуть коленчатый вал так, чтобы шатунная шейка 1-го и 5-го цилиндров находилась в верхней мертвой точке (ВМТ), легкими ударами молотка через оправку по приливам под болты крепления крышки шатуна 5-го цилиндра выбить поршень 6 в сборе с шатуном 8 и кольцами 2, 3 и 13 из блока цилиндров и уложить на верстак. Повторить операцию для снятия поршня в сборе для 1-го цилиндра. На шатунах должны быть выбиты номера цилиндров. (Рычаг для поворота коленчатого вала, верстак слесарный, латунная оправка для выбивания поршня, молоток).
22. Вынуть из крышки 10 шатуна и нижней головки шатуна 8 вкладыши 12.
23. Установить крышку 10 шатуна на шатун 8, установить болты 9 крепления и завернуть гайки 11. (Головка сменная 19 мм, ключ с п. к.).
24. Повторить работы 19—23 для снятия остальных 7 шатунов с поршнем в сборе.
25. Отогнуть усы замковой шайбы 25 (Рис.2), вывернуть болт 1 крепления с шайбами 25 и 26 ведущей шестерни 21 привода распределительного вала. (Молоток, зубило,- головка сменная 19 мм, ключ с п. к.).
26. Снять шестерню 21 привода распределительного вала в сборе с промежуточной шестерней 2 привода распредвала с оси 16 ведущей шестерни привода распределительного вала. (Съемник И-801.01.000).
27. Отогнуть усы замковых шайб 17, отвернуть болты 18 крепления с шайбами оси 16 ведущей шестерни привода распредвала и снять ось 16 с блока цилиндров. (Зубило, молоток, головка сменная 17 мм, ключ с п. к.).
28. Отвернуть стяжные болты 37 (Рис.1) крышек 36, 39 подшипника коленчатого вала. (Головка сменная 19 мм, ключ с п. к.).
Источник
Технический ремонт камаза 740
ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ПРОФЕССИОНАЛЬНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ
«РАМЕНСКИЙ ДОРОЖНО-СТРОИТЕЛЬНЫЙ ТЕХНИКУМ»
Выпускная экзаменационная работа
по профессии: Автомеханик
Тема: Устройство, ТО, диагностика неисправностей и ремонт КШМ Камаз-740.
2. Устройство и принцип действия КШМ Камаз-740
3. Диагностика КШМ Камаз-740
4. ТО КШМ Камаз-740
5. Основные неисправности КШМ Камаз-740
6. Ремонт КШМ Камаз-740
7. Требования безопасности. При техническом обслуживании и ремонте автомобилей
8. Список используемой литературы
Кривошипно-шатунный механизм (КШМ) автомобиля КаМАЗ-740
Кривошипно-шатунный механизм. Кривошипно-шатунный механизм является основным механизмом поршневого двигателя. Он служит для восприятия давления газов в такте рабочего хода и преобразования возвратно-поступательного движения поршней во вращательное движение коленчатого вала. В кривошипно-шатунный механизм входят блок цилиндров с картером и головкой цилиндров, шатунно-поршневая группа и коленчатый вал с маховиком. Блок цилиндров с картером и головка цилиндров являются неподвижными частями кривошипно-шатунного механизма. В подвижных частей механизма относятся коленчатый вал с маховиком и детали шатунно-поршневой группы: поршни, поршневые кольца, поршневые пальцы и шатуны.
Кривошипно-шатунный механизм можно классифицировать по следующим признакам:
1) по расположению цилиндров;
2) по перемещению поршней в цилиндре
— с вертикальным перемещением поршня
— с горизонтальным перемещением поршня
— с перемещением поршня под углом.
2. Устройство и принцип действия КШМ Камаз-740
В двигателе КамАЗ-740 применена система питания топливом раздельного типа есть функции топливного насоса высокого давления и форсунки разделены). Она включает в себя топливные баки, топливный фильтр грубой очистки, топливный фильтр тонкой очистки, топливо-подкачивающий насос низкого давления, насос ручной прокачки топлива, топливный насос высокого давления (ТНВД) с всережимным регулятором и автоматической муфтой опережения впрыска топлива, форсунки, топливо-проводы высокого и низкого давления и контрольно-измерительные приборы.Топливо из топливного бака под действием разрежения, создаваемого топливо подкачивающих насосом, через фильтры грубой и тонкой очистки по топливо-проводом низкого давления подается к топливному насосу высокого давления. Согласно порядку работы двигателя (1-5-4-2-6-3-7-8) ТНВД подает топливо под высоким давлением и определенными порциями через форсунки в камеры сгорания цилиндров двигателя. Форсунками топливо распыляется. Излишки топлива, а вместе с ними и попавший в систему, через перепускной клапан ТНВД и клапан-жиклер фильтра тонкой очистки поступает в топливный бак. Топливо, которое просочилось через зазоры в форсунке также возвращается в зону низкого давления. 
1 — бак топливный; 2 — топливопровод; 3 — тройник; 4 — фильтр грубой очистки топлива; 5 — сливной дренажный топливопровод форсунок левого ряда; 6 — форсунка; 7 — подводит топливопровод к насосу низкого давления 8 — топливопровод высокого давления; 9 — ручной паливопидкачувальний насос; 10 — топливонагнитающий насос низкого давления, 11 — топливопровид до фильтра тонкой очистки; 12 — топливный насос высокого давления; 13 — топливопровод к электромагнитного клапана; 14 — электромагнитный клапан; 5 — сливно-дренажный топливопровода форсунок правого рядовые, 16 — свеча факелова; 17 — дренажный топливопровод насоса высокого давления; 18 — фильтр тонкой очистки топлива; 19 — подводит топливопровод к ТНВД; 20 — дренажный топливопровод фильтра тонкой очистки топлива; 21 – сливной топливопровод; 22 — кран распределительный
Устройство КШМ Камаз-740
Блок цилиндров является корпусной деталью двигателя, он служит основанием для установки и крепления всех его механизмов и систем. Блок цилиндров представляет собой (рис 9) монолитную чугунную отливку с отверстиями, каналами, перегородками и обработанными привалочными плоскостями. В верхней части блока под углом 90 расположены два ряда гнезд для установки гильз, один ряд смещен относительно другого на 20,9 мм, В блоке имеются внутренние полости и каналы для прохода охлаждающей жидкости, вместе они образуют рубашку охлаждения двигателя. Нижняя часть блока называется картером. Здесь устанавливается коленчатый вал. В картере имеются отверстия для прохода масла к трущимся деталям двигателя и к фильтрам смазочной системы. Внутри картер имеет три оребренные перегородки, увеличивающие его жесткость. В этих перегородках, а также в передней и задней стенках картера выполнены расточки, закрываемые крышками 4,5 и являющиеся коренными опорами коленчатого вала. Крышки опор расточены вместе с картером, устанавливаются в строго фиксированном положении и невзаимозаменяемые. Каждая крышка крепится к картеру четырьмя специальными болтами.

Рис. 9. Блок цилиндров в сборе двигателя автомобилей КамАЗ-4310 и Урал-4320: 1 -блок цилиндров; 2-гильза цилиндров: 3-верхнее уплотнительное кольцо; 4-крышка заднего коренного подшипника коленчатого вала ; 5-крышка переднего подшипника коленчатого вала 6-прокладка; 7-передняя крышка блока: 8-резиновая манжета: 9-рым-болт
В блоке имеются также отверстия под опоры распределительного нала и для размещения толкателей механизма газораспределения. Впереди к картеру через уплотнительную прокладку крепится крышка 7, а в задней части на блоке закреплен картер маховика, выполненный из алюминиевого сплава. Верхняя часть картера маховика служит крышкой распределительных шестерен.
Гильзы цилиндров являются направляющими для поршней и вместе с головкой образуют полость, в которой осуществляется рабочий процесс двигателя. Они изготовлены отдельно от блока из специального чугуна и закалены токами высокой частоты. На наружной поверхности гильзы имеются верхний и нижние пояски для центрирования и фиксации при запрессовке в блок, а в верхней части упорный бурт для установки на торец блока и надежного уплотнения газового стыка с головкой цилиндров. Наружная поверхность между поясками омывается охлаждающей жидкостью, такие гильзы называются «мокрыми». Уплотнение рубашки охлаждения обеспечивается резиновыми кольцами: в верхней части одно кольцо установлено под буртом в проточке гильзы, в нижней части вала кольца — в проточке блока. Внутренняя поверхность гильз обработана с высокой точностью и чистотой, она называется зеркалом цилиндра. Для лучшего удержания смазки на этой поверхности имеется мелкая редкая ромбовидная сетка.

Рис. 10. Головка блока с клапанами в сборе двигателя автомобилей КамАЗ-4310 и Урал-4320: 1-головка цилиндра; 2-прокладка крышки головки; 3-болт крепления крышки; 4-крышка головки блока; 5-болт крепления головки; 6-втулка; 7-уплотнительное кольцо; 8-выпускной клапан; 9-ссдло клапана; 10-направляющая втулка клапана; 11-шайба пружин клапана; 12-пружины клапана; 13-тарслка пружин клапана;14-втулка тарелки; 15-сухарь клапана; 16-уплотнительное кольцо; 17-впускной клапан
Головки цилиндров (рис.10) образуют верхнюю часть рабочей полости двигателя; каждый цилиндр имеет свою головку, изготовленную из алюминиевого сплава. В головке имеется рубашка охлаждения, соединяющаяся с рубашкой блока, отверстия для прохода масла, впускные и выпускные каналы и гнездо под форсунку. Выпускной канал имеет специальный профиль, обеспечивающий вихревые движения воздуха в цилиндре, что улучшает смесеобразование и сгорание топлива в цилиндре. В головку запрессованы чугунные седла 9 и металлокерамические направляющие втулки 6 клапанов 10. При установке на блок головка точно фиксируется двумя штифтами и крепится к нему четырьмя болтами. Между блоком и головкой устанавливается стальная уплотнительная прокладка. При затяжке болтов крепления эта прокладка деформируется кольцом 7, запрессованным в нижнюю плоскость головки, тем самым достигается надежное уплотнение газового стыка между этими деталями и предотвращается прорыв газов из цилиндра. Перепускные отверстия для прохода воды и масла, а также стык головки и блока по периметру уплотняются резиновыми формованными прокладками.
Сверху головка закрывается алюминиевой крышкой 4 через уплотнительную прокладку 2; крышка крепится к головке болтом 3.
Поддон картера закрывает кривошипно-шатунный механизм снизу и является резервуаром для масла. Он изготовлен штамповкой из листовой стали и крепится к картеру болтами через уплотнительную прокладку. В поддоне имеется отверстие, закрывается пробкой, для слива масла из двигателя. Поддоны двигателей автомобилей КамАЗ-4310 и Урал-4320 различаются формой и невзаимозаменяемые.

Рис. 11. Поршень с шатуном двигателя автомобилей КамАЗ-4310 и Урал-4320: 1-маслосъёмное кольцо; 2-пружинный расширитель; 3-чугунное кольцо; 4-компрессионное кольцо; 5-стопорнос кольцо; 6-поршснъ; 7-втулка; 8-шатун; 9-болт; 10-крышка шатуна; 11-вкладыш
Поршни (рис. 11) служат для восприятия давления газов и осуществления вспомогательных тактов, они отливаются из алюминиевого сплава с большим содержанием кремния. В поршне различают уплотняющую часть головку и направляющую часть-юбку. В утолщенном днище головки выполнена камера сгорания, имеющая тороидальную форму, а на боковой поверхности головки имеются три кольцевые канавки под поршневые кольца. В верхнюю канавку, наиболее нагруженную, залита вставка из жаропрочного чугуна, в нижней канавке выполнены отверстия для прохода масла. С внутренней стороны в поршне имеются массивные приливы бобышки с отверстиями под палец. Наружная поверхность поршня имеет сложную форму: диаметр головки меньше диаметра юбки, сама юбка имеет форму конуса по высоте, а в поперечном сечении форму эллипса с большим диаметром в направлении перпендикулярном оси отверстий под палец.
При нагреве алюминиевый поршень расширяется и вследствие неравномерного распределения металла изменяет свои размеры таким образом, что его форма становится близкой к цилиндрической, это предотвращает его заклинивание в цилиндре и обеспечивает оптимальный зазор в сопряжении 9 поршень-цилиндр. Эллипсность юбки позволяет иметь уменьшенный зазор в этом сопряжении и снижать шум при работе непрогретого двигателя.
Нижняя часть юбки имеет внутреннее кольцевое утолщение, что увеличивает жесткость поршня. При сборке двигателя поршни подбираются по массе, в случае необходимости металл срезается с указанного утолщения.
Для приработки поршня в гильзе на поверхность юбки наносится коллоидно-графитное покрытие.
Поршневые кольца предназначены для предотвращения прорыва пазов через зазор между поршнем и стенкой гильза также для удаления излишков масла со стенок цилиндра, препятствуя проникновению его в камеру сгорания. Кроме того, через кольца значительная часть тепла, поглощаемого головкой поршня при сгорании топлива, отводится к стенкам цилиндра. На поршне устанавливаются три кольца — два верхних называются компрессионными, нижнее — маслосъемное
Кольцо имеет разрез, называемый замком, он обеспечивает свободное расширение кольца при нагревании и позволяет устанавливать кольцо на поршень. Компрессионные кольца изготавливаются из чугуна с шаровидным графитом; в сечении они имеют форму односторонней трапеции. Рабочая поверхность верхнего компрессионного кольца как более нагруженного покрыта слоем хрома, нижнего — слоем молибдена, Маслосъемное кольцо сборной конструкции, оно состоит из чугунного кольца коробчатого сечения с хромированной рабочей поверхностью и витого пружинного расширителя» Чугунное маслосъемное кольцо имеет прорези для прохода масла» При установке компрессионных колец па поршень их размещают наклонной стороной трапеции вверх, кроме того все три кольца располагают так, чтобы их замки находились по окружности под углом 90°.
Поршневые пальцы предназначены для шарнирного соединения поршней с шатунами. Пальцы испытывают значительные нагрузки, поэтому они изготавливаются из стали, подвергаются цементации и закалке токами высокой частоты, их рабочая поверхность шлифована. Для уменьшения масон пальцы выполнены пустотелыми.
Палец размещается в отверстиях бобышек поршня и верхней головки шатуна свободно и при работе двигателя может поворачиваться вокруг своей оси, такой палец называется плавающим. От осевого смещения палец удерживается двумя пружинными стопорными кольцами. При сборке с поршнем палец устанавливается с натягом, это обеспечивает необходимый зазор в нагретом двигателе и предотвращает стуки в этом сопряжении. Натяг достигается нагревом поршня перед сборкой в масле (в воде) до температуры 55…70°С.
Шатуны воспринимают от поршней и передают коленчатому валу давление газов при рабочих ходах, они обеспечивают перемещение поршней при совершении вспомогательных тактов. Шатуны изготовляются горячей штамповкой из стали. В шатуне различают верхнюю головку, стержень двутаврового сечения и нижнюю головку. В верхнюю головку запрессована биметаллическая втулка 7 с рабочим бронзовым слоем, в ней и головке имеется отверстие для прохода масла к трущимся поверхностям.
Для обеспечения сборки нижняя головка выполнена разъемной. Крышка 10 нижней головки крепится с помощью двух болтов 9, запрессованных в шатун; эти крышки окончательно обрабатываются вместе с шатунами, поэтому они невзаимозаменяемые. На крышке и шатуне нанесены метки спаренности в виде трехзначных номеров, на крышке выбит также порядковый номер цилиндра. В нижнюю головку вставляется подшипник скольжения, состоящий из двух взаимозаменяемых сменных тонкостенных вкладышей с рабочим слоем из оловянистой бронзы . От осевого смещения и провертывания вкладыши удерживаются усиками, ходящими в пазы крышки и шатуна; при сборке эти пазы должны быть расположены по одной стороне шатуна. На один двигатель устанавливаются шатуны с разницей в массе не более 8 г.

Рис. 12. Коленчатый вал двигателя автомобиля КамАЗ-4310 и Урал-4320: 1-полумуфта отбора мощности (двигатель автомобиля КамАЗ-4310); 2-стопорная шайба; 3-передний противовес; 4-шестерня привода масляного насоса; 5-заглушка; 6-задний маслоотражатель; 7-распрсдслителъная шестерня; 8-задний противовес; 9-упорные полукольца; 10-крышка коренного подшипника; 11-вкладыш коренного подшипника
Коленчатый вал (рис 12) воспринимает усилия от шатунов и преобразует их в крутящий момент, он также обеспечивает движение поршней во время вспомогательных тактов и пуска двигателя и приводит в действие вспомогательные механизмы. Вал изготавливается штамповкой из стали. Он имеет пять коренных и четыре шатунных шейки, соединенных между собой щеками. Передняя часть вала называется носком, задняя -хвостовиком. Щеки изготовлены заодно с противовесами, на носке и хвостовике также установлены противовесы 3 и 8, напрессованные на вал и удерживаемые от проворачивания шпонками. Шатунные шейки вместе со щеками образуют кривошипы. Противовесы служат для разгрузки коренных опор от центробежных сил. возникающих при вращении кривошипов. Шейки вала упрочнены азотированием, закалены токами высокой частоты, шлифованы и полированы. Коренные шейки имеют продольные и радиальные каналы для прохода масла к подшипникам ; в шатунных шейках выполнены полости, закрытые заглушками. В этих полостях масло подвергается дополнительной центробежной очистке. Полости шатунных шеек сообщаются с поперечными каналами в коренных шейках наклонными отверстиями, просверленными в щеках вала. На носке вала установлена шестерня 4 привода масляного насоса, на хвостовике распределительная шестерня 7 в сборе с маслоотражателем 6.
В торцевой части носка выполнены отверстия для установки полумуфты (двигатель автомобиля КамАЗ-4310) или фланца (двигатель автомобиля Урал-4320) отбора мощности. В торце хвостовика имеется расточка для установки подшипника коробки передач и два отверстия под болты фиксации маховика. От осевых смещений вал фиксируется четырьмя упорными сталеалюминевыми полукольцами 9, установленными в выточках блока и крышке задней коренной опоры. Уплотнение вала в картере обеспечивается передним и задним маслоотражателями, а также сальником, запрессованным в картер маховика.
Коренные подшипники коленчатого вала выполнены в виде тонкостенных вкладышей II, изготовленных из стальной ленты с рабочим слоем из свинцовистой бронзы. Верхний и нижний вкладыши невзаимозаменяемые, верхний вкладыш имеет отверстие для подвода масла к шатунным подшипникам.

Рис. 13. Маховик двигателя автомобилем КамАЗ-4310 и Урал-4320: 1-зубчатый венец; 2- фиксатор маховика; 3-болт крепления: маховика; 4-упорнос кольцо; 5-установочная втулка; 6-манжета ведущего вала коробки передач
Маховик (рис 13) предназначен для уменьшения неравномерности вращения коленчатого вала; накопления энергии, необходимой для совершения подготовительных тактов и вывода поршней из мертвых точек. Через маховик крутящий момент от двигателя передается трансмиссии автомобиля; энергия, накопленная маховиком, помогает автомобилю трогаться с места. Маховик отлит из чугуна, устанавливается на торец хвостовика коленчатого вала при помощи двух штифтов и крепится к нему восьмью болтами. На маховик напрессован зубчатый венец для соединения с шестерней стартера. На маховике имеется паз под фиксатор и отверстия для проворачивания коленчатого вала ломиком. Маховик в сборе с коленчатый валом подвергают балансировке.
3. Диагностика КШМ Камаз-740
К характерным повреждениям кривошипно-шатунного механизма (КШМ) относятся: износ цилиндров, поршневых колец, канавок, стенок и отверстий в бобышках поршня, поршневых пальцев, втулок головок шатунов, шеек и вкладышей коленчатого вала; закоксование колец, характерным отказам — поломка поршневых колен, задиры зеркала цилиндров и заклинивание поршней, о подплавление подшипников, появление трещин блока цилиндров Основными признаками неисправности КШМ являются: уменьшение компрессии и цилиндрах, появление шумов и стуков при работе двигателя, прорыв газов в картер и увеличение расхода масла. При этом, как правило, увеличивается расход топлива снижения мощность двигателя. В результате износа цилиндра, поршня и поршневых колец происходит падение компрессии (давления конца сжатия), мощности, уменьшается частота вращения коленчатого вала, увеличивается расход топлива и смазочного масла, появляется дым в картере двигателя. Эти же явления могут наблюдаться и в результате закоксовывания поршневых колец. Падение компрессии в дизельных двигателях сильно затрудняет их пуск, особенно при низких температурах. Стуки поршней, пальцев, а также стуки в шатунных и коренных подшипниках возникают при сильном увеличении зазоров в сопряжениях этих деталей в процессе их износа.
4. ТО КШМ Камаз-740
При ЕО двигатель очищают от грязи, проверяют его состояние визуально и прослушивают работу в разных режимах.
При ТО-1 проверить крепление опор двигателя. Проверить герметичность соединения головки цилиндров, поддона картера, сальника коленчатого вала. При не плотном соединении головки с блоком, будут видны подтёки масла на стенках блока цилиндров. При неплотном соединении поддона картера и сальника коленчатого вала так же судят по подтекам масла.
При ТО-2 необходимо подтянуть гайки крепления головок цилиндров. Подтяжку головки из алюминиевого сплава производят на холодном двигателе динамометрическим ключом либо обычным без применения насадок. Усилие должно быть в пределах 7,5 – 7,8 кгс/м. Подтяжка должна производиться от центра, постепенно перемещаясь к краям и при этом должна идти крест на крест, без рывков (равномерно). Подтянуть крепление поддона картера.
СО 2 раза в год проверить состояние цилиндропоршневой группы.
5. Основные неисправности КШМ Камаз-740
Неисправность
Способы устранения
Двигатель не запускается
Слабая компрессия в цилиндрах ввиду износа поршневой группы
Заменить поршневую группу
Дымный выпуск отработавших газов
Закоксовывание поршневых колец
Износ поршневой группы
Двигатель не прогрет
Попадание воды в цилиндры
Прочистить или заменить поршневые кольца
Заменить поршневую группу
Убрать воду
Двигатель работает с перебоями и не развивает номинальной мощности
Попадание в цилиндры воды из системы охлаждения
Изношены поршневые кольца
Засорена выпускная труба
Заменить поршневые кольца
Прочистить выпускную трубу
Стуки в двигателе
Изношены пальцы, отверстия в бобышках поршня и верхней головки шатуна
Изношены поршни и гильзы
Изношены вкладыши и шейки коленчатого вала
Заменить поршневые пальцы
Заменить поршни и гильзы
Заменить вкладыши и шейки коленчатого вала
6. Ремонт КШМ Камаз-740
Замена поршневых колец
1) Снять старые кольца и почистить поршень от нагара


2) Проверить тепловой зазор новых колец


3) Вставить кольца; упереть 1-й паз и продвинув 2-й установить в нужное положение

Установка маслосъёмного кольца замком напротив пружины


Провернуть кольца на 180
4) Смазать поршень и гильзу; установить поршень с помощью специальной оправки (оправку так же лучше смазать)

7. Требования безопасности. При техническом обслуживании и ремонте автомобилей
Проверить и привести в порядок рабочую одежду, застегнуть обшлага рукавов. Рабочая одежда должна быть исправной и заправлена так, чтобы не было свисающих концов. Подобрать волосы под плотно облегающий головной убор.
Проверить, достаточно ли освещено рабочее место и подходы к нему. О перегоревших лампочках сообщить непосредственному руководителю.
Осмотреть и привести в порядок рабочее место, убрать все, что может помешать работе, если пол скользкий (облит маслом, краской, водой), потребовать, чтобы его вытерли или сделать это самому.
Рабочее место должно исключать опасность травмирования автомобильным и другими транспортными средствами, а также грузом, перемещаемым грузоподъемными механизмами и другими производственными факторами.
Проверить исправность и крепление тисков. Струбцины не должны иметь люфта, на губках несработанную насечку и должны прочно захватывать зажимные изделия.
Проверить и подготовить необходимый для работы ручной инструмент и приспособления, а при необходимости и средства индивидуальной защиты.
При работе пользоваться только исправными, сухими и чистыми инструментами и приспособлениями:
— молотки и кувалды должны быть насажены на рукоятки под прямым углом к продольной оси инструмента и надежно укреплены путем расклинивания металлическими клиньями. Рукоятки должны быть изготовлены из дерева твердых пород и иметь овальную и гладкую поверхность. Длина рукоятки молотка не должна быть короче 300 мм, а кувалды – 450 … 900 мм в зависимости от массы инструмента,
— бойки ударных инструментов (зубил, кернов, молотков, кувалд и т.д. должны иметь слегка выпуклую гладкую, не косую и не сбитую поверхность без заусенец, выбоин, вмятин, трещин и наклепов,
— инструменты, имеющие заостренные концы (хвостовики) для насаживания рукояток (напильники, ножовки, отвертки и т.п.) должны иметь прочные укрепленные деревянные или пластмассовые рукоятки. Рукоятка должна иметь длину в соответствии с размерами инструмента, но не менее 150 мм, и во избежание раскалывания должна быть стянута металлическими бандажными кольцами,
— лезвия топоров, зубил, шаберов, сверл и другого режущего инструмента не должна иметь заусенец, выбоин, трещин, а режущая кромка их должна быть правильно заточена и представлять собой ровную и слегка выпуклую поверхность,
— длина зубил должна быть не менее 150 мм, а оттянутая часть должна иметь длину 60…70 мм,
— лезвие отвертки должно быть оттянуто и расплющено до такой толщины, чтобы оно входило без зазора в прорезь головки винта,
— гаечные ключи должны соответствовать размерам гаек и головок болтов и не должны иметь трещин, выбоин, заусенец. Губки ключей должны быть строго параллельными и не закатанными,
— раздвижные ключи не должны иметь слабину (люфт) в подвижных частях,
— острогубцы и плоскогубцы не должны иметь выщербленных, сломанных губок рукояток. Губки острогубцов должны быть острыми, а плоскогубцы – с исправной насечкой,
— бруски и крупные напильники для опиловки широких поверхностей должны быть снабжены специальными ручками, допускающими удобную обработку этих поверхностей,
— концы ломиков, оправок для наводки отверстий металлических изделий не должны быть погнутыми или сбитыми,
— поддержки, применяемые при ручной клепке, обжимке и прочих работах, должны быть прочными и безопасными,
— съемники должны иметь жесткую конструкцию и не иметь трещин, погнутых стержней, согнутой или смятой резьбы и обеспечивать соосность упорного (натяжного) устройства с осью снимаемой детали. Захваты съемников должны обеспечивать плотное и надежное захватывание детали в месте приложения усилия.
При использовании переносной лампы, проверить наличие на лампе защитной сетки и исправность шнура и изоляционной резиновой трубки. Для местного освещения пользоваться переносной лампой безопасного типа напряжением 42В, а при наличии особо неблагоприятных условий (повышенной влажности, тесноте, неудобном положении и т.п.) пользоваться переносной лампой напряжением не свыше 12 В. При обнаружении неисправности оборудования, инструмента, приспособлений или рабочего места как перед началом работы, так и во время работы сообщить мастеру и до устранения неполадок к работе не приступать. Работать на неисправном оборудовании, пользоваться неисправными инструментами, а также разбирать и ремонтировать пневмо и электроинструмент своими силами запрещается.
Источник