Ремонт коленчатого вала
Коленчатый вал ( см. рис. 37 ) является одной из наиболее ответственных и нагруженных деталей дизеля. Материал коленчатого вала — сталь 18XHBA. В процессе ремонта коленчатого вала устраняют следующие неисправности: прогиб, надиры и износ шеек, износ поверхностей хвостовика вала, повреждение резьбы в носке вала.
Для устранения указанных неисправностей принята следующая схема технологического процесса ремонта коленчатого вала :
- нарезка резьбы в носке вала под ремонтный размер;
- выпрессовки дефектного хвостовика, притирка отверстия вала, запрессовка нового хвостовика;
- правка коленчатого вала под прессом и методом наклепа щек;
- шлифование шейки под упорный подшипник, предварительное шлифование, хромирование и окончательное шлифование шеек носка;
- шлифование коренных шеек и шеек хвостовика под ремонтные размеры;
- шлифование шатунных шеек;
- замена масляных трубок в шейках вала;
- полирование вала;
- окончательный контроль;
- притирка маслоотбойного кольца;
- промывка и консервация.
Изношенную резьбу 2M72х3Е в носке вала вновь нарезают на ремонтный размер CП2M73х3Е. Для выполнения этой операции вал устанавливают на токарном станке в кулачках и люнете. Новую резьбу проверяют специальным калибром.
Хвостовик из коленчатого вала выпрессовывают в случае предельного износа шейки (нет припуска для шлифования шейки под ремонтный размер) и при ширине шлицев ниже минимально допустимого размера 5,75 мм. Для выпрессовки хвостовика коленчатого вала применяют специальный горизонтальный гидравлический пресс, развивающий усилие до 40 т.
Перед шлифованием шеек коленчатый вал подвергают правке.
Для шлифования носка вал устанавливают в центры шлифовального станка; под пятую коренную шейку подводят люнет. Поверхность под упорный подшипник шлифуют под номинальный диаметр 100 -0,12 -0,35 или под хромирование до диаметра нe менее 99,3 мм.
При шлифовании применяют корундовый круг на керамической связке твердостью C 1 -СM 2 , зернистостью 46—70.
При необходимости допускается шлифование буртика до размера по ширине мм. При шлифовании шейки носка вала должен быть выдержан радиус галтели 2-0,5 мм.
Изношенные девятую и десятую шейки носка шлифуют под хромирование до диаметров не менее 94,60 и 84,60 мм. Обработанные шейки хромируют до диаметров 95,1 +0,05 мм и 85,1 +0,05 мм; шейку упорного подшипника наращивают до диаметра 100-0,05 мм. После наращивания блестящим слоем хрома шейки вала шлифуют под номинальные размеры:
- 9-я шейка до диаметра 95 -0,04 -0,075 наружная поверхность шлицев — до диаметра 95-0,23-0,46 мм;
- 10-я шейка — до диаметра 85±0,03 мм и шейка под упорный подшипник — до диаметра 100 -0,12 -0,35 мм.
Для шлифования хромированных шеек используют электрокорундовые круги на керамической связке зернистостью 46—80, твердостью C 1 —СТ 1 .
Коренные и шатунные шейки вала шлифуют для того, чтобы устранить овальность, конусность, риски и исправить галтели. Шлифование шеек также необходимо для валов, подвергавшихся правке или перепрессовке хвостовика.
Для установки вала на круглошлифовальный станок используют задний плавающий центр. Передний центр также должен быть плавающим при повреждении центровой фаски в носке или при большом биении шеек вала.


Передний центр ( рис. 111, а ) ввертывают в носок коленчатого вала. Центр состоит из корпуса 5, собственно центра 2 и поводка 4. Болты 1 служат для установки центра относительно шейки переднего конца вала. Задний центр ( рис. 111, б ) надевают на хвостовик вала и закрепляют стопором 5. Положение центра 7 в корпусе 6 регулируют и закрепляют четырьмя болтами 8. Вал нa станке устанавливают так, чтобы биение носка и хвостовика было не более 0,05 ммч всех остальных шеек — менее 0,2 мм.
Чтобы избежать прогиб вала при шлифовании, ко 2-й, 5-й и 8-й коренным шейкам подводят кулачки люнетов. Рекомендуется применять двухкулачковые люнеты ( рис. 111, в ) с деревянными колодками. Нижняя колодка укреплена на коромысле, управляемом наклонным отжимным болтом. Боковая колодка установлена на ползуне, передвигаемом горизонтальным винтом.
Шейки шлифуют до устранения овальности и повреждений на цилиндрической поверхности и галтелях. После шлифования диаметры всех коренных шеек должны быть не менее 93 мм. Если размеры шеек близки друг к другу, то их шлифуют до одного диаметра. При шлифовании шеек желательно снимать слой металла не более 0,03—0,45 мм на сторону. Предельный ремонтный размер ширины шеек равен 56,4 мм. После шлифования поверхность шеек и галтелей должна быть гладкая, без рисок.
Рис. 111. Приспособления для крепления коленчатого вала нa станке: а — передний плавающий центр; б — задний плавающий центр; в — люнет; 1 — болт; 2 — центр; 3 — корпус переднего центра; 4 — поводок; 5 — стопор; 6 — корпус заднего центра; 7 — центр; 8 — фиксирующие болты; 9 и 11 — колодки; 10 — коромысло; 12 — ось; 13 — направляющий винт; 14 — ползун; 16 — сварной корпус; 16 — винт ползуна; 17 — болт коромысла; 18 — упорная планка.
Овальность и конусность шеек допускается не более 0,03 мм. Корсетность и бочкообразность не допускаются.
Необходимо обращать внимание на правильное выполнение галтелей, т. е. на величину радиусов и плавность перехода от большего радиуса к меньшему и от меньшего радиуса к шейке вала. Галтели вала контролируют по предельным шаблонам.
Для валов различных выпусков, отличающихся по радиусам галтелей, применяют различные шаблоны, на которых указан номер чертежа вала и величина радиуса. Перед снятием вала со станка затупляют острую кромку на торце первой коренной шейки.
Для проверки радиуса галтелей шлифовального круга шлифуют пробную пластину и проверяют ее по радиусному шаблону. При необходимости правят шлифовальный круг.
При надобности также шлифуют шейку хвостовика диаметром 39,8-0,017 мм под втулку ремонтного размера.
Для шлифования шатунных шеек вал устанавливают 9-й и 1-й коренными шейками на призмы кронштейнов центросместителей, носком к передней бабке. Под первую коренную шейку подкладывают ленточную прокладку толщиной, равной полуразности диаметров 9-й и 1-й коренных шеек. Вал располагают так, чтобы ось 1-й и 6-й шатунных шеек была совмещена с осью центров станка. Закрепив вал за смещенные коренные шейки, выверяют по индикатору биение 1-й и 6-й шатунных шеек, которое должно быть не более 0,2 мм.
Опорные призмы центросместителя станка установлены так, чтобы расстояние по вертикали между осями центров станка и контрольной оправки диаметром 95 -0,07 -0,10 мм было равно радиусу кривошипа шатунных шеек 90 +0,10 -0,15 мм.
После выверки и закрепления вала на станке устанавливают люнет под первую шатунную шейку, которую шлифуют до получения правильной цилиндрической формы. Диаметр шейки после устранения дефектов на цилиндрической поверхности и галтелях должен быть не менее 83 мм. Предельный ремонтный размер ширины этих шеек равен 70,5 мм. В остальном при шлифовании шатунных шеек выполняют те же требования, что и при обработке коренных шеек.
Затем шлифуют и 6-ю шатунную шейку, переставив под нее люнет.
Для шлифования остальных шеек ослабляют крепление вала в смещенных центрах, повертывают его на 120° так, чтобы против центров станка расположилась следующая пара шатунных шеек, и тщательно проверяют по индикатору точность установки вала. Люнет переставляют под каждую шлифуемую шейку.
Закончив шлифование шеек, коленчатый вал проверяют на отсутствие трещин на магнитном дефектоскопе.
Слесарная обработка вала производится на подставке — пирамиде. Сначала выпрессовывают поврежденные (помятость и качка) маслопроводящие трубки в шейках; зачищают отверстия, устанавливают новые трубки и развальцовывают их наружные кромки. Конец трубки должен утопать в отверстии шейки в пределах 0,5—1,0 мм.
В заключение зенкуют и притирают забитые фаски под заглушки отверстий в шейках вала.
В зависимости от длины шеек используют оправки трех размеров для обработки фасок; одна из них представлена на рис. 112 .
Рис.112. Приспособление для обработки фасок под заглушки отверстий шеек вала.
На конце оправки 3 расположена зенковка 2. Винт 1, входящий в радиусный вырез оправки, служит поводком зенковки. Продольный вырез на оправке обеспечивает снятие зенковки без вывертывания винта. Оправка центрируется направляющей втулкой 4. Внутренний выступ шайбы 5 входит в продольный паз на оправке. При подтягивании гайки 6, упирающейся в шайбу 5, оправка смещается вдоль оси, а зенковка 2 углубляется в материал вала. Оправку вращают трещоточным ключом.
Для полирования шеек вал устанавливают на токарный станок хвостовиком в патрон и пробкой носка на задний центр. С помощью войлочного круга диаметром 500 мм с настой ГОИ полируют наружные поверхности щек вала. Приспособление имеет отдельный электродвигатель, установленный на суппорте станка; шпиндель круга приводится ременной передачей.
Коренные и шатунные шейки полируют шкуркой в специальных деревянных зажимах. Поверхности шеек и галтелей полируют до устранения следов шлифования, последовательно применяя электро-корундовые шкурки на бязевой основе зернистостью 100, 150, 240 и 320. Боковые поверхности щек полируют шкуркой зернистостью 80-120.
После полирования проверяют чистоту поверхности шеек, их диаметр, а также конусность и овальность.
Отремонтированный коленчатый вал подвергают полному контролю на специальном стенде ( рис. 113 ). При этом проверяют отклонение радиуса кривошипа шатунных шеек, отклонение углового положения кривошипов (120°±30′), параллельность шатунных и коренных шеек, биение коренных шеек, шеек переднего конца и хвостовика вала, размеры шеек, упорного буртика и шлицев.
Для проверки коленчатый вал укладывают на призмы 1 и 8 плиты 9 стенда. Призму движка центроискателя 2 направляют на 7-ю коренную шейку. При этом несколько приподнимается движок центроискателя и на некоторую величину отклоняется стрелка индикатора. Совместив нулевое деление шкалы индикатора со стрелкой, центроискатель направляют на 2-ю коренную шейку. Если стрелка индикатора отклонится, то нужно регулировать высоту призмы 1, добиваясь совмещения стрелки индикатора с нулевым делением шкалы.
Рис. 113. Стенд для контроля коленчатых валов.
Чтобы определить величину отклонения радиуса кривошипа от номинального размера (90 мм), шатунную шейку вала сначала устанавливают в верхнее положение. С этой целью к поверхности шейки приставляют верхнюю площадку А движка центроискателя 2, а стрелку индикатора совмещают с нулевым делением шкалы. Затем вал поворачивают на 180°, подводят к шейке нижнюю площадку Б движка центроискателя 2 и пo величине отклонения стрелки индикатора находят нижнее положение шейки вала. При этом показание стрелки индикатора будет равно двойной величине отклонения радиуса кривошипа от номинального размера, так как расстояние между нижней и верхней площадками движка равно удвоенному номинальному радиусу кривошипа.
Отклонение углового положения кривошипа определяют следующим образом. Первую шатунную шейку вала устанавливают в горизонтальное положение, пользуясь призмой центроискателя 2.
Шлицевую втулку 4 звездочки надевают на передний конец вала так, чтобы один из радиальных выступов занял горизонтальное положение. Втулку закрепляют фиксатором, конец которого входит в шлицевой паз вала.
В отверстии каждого выступа звездочки вставлены ролики 5. Под ролик подводят стойку 7 и регулируют винт 6 стойки так, чтобы его головка коснулась ролика. После этого нулевое деление шкалы индикатора совмещают со стрелкой; призму движка центроискателя и стойку 7 со стрелкой отводят в сторону и поворачивают коленчатый вал примерно на 120°. Вновь придвинув стойку 7, повертывают коленчатый вал до соприкосновения следующего ролика с головкой того же винта 6 стойки 7.
Затем призму движка центроискателя вводят в контакт, с шейкой, которая в данный момент заняла горизонтальное положение, и по отклонению стрелки индикатора от нулевого деления шкалы определяют отклонение кривошипа от нормального положения.
Показание стрелки индикатора будет равно величине смещения шатунной шейки относительно ее правильного положения, выраженной в миллиметрах длины дуги, описанной радиусом кривошипа.
При радиусе кривошипа R = 90 мм отклонение на 1° соответствует длине дуги 1,58 мм. Следовательно, при допустимом угловом отклонении кривошипа (±30′) величина перемещения стрелки индикатора должна быть не более ± 0,79 мм.
Стойка 3 с индикатором служит для проверки параллельности шеек относительно оси вала.
При ослаблении посадки и повреждении масляных трубок в шейках вала трубки заменяют новыми. Конец новой трубки должен утопать на 0,5—1,0 мм от поверхности шейки и выходить в полость шейки на величину не более 16 мм. Наружный конец запрессованной трубки развальцовывают под углом 60°.
При окончательной проверке отремонтированного вала контролер заполняет карту измерений.
Далее производят притирку маслоотбойного кольца по галтели 9-й шейки коленчатого вала. Для притирки используют пасту с корундовым порошком M28. Качество притирки контролируют по краске, которая должна покрывать 70% поверхности галтели.
В заключение вал промывают в дизельном топливе или керосине, протирают салфеткой и смазывают маслом. Шейки вала обвертывают промасленной бумагой. Коленчатые валы, подлежащие хранению, подвергают консервации.
Источник
Проверка технического состояния и ремонт коленчатого вала
Для обеспечения селективной сборки двигателя блок двигателя и коленчатый вал по размерам постелей и шеек коленчатого вала разбиваются на группы и маркируется буквами.
Перед проверкой технического состояния коленчатого вала необходимо выполнить перечисленные ниже операции.
Тщательно протереть коленчатый вал растворителем, бензином или керосином и убедиться в отсутствии на шейках следов неравномерного изнашивания, трещин, задиров, рисок и следов коррозии. Степень износа поверхности вала может быть проверена с помощью медной шайбы или монеты. Для этого необходимо несколько раз потереть шайбой (монетой) по поверхности шейки. Если на шейке остаются частички меди, значит, она изношена и должна быть перешлифована. С меньшей достоверностью наличие следов износа на шейках коленчатого вала определяют проведя по ним пальцем руки без нажима.
После проверки прочищают все масляные каналы используя проволочную или жесткую волосяную щетку. Удаляют заглушки с каналов системы смазки, промывают каналы моющим раствором или керосином, продувают сжатым воздухом, обработать зенкером гнезда заглушек и устанавливают новые заглушки, зачеканив их в нескольких точках керном. Чтобы острые края не царапали и не оставляли выемок на вновь устанавливаемых подшипниках, необходимо снять фаски с отверстий масляных каналов.
Если производится шлифование коленчатого вала, вышеуказанные операции выполняются после него. Незначительные неровности на шейках можно зачистить шлифовальной шкуркой или бруском мелкой зернистости.
Коленчатый вал проверяют, установив его на две призмы. При этом проверяют радиальное биение коренных шеек (рис. 4.24), а также смещение осей шеек от плоскости, проходящей через оси шатунных и коренных шеек, и неперпендикулярность торцевой поверхности фланца по отношению к оси коленчатого вала.
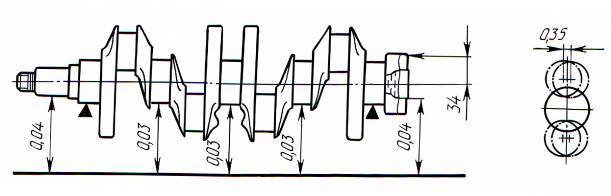
Рис. 4.24. Проверка коленчатого вала
Биение проверяют по средней коренной шейке. Оно должно быть не более 0,025…0,060 мм (в зависимости от модели двигателя).
Если шейки вала имеют глубокие риски, неравномерный износ, задиры и овальность свыше 0,05 мм, их шлифуют до ближайшего ремонтного размера с определенным уменьшением по диаметру относительно номинального размера (в автомобилях ВАЗ, “Фиат”, “Форд”, “Тойота”, как правило, на 0,25, 0,50, ,75 и 1,00 мм) с последующим полированием алмазной пастой или пастой ГОИ и промывкой масляных каналов.
Чтобы иметь информацию о размерах шеек коленчатого вала, на первой его щеке указывают уменьшение диаметра коренных и шатунных шеек (например, “К 0,25”, “Ш 0,50” в автомобилях ВАЗ), их класс (0, 1, 2, 3 в автомобилях “Тойота”) или наносят риски, обозначающие ремонтный размер (в автомобилях БМВ одна риска — 1-й ремонтный диаметр, две — 2-й и т. д.).
Шейки коленчатого вала шлифуют на специальном станке под ближайший размер подшипников, если установка стандартных подшипников номинального размера не обеспечивает требуемый радиальный зазор. Можно перешлифовать только коренные или только шатунные шейки, либо те и другие одновременно. Шлифование коренных и шатунных шеек может выполняться под разные ремонтные размеры, но ремонтные размеры одноименных шеек (коренных или шатунных) не должны различаться.
При шлифовании шеек должны соблюдаться следующие условия:
· не допускается касание шлифовальным кругом боковых поверхностей шейки (это может увеличить осевой люфт шатунов, что приведет к появлению стуков в шатунных подшипниках);
· конечный размер шеек должен быть с допуском +0,01…0,015 мм;
· непараллельность шатунных шеек относительно коренных на всей длине шатунной шейки — не более 0,015 мм;
· овальность и конусность шеек — не более 0,005 мм;
· шероховатость поверхности коренных шеек — не более 0,02 мкм;
· биение центральной коренной шейки — не более 0,02 мм.
Чрезмерный изгиб коленчатого вала (биение средней коренной шейки относительно крайних) устраняют правкой на прессе. Вал устанавливают крайними коренными шейками на призмы, а штоком пресса через медную или латунную прокладку прикладывают усилие к средней шейке со стороны, противоположной изгибу (рис.). При этом прогиб должен быть примерно в 10 раз больше устраняемого изгиба. Вал выдерживают под нагрузкой в течение 2…4 мин. После проверки рекомендуется подвергнуть вал термической обработке — нагреть до 180…200 ° С и выдержать при этой температуре в течение 5…6 ч. После правки вал снова следует проверить на биение.
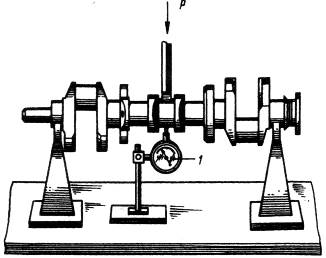
Рис. Правка коленчатого вала:
1 – индикатор; Р – усилие пресса
После установки коленчатого вала в блок цилиндров необходимо проверить его осевой люфт. Люфт не должен превышать допустимых значений производителя, в противном случае шатун будет клинить на шейке вала. В это случае шатунные подшипники будут иметь характерный «диагональный» износ.
На блок устанавливают кронштейн с индикатором часового типа таким образом, чтобы его ножка упиралась во фланец вала (рис. 4.25). Перемещая вал вверх или вниз (например, отвертками), измеряют люфт. В автомобилях ВАЗ-2109 он должна находиться в пределах 0,06…0,26 мм, “Опель Рекорд” с двигателем 21D – 0,030…0,130 мм, “Опель Рекорд” с двигателем 20S – 0,043…0,156, БМВ – 0,085…0,174 мм, “Ауди 80D”, “Фольксваген” – 0,07…0,17 мм. Предельный осевой люфт для всех двигателей – 0,35… 0,37 мм.
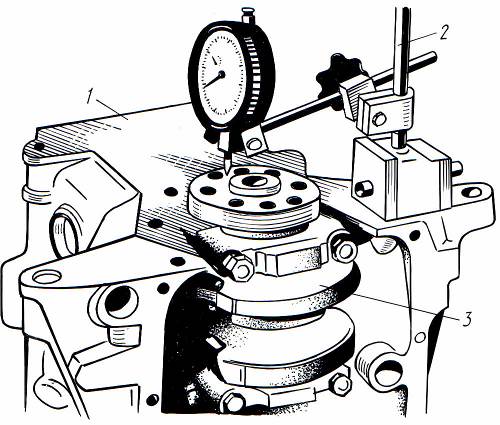
Рис. 4.25. Проверка осевого люфта коленчатого вала индикатором часового типа:
1 – блок цилиндров; 2 – крепление индикатора; 3 – коленчатый вал
При отсутствии индикатора осевой люфт с меньшей точностью можно измерить с помощью набора щупов. Для этого вставляют отвертку между первым кривошипом вала и передней стенкой блока цилиндров (рис. 4.26) и, действуя ею как рычагом, отжимают вал к задней части двигателя. Затем с помощью щупа определяют зазор между торцом задней шайбы упорного подшипника и плоскостью бурта первой коренной шейки. Если люфт оказывается больше нормы, его регулируют с помощью полуколец, заменив старые полукольца новыми или установив полукольца увеличенной толщины (рис. 4.27).
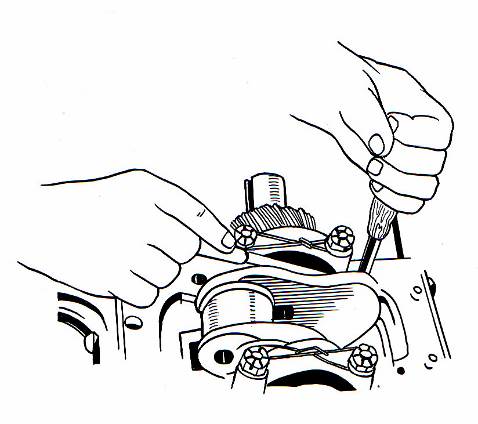
Рис. 4.26. Проверка осевого люфта коленчатого вала щупом
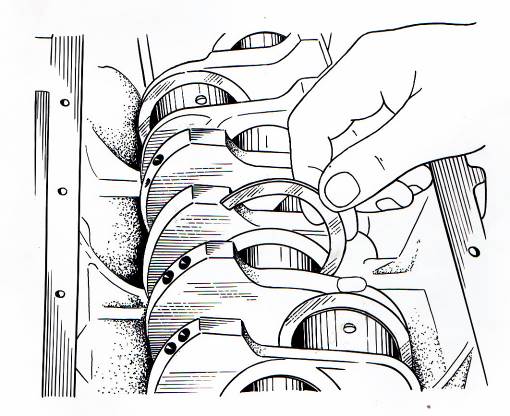
Рис. 4.27. Установка упорных полуколец коленчатого вала в гнезда среднего коренного подшипника
После ремонта коленчатый вал собирается с теми же маховиком и сцеплением, которые стояли на нем до ремонта. Сцепление необходимо устанавливать на маховик по заводским меткам или меткам, нанесенным твердым предметом на обеих деталях, одна против другой, около одного из болтов крепления кожуха сцепления к маховику.
Перед установкой на двигатель коленчатый вал подвергают динамической балансировке на балансировочном станке. Предварительно необходимо сцентрировать ведомый диск сцепления с помощью ведущего вала от старой коробки передач или специальной оправки. Дисбаланс устраняют высверливанием металла в противовесах коленчатого вала или ступице маховика.
На ступице коленчатого вала могут быть риски, а на поверхности шейки под сальник – задиры, которые устраняются шлифованием.
Сальники должны заменяться при каждой разборке двигателя независимо от их состояния.
Маховик двигателя может иметь следующие повреждения: износ, риски, задиры и микротрещины на рабочей поверхности, выкрашивание зубьев венца, износ зубьев по длине, износ отверстий под болты крепления к коленчатому валу, повреждение резьбы в отверстиях, появление цвета побежалости.
На поверхности маховика, прилегающей к фланцу коленчатого вала (рис. 4.28), и на поверхности 3 под ведомый диск сцепления не допускаются царапины и задиры. Неплоскостность поверхности 3 должна находиться в пределах 0,06…0,1 мм.
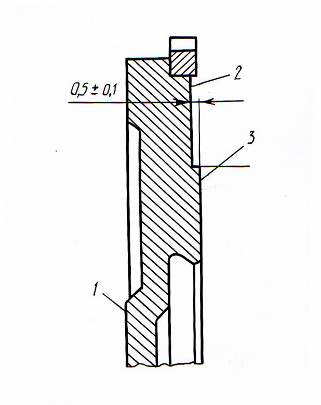
1 – поверхность, прилегающая к фланцу коленчатого вала; 2 – место проверки поверхности для крепления сцепления; 3 – место проверки биения опорной поверхности ведомого диска сцепления
Неплоскостность проверяется с помощью щупа при установке маховика на поверочную плиту. Царапины и задиры на поверхности 3 удаляются протачиванием со снятием слоя металла толщиной не более 1 мм с последующей зачисткой абразивной шкуркой. При этом протачивают также и поверхность 2, не затрагивая зубчатый венец и выдерживая размер (0,5±0,1) мм. При протачивании необходимо обеспечить параллельность указанных поверхностей относительно поверхности 1, прилегающей к фланцу коленчатого вала. Непараллельность не должна превышать 0,1 мм.
Торцевое биение маховика проверяется по крайним точкам поверхностей 2 и 3 после установки маховика на оправку и центровки его по посадочному отверстию. Оно не должно превышать 0,1 мм.
Если маховик имеет цвет побежалости на поверхности 3 под ведомый диск сцепления, необходимо проверить натяг обода на маховике. Обод не должен проворачиваться при крутящем моменте 590 Н×м (60 кг×см) и сдвигаться в осевом направлении при усилии 3,9 кН (400 кгс).
При небольшом износе торцов зубьев маховика достаточно зачистить торцы на шлифовальном станке. При выкрашивании зубьев и значительном их износе по длине зубчатый венец подлежит замене. Учитывая то, что у зубчатого венца торцы зубьев изнашиваются со стороны входа в зацепление шестерни стартера и боковые стороны зубьев на дуге 200…230 мм, при отсутствии нового венца можно использовать старый. Для этого спрессованный венец поворачивают на 180 вокруг вертикальной оси и на 90 вокруг оси вращения. Чтобы облегчить напреcсовку нового венца, рекомендуется нагреть его до температуры 180…220 С. Во избежание возникновения отпуска зубьев не следует превышать указанную температуру.
После замены зубчатого венца маховик необходимо статически отбалансировать путем высверливания лишнего металла со стороны крепления сцепления. Высверливаемые отверстия должны иметь глубину не более 15 мм, а дисбаланс маховика не должен превышать 35 г×см.
Если устанавливается новый маховик, на нем может быть только метка для установки первого поршня в ВМТ. В этом случае необходимо наносить на маховике метку для установки угла опережения зажигания согласно рекомендаций предприятия-изготовителя.
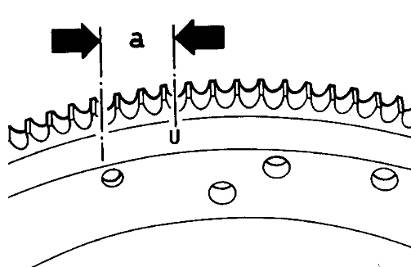
Рис. Метки для нового маховика:
i – наносимая метка для установки зажигания; u – заводская метка для установки первого поршня в ВМТ
Источник