Структура и периодичность работ по ремонту оборудования на предприятии
Все работы по плановому ремонту оборудования выполняются в определенной последовательности, образуя повторяющиеся циклы.
Ремонтный цикл — это повторяющаяся совокупность различных видов планового ремонта, выполняемых в предусмотренной последовательности через установленные равные числа часов оперативного времени работы оборудования, называемые межремонтными периодами.
Ремонтный цикл завершается капитальным ремонтом и определяется структурой и продолжительностью.
Структура ремонтного цикла — это перечень ремонтов, входящих в его состав, расположенных в последовательности их выполнения.

Продолжительность ремонтного цикла — это число часов оперативного времени работы оборудования, на протяжении которого производятся все ремонты, входящие в состав цикла (табл. 1).
Таблица 1. Продолжительность ремонтного цикла для металлорежущего оборудования
| Металлорежущие станки | Продолжительность цикла в годах при двухсменной работе в производстве | ||
| массовом и крупносерийном | серийном | мелкосерийном и индивидуальном | |
| Станки нормальной точности: легкие и средние крупные и тяжелые | |||
| особо тяжелые, уникальные | — | 7,0 — 13,0 | 8,5 — 15,0 |
| Прецизионные станки: легкие и средние | |||
| особо тяжелые, уникальные | — | 9,0 — 19,5 | 10,5 — 22,0 |
| Станки, работающие абразивным инструментом: легкие и средние | |||
| крупные и тяжелые | 4,0 — 7,0 | 5,0 — 9,0 | 6,5 — 10,5 |
Простои оборудования, связанные с выполнением плановых и неплановых ремонтов и технического обслуживания, в продолжительность ремонтного цикла не входят.
Срок службы станка до первого капитального ремонта указывается изготовителем станка в технических условиях на станок. При ремонте станков следует руководствоваться эксплуатационными документами.
Металлорежущие станки делятся на три группы: первая группа – легкие и средние станки весом до 10 т, вторая группа – крупные и тяжелые станки весом от 10 до 100 т, третья группа – особо тяжелые — уникальные, весом свыше 100 т.
Меньшие значения продолжительности цикла принимаются для оборудования при обработке на нем чугуна и цветных металлов и оборудования, установленного в запыленных, загазованных и влажных помещениях; большие значения – для оборудования, преимущественно занятого обработкой стали и работающего в нормальных условиях.
Отдельные виды ремонта в течение цикла, т.е. за период между двумя ремонтами, повторяются через определенные промежутки времени и чередуются в определенной последовательности. Например, структуру ремонтного цикла, состоящего из четырех текущих (ТР), одного среднего (СР) и одного капитального ремонта (КР), записывают так:
При этом следует учесть, что между текущими ремонтами проводятся плановые осмотры (ПО) и проверки станков на технологическую точность.
Порядок чередования отдельных видов ремонта в ремонтном цикле представляет собой структуру ремонтного цикла. Структура ремонтного цикла различна для разных типов оборудования.
В табл. 2. приводится примерная структура ремонтного цикла для различных групп металлорежущего оборудования.
Таблица 2. Структура ремонтного цикла для металлорежущего оборудования
| Металлорежущие станки | Количество ремонтов в цикле | |||
| КР | СР | ТР | ПО | |
| Легкие и средние | 1 | 2 | 6 | 9 |
| Крупные и тяжелые | 1 | 2 | 6 | 27 |
| Особо тяжелые и уникальные | 1 | 2 | 9 | 36 |
Ремонтный цикл Т – период работы станка между двумя капитальными ремонтами или для вновь установленного станка — период от начала его ввода в эксплуатацию до первого капитального ремонта.
Межремонтный период t – период работы станка между двумя очередными плановыми ремонтами.
Межосмотровый период to – период работы станка между двумя очередными осмотрами или между очередным осмотром и очередным плановым ремонтом.
Продолжительность ремонтных циклов, межремонтных и межосмотровых периодов устанавливается по календарному времени эксплуатации станков с учетом коэффициента использования или по количеству отработанных станком часов или какой-либо эквивалентной величине (число рабочих циклов, число изготовленных деталей и т.д).
Структура ремонтного цикла – порядок расположения и чередования ремонтов и осмотров в ремонтном цикле. Структура ремонтных циклов технологического оборудования дана в табл. 3.
Таблица 3. Структура ремонтных циклов для металлорежущего оборудования
| Наименование оборудования | Ремонтные работы и работы по техническому уходу | ||||
| чередование работ | количество | ремонтов | |||
| средних | малых | осмотров | |||
| Металлорежущие станки лег кие и средние весом до 10 т | КР—ПО—МР—ПО—МР—ПО—СР—ПО—МР —ПО —МР—ПО—СР—ПО — МР— ПО—МР—ПО —КР | 2 | 6 | 9 | |
Принятые обозначения: КР — капитальный ремонт; СР — средний ремонт; МР — малый ремонт; ПО — плановый осмотр.
Продолжительность ремонтных циклов, межремонтных и межосмотровых периодов для металлорежущих станков зависит от возраста станка и назначается по табл. 4.
Таблица 4. Продолжительность ремонтных циклов, межремонтных и межосмотровых периодов металлорежущих станков
| Возраст станков | Продолжительность в отработанных часах | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ремонтного цикла Т | межремонтного периода t | межосмотрового периода t0 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Легкие и средние весом до 10 т: свыше 20 лет | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Ремонтные операции | Слесарные работы | Станочные работы | Прочие работы | Всего |
| Промывка как самостоятельная операция | 0,6 | — | — | 0,6 |
| Проверка на точность как самостоятельная операция | 0,3 | — | — | 0,3 |
| Плановый осмотр перед капитальным ремонтом | 1,6 | 0,4 | — | 2,0 |
| Плановый осмотр | 1,0 | 0,5 | — | 1,5 |
| Малый ремонт | 5,0 | 4,0 | 1,0 | 10,0 |
| Средний ремонт | 18,0 | 10,0 | 2,0 | 30,0 |
| Капитальный ремонт | 30,0 | 20,0 | 4,0 | 54,0 |
- Для оборудования, проработавшего свыше 20 лет, нормы на слесарные работы могут быть увеличены на 10%.
- При получении готовых запасных деталей со стороны свыше 10% от потребного количества, нормы на станочные работы должны соответственно уменьшаться.
Таблица 6. Нормы межремонтного обслуживания на одного рабочего в одну смену
| Вид оборудования | Станочники | Слесари | Смазчики | Шорники |
| в ремонтных единицах | в физических единицах ременные приводы | |||
| Металлорежущие станки (кроме автоматов и полуавтоматов) | 1650 | 560 | 1000 | 300 |
| Металлорежущие автоматы и полуавтоматы | 1650 | 400 | 900 | — |
- В массовом и крупносерийном производствах нормы межремонтного обслуживания могут быть понижены на 15%.
- Для оборудования, работающего с абразивом, нормы могут быть понижены на 5%.
- Для оборудования, проработавшего свыше 20 лет, нормы могут быть понижены на 10%.
Таблица 7. Нормативы продолжительности простоя металлорежущих станков из-за ремонта в сутках при различной сменности работы ремонтной бригады
| Наименование ремонтных работ и работ по техническому уходу | Нормативы простоя на одну ремонтную единицу | ||
| при работе ремонтной бригады | |||
| в одну смену | в две смены | в три смены | |
| Проверка на точность как самостоятельная операция | 0,1 | 0,05 | 0,04 |
| Малый ремонт | 0,25 | 0,14 | 0,1 |
| Средний ремонт | 0,6 | 0,33 | 0,25 |
| Капитальный ремонт | 1,0 | 0,54 | 0,41 |
Нормативы для одной ремонтной единицы являются плановыми нормами, которые принимаются для подсчетов по всем группам ремонтной сложности.
Для металлорежущего станка модели 1А62 присвоена 12-я категория сложности ремонта.
Для проведения одного малого ремонта станка модели 1А62 потребуются, согласно нормативам, приведенным в табл. 5, следующие затраты времени:
- 12 х 5,0 = 60 час. на слесарные работы;
- 12 х 4,0 = 48 час. на станочные работы;
- 12 х 1,0 = 12 час. на прочие работы.
Соответственно для капитального ремонта станка модели 1А62 потребуются:
- 12 х 30 = 360 час. на слесарные работы;
- 12 х 20 = 240 час. на станочные работы;
- 12 х 4,0 = 48 час. на прочие работы.
Время простоя станка из-за ремонта округляется при малом и среднем ремонте до целых смен, при капитальном ремонте — до целых суток.
Для оборудования, работающего в три смены, простои при осмотрах перед средним и капитальным ремонтами планируются 0,1 суток на одну ремонтную единицу.
При модернизации оборудования во время среднего и капитального ремонтов нормы простоя в ремонте увеличиваются в зависимости от объема работ по модернизации. Дополнительное время простоя устанавливает главный механик и утверждает главный инженер завода.
При снятии оборудования с фундамента и централизованном ремонте устанавливается дополнительное время простоя на снятие с фундамента, транспортирование и монтаж на фундаменте.
Источник
Таблица операций при ремонте
В раздел включено следующее литейное оборудование: электропечи, электропечные агрегаты и механизмы, которые относятся к пятой амортизационной группе со сроком полезного использования свыше 7 до 10 лет включительно.
8.1. Техническое обслуживание
Техническое обслуживание электропечей, электропечных агрегатов и оборудования производится в соответствии с требованиями технической документации заводов-изготовителей в процессе нерегламентированного обслуживания.
Перечень типовых операций для каждой группы оборудования указывается в ПТЭ предприятия. Примерный перечень типовых операций ТО по наименованиям оборудования приведен ниже.
8.1.1. Смесители. Очистка рабочих поверхностей смесителя от смеси и грязи. Обдувка воздухом траверсы, разжимающего устройства, редукторов, прибора системы регулирования формуемости смеси, панели управления. Проверка: состояния отвалов, скребков, плужков и штырей катков, при необходимости – регулировка, замена. Проверка состояния защитных кожухов, ограждений, ограничителей и т. п. Проверка работы смесителя и редукторов на шум и вибрацию. Проверка и регулировка натяжения ремней. Проверка состояния и работы муфты, электромагнитов. Проверка уровня масла в редукторах; при необходимости – пополнение. Подтяжка крепежных деталей и замена изношенных дефектных деталей отвалов, скребков, плужков, вкладышей, пальцев и резиновых вкладышей муфт, втулок, осей, штоков, валов, шпилек, гаек, винтов и др. Осмотр и устранение утечек в цилиндрах, редукторе, в мерном бачке, в запорном кране, смазочных устройствах, трубопроводах и пневмоаппаратуре. Зачистка забоин, царапин, задиров и заусенцев. Проверка работы и регулировка: механизма загрузки сухих и мокрых компонентов; механизма выгрузки смеси и отбора проб; механизма открывания и закрывания разгрузочных люков, загрузочных и дозирующих устройств; пневмоцилиндров; системы вентиляции; прибора формуемости смеси; устройств смазочной системы; ограничителей, переключателей и упоров; клиноременных передач; оградительных устройств в соответствии с требованиями техники безопасности. Регулировка зазоров между днищем чаши и нижней кромкой отвала; между боковой кромкой скребка тумбы и обкладкой тумбы (для смесителей с вертикально вращающимися катками).
8.1.2. Формовочные машины. Проверка и подтяжка крепежных деталей механизмов, подверженных вибрации и ударным нагрузкам. Пополнение разделительной жидкостью емкостей опрыскивания моделей. Проверка неисправности защитных кожухов, ограждений, ограничителей. Регулировка механизма вытяжки. Проверка крепления и работы электромагнитов, состояния моделей, втулок, штырей, рабочих поверхностей опок. Проверка и подтяжка креплений цилиндров и поршней, прессовых траверс и колодок, протяжных рамок и подъемных шрифтов, кронштейнов, поворотных столов, перекидных рычагов, валов. Проверка работы: встряхивающего механизма на частоту ударов в минуту, высоту подъема стола; прессового механизма на усилие прессования; поворотного механизма на надежность и скорость поворота. Проверка состояния соединений элементов пневмосистемы: цилиндров и аппаратуры управления; воздухораспределителей и клапанов, труб и шлангов; аппаратуры управления и исполнительных органов. Проверка работы и регулировка механизмов поворота траверсы и скребка, зажимов опоки, вибраторов. Проверка работы механизма поворота стола, стоек, серег, рычагов, цапф и пневмоцилиндра. Смена изношенных и поломанных деталей. Проверка исправности ограничителей, переключателей, клапанов, упоров и др. В процессе проверок производятся необходимые регулировки, предусмотренные руководством по эксплуатации и ТУ проверяемой машины. Проверка состояний всей гидросистемы и смазочных устройств: наличие масла в резервуарах, лубрикаторах, в колпачковых и капельных масленках и других смазочных точках. Устранение утечек; регулировка подачи масла к трущимся поверхностям механизмов.
8.1.3. Стержневые машины. Очистка от грязи и масла всех узлов и механизмов машины. Внешний осмотр на отсутствие поломок и утечек в гидро– и пневмооборудовании, системе водоохлаждения и системе газового нагрева с устранением выявленных неисправностей; спуск конденсата из влагоотделителей. Проверка состояния конечных выключателей, их регулировка и устранение неисправностей. Проверка состояния стержневой оснастки. Проверка и подтяжка крепежных деталей, подверженных вибрации и периодическим нагрузкам. Проверка состояния оградительных устройств и защитных кожухов, устранение неисправностей. Регулировка работы зажимных устройств, досылателей и фиксаторов. Проверка состояния: уплотнений пескодувной гильзы, шиберного устройства и пескодувной насадки; диафрагмы клапанов вдува и выхлопа; элементов органов управления (переключателей, кнопок управления, сигнальных ламп и др.); деталей шиберного устройства, клапанов вдува и выхлопа, вибропитателя. Проверка уровня масла в баках, резервуарах и других емкостях; проверка наличия масла в маслораспреде-лителях и капельных масленках и смазочного материала в колпачковых масленках; проверка поступления масла в места назначения. Проверка состояния: системы газового нагрева стержневых ящиков, системы электронагрева стержневых ящиков; трубчатых электронагревателей; пирометрической системы контроля и поддержания заданной температуры нагрева стержневых ящиков. Проверка и подтяжка креплений в зажимных устройствах, фиксаторах, цепных передачах рольгангов. Проверка величины щелей пескодувной гильзы и ее замена при величине щелей более 0,5 мм. Проверка состояния поверхностей шибера и надувной плиты; при наличии забоин, задиров, рисок глубиной 0,3 мм и более произвести замену или ремонт. Осмотр и проверка состояния роликов и их крепления на рольгангах; замена роликов, имеющих дефекты (износ по периметру, эксцентриситет и др.). Проверка и подтяжка болтовых соединений, замена ослабленных или изношенных крепежных деталей. Проверка состояния цилиндров, штоков, фланцевых соединений и других деталей пневмогидросистемы, поддающихся наружному осмотру. Проверка действия предохранительных и автоматических устройств. Выявление дефектов, требующих устранения при ближайшем плановом ремонте.
8.1.4. Выбивные решетки. Осмотр состояния привода. Проверка: состояния упругих опор и крепежных деталей вибратора; температуры нагрева корпусов подшипников; подтяжка крепления полотна колосниковых секций решетки; уровня масла (для жидких ванн) в вибровозбудителе; подтяжка всех крепежных деталей. Замена изношенных крепежных деталей. Проверка состояния и подварка полотна колосниковых секций и корпуса решетки. Проверка состояния: электропроводки; подшипниковых узлов и валов. При наличии утечек масла заменить уплотнения и манжеты.
8.1.5. Пескометы. Очистка от грязи, смеси и масла. Проверка крепления ковша и дуги. Проверка зазора между верхней кромкой ковша и дугой. При установке нового ковша зазор не должен превышать 0,5–0,7 мм. Проверка натяжения клиноременных передач, каната механизмов подачи и цепи привода ленты питателя. Проверка работы: механизмов перемещения тележки и моста (для пескометов мостового типа); механизмов поворота большого и малого рукавов, гидросистемы; головки (на холостом ходу); плавности хода тележки механизма подачи. Проверка и подтяжка крепежных деталей ротора метательной головки. Очистка приямков от формовочной смеси и смазывание открытых зубчатых передач. Проверка работы пескометной головки при вытянутых в одну линию рукавах, а также при расположении оси малого рукава под углом 90° относительно большого рукава (провисание не должно превышать 5 мм). Проверка вертикальности осей поворота большого и малого рукавов. Проверка состояния элементов сочленения малого рукава пескомета с большим и большого с центральной поворотной осью. Проверка углов поворота большого и малого рукавов. Проверка смазочной системы: количества и состояния масла в редукторах; подачи масла во все смазочные точки согласно паспорту машины; наличие смазки в подшипниковых узлах. Проверка состояния открытых зубчатых передач. Проверка действия автоматических и предохранительных устройств. Проверка и регулирование муфт и тормозных устройств. Проверка состояния фундамента и фундаментных болтов. Проверка состояния конвейерных лент.
8.1.6. Дробеметные камеры и барабаны. Проверка правильности настройки сепаратора. Проверка работы затворов и путевого выключателя скипового подъемника. Проверка состояния шпинделя рабочего колеса, быстроизнашивающихся деталей. Проверка возможного засорения системы циркуляции дроби в местах затворов, патрубке, наличия крупных кусков металла на сепараторе барабанного сита. Осмотр и проверка состояния узлов и механизмов: дробеметного аппарата, пластинчатого и винтового конвейеров, сепаратора, элеваторов, скипового подъемника, двери, затворов дроби. Проверка состояния сварных швов. Проверка состояния защитной облицовки камеры торцовых дисков и двери. В случае предельного износа производится частичная замена или ремонт. Проверка мест соединений системы циркуляции дроби с целью устранения утечек дроби. Проверка работы пылеотсасывающей системы. Проверка и подтяжка разъемных соединений трубопроводов для устранения утечки воздуха. Проверка состояния и замена быстроизнашивающихся деталей дробеметного аппарата. Проверка состояния ленты или цепей ковшового элеватора. Проверка состояния питателей и барабанного сита сепаратора, смена сетки. Проверка работы механизмов вращения стола, тарелок передвижения тележки и скипового подъемника. Проверка и регулирование натяжения цепных и клиноременных передач. Проверка исправности смазочной системы, проверка количества масла в редукторах и качества подачи масла во все смазочные точки согласно карте смазывания. Регулирование подшипников, проверка уплотнений и замена изношенных сальников и манжет. Проверка состояния: оградительных устройств; органов управления. Проверка действия автоматических и предохранительных устройств. Выявление дефектов, требующих устранения при ближайшем плановом ремонте.
8.1.7. Машины литья под давлением. Очистка поверхности машины от металлических брызг и грязи. Проверка состояния гидросистемы (утечки недопустимы). Проверка состояния смазочной системы. Проверка усилия запирания. Проверка работы системы нагрева и охлаждения. Контроль затяжки крепежных деталей крышек, фланцев и всех соединений гидравлической системы. Особое внимание обратить на стыки, расположенные вблизи печей и пресс-формы. Подтяжка крепежных деталей, замена изношенных и сломанных деталей крепления шлангов, крестовины к штоку гидроцилиндра, неподвижной траверсы к станине машины, планок траверсы прессующего поршня, электродвигателя и насоса, штанг концевых выключателей. Проверка состояния соединений элементов гидравлики. Проверка наличия масла во всех точках трущихся соединений. Регулировка элементов гидросистемы: устранение утечек, при наличии вибрации трубопровода подтяжка крепления трубопроводов или крепление дополнительными стяжками; при наличии вспенивания масла или вибрации насоса проверка всасывающей линии гидронасоса. Проведение лабораторного анализа качества масел на соответствие паспортным физико-химическим показателям. Проверка и регулировка клапанов вентилей (с полной ревизией запорной арматуры системы подачи азота). Разборка и промывка фильтра. В случае наличия осадка в гидробаке промывка внутренней поверхности баков, аккумуляторов, трубопроводов, агрегата впрыскивания. Проверка работы системы нагрева и охлаждения масла (допускаемый нагрев не более 50 °C). Проверка соединения прокладок, манжет, колен и других уплотнительных соединений на герметичность. Проверка контрольно-измерительных приборов (манометров, реле давления и пр.), а также электрической аппаратуры (реле времени, автоматов и пр.). Проверка состояния системы охлаждения пресс-формы и прессующего плунжера. Наружный осмотр на отсутствие задиров, забоин, вмятин, износов на направляющих колонках, салазках, штоках, элементах механизма запирания. Проверка соосности стакана и плунжера. Смена быстроизнашивающихся деталей; плунжера, телескопов, стакана, литниковой втулки и других вышедших из строя деталей. Проверка и регулировка плавности хода (отсутствия рывков, ударов и заеданий). Проверка исправности ограничителей, упоров, предохранительных устройств, ограждений, предохранительного щита. Проверка состояния устройств управления работой машины: рукояток, тяг, рычагов, кнопок и т. д. Проверка сопротивления заземления машины. Проверка параллельности подвижной и неподвижной траверс.
8.1.8. Кокильные машины. Очистка поверхности машин от металлических брызг и грязи. Осмотр и проверка состояния механизмов, замена неисправных деталей. Проверка и подтяжка креплений машины; замена ослабленных, изношенных и неисправных крепежных деталей. Проверка состояния сети питания машины рабочей жидкостью, подтяжка соединений трубопроводов. Регулировка клапанов и вентилей. Проверка смазочной системы (проверка подачи масла во все смазочные точки согласно карте смазки). Проверка состояния поверхности роликов. Проверка состояния износа поверхности скалок, рельсов, штанг, толкателей, фланцевых соединений. Проверка состояния поверхностей стержней. Регулировка тяг, связанных с гидроцилиндрами перемещения стержней и подвижной плиты поддона. Проверка состояния пружин. Проверка поворота диска в механизме выталкивания. Проверка работы шарниров, роликов, рычага возврата выталкивателей. Замена пальцев и втулок шарнирного соединения. Проверка состояния уплотнений: сальников, прокладок, манжет, колец и других деталей. Смена быстроизнашивающихся деталей: втулок, вкладышей и др. Проверка состояния устройств системы управления работой машины: педалей, рукояток, тяг, рычагов, кнопок и др. Проверка состояния, ремонт и установка ограждения и других устройств обеспечения безопасности работы машины.
8.1.9. Центробежные машины. Проверка наличия подачи смазочного масла во все точки смазочной системы. Проверка утечек воздуха. Проверка нагрева: масла в масляных резервуарах (допускаемый нагрев не более 50 °C), насосов, подшипниковых узлов карусели. Проверка исправности предохранительных и тормозных устройств, обеспечивающих безопасность работы. Проверка наличия посторонних шумов и вибрации при работе механизмов, вызванных неисправностью элементов машины и электропривода. Проверка состояния направляющих, шпинделя и опорных, нажимных роликов. Регулировка клапанов и вентилей. Проверка подачи масла во все смазочные точки. Проверка системы водоохлаждения. Проверка на герметичность гидросистемы привода перемещения корпуса и общей системы. Проверка всех уплотнений, замена манжет, прокладок. Проверка состояния деталей цилиндров подрыва и выталкивания отливок. Проверка исправности ограничителей, упоров, предохранителей. Проверка состояния, ремонт и установка ограждения и других устройств обеспечения безопасности работы машины.
8.2. Текущий ремонт
При текущем ремонте выполняются операции ТО и нижеследующие работы по типам машин.
8.2.1. Смесители. Разборка узлов горизонтального или вертикального вала, промывка и замер износа, зачистка втулок и осей валов. Втулки заменяются при их износе. Проверка износа втулок рычагов и осей катков. Регулировка и при необходимости замена подшипников качения. Проверка износа обечайки и днища чаши. Замена кольцевых вставок днища чаши. Замена катка и резиновой облицовки (для центробежных смесителей). Проверка крепления обечайки. Замена отвалов, скребков и плужков. Замена регулировочных болтов и перенарезка резьб. Проверка состояния кронштейнов. Разборка и проверка состояния деталей механизма нагрузки. Разборка, зачистка поршней, осей, пальцев, а также смена сальников, уплотнений и всех крепежных деталей. Проверка состояния деталей шнековых дозаторов. Замена ремней клиноременной передачи и проверка допустимых отклонений размеров канавок шкивов. Проверка состояния и замена элементов муфт. Проверка: состояния крепежных тумб и рам к фундаменту; состояния фундамента (при необходимости – ремонт); всех соединений воздухопроводов; особое внимание обратить на целостность шлангов и их крепление, а также клапанов, с целью устранения утечек сжатого воздуха из пневмосистемы; параллельности промежуточного вала и быстроходных валов редуктора; на соосность выходного вала редуктора и вертикального вала; параллельности осей вращения шкивов и смещения осей канавок шкивов. Испытание машины на холостом ходу и под нагрузкой с проведением необходимых регулировочных работ.
8.2.2. Формовочные машины. Разборка и ремонт встряхивающего механизма. Промывка и очистка, замер и дефектация деталей. Замена колец, пружин, уплотнений и других деталей, подверженных износу. Зачистка задиров поршней и цилиндров с последующим шлифованием. При короблении встряхивающего стола производят строгание его поверхностей, при наличии трещин – заварку. Проверка состояния анкерных болтов крепления станины и выверка станины по уровню. Проверка и замена при износе деталей амортизаторов. Зачистка задиров и регулирование направляющих планок, штырей и втулок встряхивающего механизма. Разборка вытяжного механизма с дефектацией деталей. Зачистка задиров поршня и цилиндра.
8.2.3. Стержневые машины. Осмотр и промывка резервуаров и емкостей; очистка, промывка или замена фильтров. Выпуск отработанного и заливка нового масла (если текущий ремонт совпал с графиком смены масла). Проведение лабораторного анализа качества масла на соответствие паспортным физико-химическим показателям. Разборка механизма подъема и прижима стержневого ящика к насадке, механизма дутья с клапанами вдува и выхлопа, шиберного устройства, вибропитателя и других узлов и механизмов, подверженных наибольшему износу; дефектация деталей, замена изношенных деталей разобранных узлов и механизмов. Выявление дефектов, требующих устранения при последующем капитальном ремонте с записью в предварительной ведомости дефектов. Проверка на прямолинейность рабочей поверхности направляющих (отклонение не должно превышать 0,2 мм на длине 1000 мм). Проверка на параллельность рабочей поверхности поворотной рамы и опорной поверхности фланца крепления пескодувной насадки (1 мм на длине 1000 мм). Разборка и ремонт пневмогидравлических цилиндров с заменой изношенных деталей, уплотнений и других резинотехнических изделий.
8.2.4. Пескометы. Слив масла, промывка масляных резервуаров и гидросистемы. Осмотр и протирка всей машины. Разборка пескометной головки и замена изношенных деталей. Балансировка ротора пескометной головки. Проверка состояния колес, тормозов, приводных цепей, редуктора и других сборочных единиц тележки передвижения пескомета. Проверка состояния механизмов поворота большого и малого рукавов. Проверка рельсового пути: стыковых соединений, креплений и состояния пути. Выверка рельсов в горизонтальной плоскости по уровню. Проверка правильности соединения концов ленты и перетяжка ленты при необходимости. Проверка соединения большого и малого рукавов, подтяжка крепления тяг и рамы конвейеров. Проверка состояния гидрооборудования, подтяжка соединений и уплотнений. Проверка исправности ограничителей упоров переключателей. Выявление дефектов, требующих устранения при ближайшем плановом ремонте, с записью в предварительной ведомости дефектов. Испытание машины на холостом ходу и под нагрузкой.
8.2.5. Выбивные решетки. Проверка состояния и замена изношенных деталей вибровозбудителя. Добавление густого смазочного материала. Проверка состояния и подтяжка фундаментных болтов. Замена секций полотна решетки. Восстановление разрушенных мест боковин, колосниковых секций, опорных балок. Проверка работоспособности решетки.
8.2.6. Дробеметные камеры и барабаны. Проверка состояния узлов, подверженных наибольшему износу: внутренней облицовки камеры, торцовых дисков и двери, пластинчатого и винтового конвейеров, сепаратора с заменой изношенных деталей. Разборка дробеметного аппарата с заменой (при износе) рабочего колеса и быстроизнашивающихся деталей, проверка состояния подшипников, балансировка рабочего колеса дробеметного аппарата. Промывка деталей разобранных узлов. Подтяжка ленты пластинчатого конвейера, клиновых ремней дробеметного аппарата, ленты элеваторов и цепных передач. Замена изношенных (поврежденных) крепежных деталей. Проверка параллельности валов элеватора. Проверка состояния рельсового пути, стыковых соединений, креплений; выверка рельсов в горизонтальной плоскости по уровню.
8.2.7. Кокильные машины. Очистка и промывка поверхностей механизмов машины. Промывка, протирка деталей разобранных узлов. Замена быстроизнашивающихся деталей: втулок, вкладышей, осей. Замена всех уплотнений: манжет, колец, сальников, прокладок и грязесъемников. Измерение величины износа и проверка состояния направляющих, втулок, скалок, штанг, штоков, роликов. При наличии отклонений провести ремонтные работы или замену. Регулировка тяг, штанг, проверка осадки пружин. Разборка шарнирного механизма и проверка выработки втулок и пальцев (допустимый зазор между втулкой и пальцем – в соответствии с допусками по чертежу). Во всех гидро– и пневмоцилиндрах проверка наличия утечек. Проверка герметичности в местах соединений трубопроводов; устранение течи рабочей жидкости по всей длине сети питания машины, в местах уплотнений и соединений трубопроводов, ниппелей и сливных пробок. Ремонт, регулирование и замена ограничителей, упоров. Проверка работы органов управления, защитных, предохранительных устройств и блокировок. Проверка прямолинейности установочных поверхностей плит для крепления кокилей в различных направлениях. Проверка параллельности установочных плит для крепления кокилей. Проверка перпендикулярности плиты поддона и боковых установочных поверхностей плит для крепления кокилей. Ремонт или замена оградительных устройств, обеспечение их функции в соответствии с правилами техники безопасности. Проверка работы клапанов и вентилей. При наличии отклонений – заменить. Испытание машины на холостом ходу и под нагрузкой.
8.2.8. Центробежные машины. Подетальная разборка механизма выталкивания отливок и механизма вращения изложницы, подверженных наибольшему изнашиванию. Промывка, протирка и дефектация деталей механизма выталкивания отливок и вращения изложницы. Замена быстроизнашивающихся деталей: втулок, осей, колец. Замена всех уплотнений: манжет, колец, сальников и т. д. Проверка состояния и замена дефектных роликов. Проверка уплотнения подшипников, при необходимости – замена. Заполнение подшипниковых узлов пластичным смазочным материалом. Проверка системы охлаждения металлических форм. Замена сальников или арматуры. Проверка смазочной системы и состояния масла. Проверка состояния деталей гидро– и пневмоаппаратуры. Проверка герметичности в местах соединений трубопроводов; устранение течи жидкости по всей длине сети питания машины, в местах уплотнений и соединений трубопроводов, ниппелей и сливных пробок. Замена уплотнений, утративших герметичность. Проверка затяжки крепежных деталей крышек, фланцев, всех соединений гидро– и пневмосистемы. Настройка гидро– и пневмоаппаратуры машины. Испытание гидросистемы машины. Проверка состояния шпинделя. Замена подшипников шпинделя. Проверка состояния клиноременной передачи. Замена клиновых ремней. Разборка шарнирного механизма и проверка выработки втулок и пальцев. Ремонт, регулирование и замена ограничителей, упоров, предохранителей. Проверка работы электро-, пневмо-, гидрооборудования. Проверка норм точности машины по ТУ. Испытание машины на холостом ходу и под нагрузкой.
8.2.9. Машины литья под давлением. Центровка подвижной траверсы относительно колонн. Проверка зазора между втулками подвижной траверсы и колоннами (допуск не должен превышать размера, установленного в соответствии с чертежами). Проверка параллельности подвижной и неподвижной траверс. Проверка зазоров на гайках передвижения траверс. Проверка горизонтальности установки машины на фундаменте (необходимая точность установки в обоих направлениях 0,5 мм на 1000 мм). Подтяжка фундаментных болтов. Разборка шарнирного механизма и проверка износа втулок и пальцев (допустимый зазор между втулкой и пальцем в соответствии с чертежами. Не допускается использование втулок и пальцев, имеющих следы задиров глубиной более 0,3 мм). Замена уплотнений и грязесъемников механизма прессования. Проверка соосности прессующего штока относительно прессующего стакана. Проверка наличия утечек в гидроцилиндрах. При наличии утечек провести осмотр и заменить уплотнения. Проверка перпендикулярности прессующего гидроцилиндра относительно неподвижной траверсы. Проверка плоскостности плиты станины. Проверка параллельности подвижной и неподвижной траверс. По усмотрению механика проводятся работы по отдельным или всем пунктам осмотра. Сборка отремонтированных устройств и механизмов. Испытание машины на холостом ходу и под нагрузкой. Испытание гидросистемы при давлении выше рабочего на 25 %.
8.3. Капитальный ремонт
При капитальном ремонте выполняются все работы текущего ремонта; дополнительно производятся нижеследующие работы по наименованиям оборудования.
8.3.1. Смесители. Слив масла из емкостей. Полная подетальная разборка и дефектовка агрегатов, узлов и деталей. При необходимости восстановить или заменить: подшипники, валы, втулки, штоки, поршни, гильзы цилиндров, уплотнения, крепежные детали, кронштейны, анкерные болты, стойки и рамы, обечайку и днище чаши, ободы катков, пружины, рычажные механизмы. Поверхности бункеров, дверей, люков и резервуаров выправить, подвергнуть пескоструйной обработке в местах наличия коррозии, затем грунтовать и закрасить. Бункеры, резервуары, емкости и т. д. из коррозионно-стойкой стали при отсутствии значительного износа рихтовать. Восстановить фундамент. Восстановление или замена элементов: пневмооборудования, смазочного оборудования, электросистемы, таблиц, указателей, номеров, надписей. Испытание под нагрузкой и сдача в эксплуатацию.
8.3.2. Формовочные машины. Полная подетальная разборка всех узлов и механизмов машины. Промывка, протирка деталей узлов и механизмов. Ремонт встряхивающего, прессового, поворотного, вытяжного механизмов, механизмов поворота траверсы и скребка, захватаопок. Заменавыбракованныхосновныхдеталей: встряхивающих и поворотных столов, цилиндров и поршней, прессового цилиндра, рычагов и кронштейнов, колонок, штырей, цапф, валов, осей. Замена поршневых колец, манжет, воротников, втулок, гильз, штоков, скалок. Замена всего комплекта амортизаторов. Ремонт зажимных приспособлений, механизма фиксации. Замена выбракованных муфт, зубчатых колес, шестерен, реек. Замена элементов гидро– и пневмооборудования, смазочной системы, ремонт трубопровода и элементов его соединений. Ремонт или замена оградительных и защитных устройств в соответствии с требованиями техники безопасности. Сборка, монтаж и испытание отремонтированных узлов и механизмов на холостом ходу и под нагрузкой. Проверка состояния фундамента и его ремонт. Замена деревянного настила. При наличии трещин отбивка цемента и заливка высокопрочными марками цемента. Полная замена смазочного материала. Шпатлевка, окраска всех необработанных поверхностей.
8.3.3. Стержневые мельницы. Полная подетальная разборка всех узлов и механизмов машины. Промывка, протирка и осмотр всех деталей. Составление и уточнение дефектно-сметной ведомости. Полная замена всех изношенных крепежных деталей. Ремонт механизма подъема стержневого ящика, механизма прижима стержневого ящика к насадке (или механизма опускания насадки), механизма разборки стержневого ящика, механизма дутья с клапаном вдува и выхлопа, механизма перемещения траверсы и других механизмов, подверженных износу. Ремонт шиберного устройства, вибропитателя и других узлов. Замена основных выбракованных деталей: пескодувной гильзы, надувных плит с вентами, цилиндров и поршней, рычагов, кронштейнов, колонок, цапф, валов, осей и др. Ремонт и замена приспособлений зажима и фиксации, цепных и зубчатых передач конвейеров и их элементов. Ремонт пневмогидравлического оборудования и системы водоснабжения с заменой элементов пневмогидравлической аппаратуры; ремонт трубопроводов и устранение утечек по всей длине сети питания. Ремонт и замена элементов смазочной системы. Ремонт электрооборудования с заменой элементов электроаппаратуры и трубчатых электронагревателей, системы нагрева стержневых ящиков. Ремонт газовой системы нагрева стержневых ящиков с заменой элементов газовой аппаратуры; ремонт трубопроводов и устранение утечек. Ремонт пирометрического оборудования системы контроля и поддержания заданной температуры нагрева стержневых ящиков. Ремонт или замена оградительных и защитных устройств в соответствии с требованиями техники безопасности. Проверка установки машины и состояния фундамента. Проверка, подтяжка или замена фундаментных болтов; исправление фундамента путем подливки цементного раствора. Полная замена масла: выпуск отработанного и заливка нового масла. Проведение лабораторного анализа качества масла на соответствие паспортным физико-химическим показателям. Сборка машины из отремонтированных узлов и механизмов. Проверка правильности взаимодействия узлов и механизмов машины. Окраска наружных нерабочих поверхностей машины с подшпатлевкой; восстановление поврежденных таблиц, надписей, указателей и др. Испытание машины на холостом ходу и под нагрузкой. Проверка соответствия машины паспортным данным и нормам точности, указанным в руководстве по эксплуатации.
8.3.4. Пескометы. Полная подетальная разборка всех узлов и механизмов машины. Промывка, протирка и осмотр всех деталей. Составление дефектно-сметной ведомости. Полная замена всех изношенных крепежных деталей. Полная разборка метательной головки с заменой кожуха, замена головки. Балансировка ротора метательной головки в собранном виде. Разборка редукторов с заменой червячной пары, шестерен, подшипников, втулок, прокладок и других деталей. Разборка механизма передвижения с заменой скатов, осей, цепной передачи, подшипников и других деталей. Проверка сварных швов и заварка трещин. Сборка отремонтированных узлов и механизмов. Слив масла из резервуаров и промывка системы трубопроводов. Монтаж и настройка гидроаппаратуры согласно гидросхеме и паспортным данным. Проверка правильности работы основных органов пескомета раздельным или комбинированным пуском механизмов; обкатка машины на холостом ходу. Шпатлевка и окраска всех необработанных поверхностей по ТУ для отделки нового оборудования. Для стационарных пескометов проверка состояния и ремонт фундамента (подтяжка или замена фундаментных болтов, исправление фундамента путем подливки цементным раствором). Для передвижных пескометов – проверка состояния и замена отдельных участков рельсового пути, замена деталей стыковых соединений и рельсовых креплений, выверка рельсов в горизонтальной плоскости по уровню. Испытание машины под нагрузкой.
8.3.5. Выбивные решетки. Полная подетальная разборка всех узлов. Промывка, протирка и осмотр всех деталей. Составление дефектно-сметной ведомости. Замена изношенных деталей (валов, подшипников, болтов, муфт и т. д.). Ремонт или замена боковин, опорных балок, колосниковых секций. Полная замена смазочного материала. Проверка состояния фундамента и установка опорной рамы. Окраска решетки, восстановление табличек, надписей, указателей.
8.3.6. Центробежные машины. Подетальная разборка всех узлов и механизмов машины. Очистка от грязи, промывка, протирка и осмотр всех деталей. Составление дефектно-сметной ведомости. Замена или ремонт всех изношенных и имеющих дефекты деталей. Проверка состояния фундаментных болтов и фундамента (при необходимости замена фундаментных болтов и фундамента). Промывка гидросистемы. Замена масла. Проведение капитального ремонта электросистемы. Сборка и проверка правильности взаимодействия всех механизмов электро-, гидро-, пневмооборудования в работе на холостом ходу. Испытание под нагрузкой.
8.3.7. Дробеметные камеры и барабаны. Полная подетальная разборка всех узлов и механизмов. Промывка, протирка и осмотр всех деталей. Замена дробеметного аппарата. Балансировка ротора дробеметного аппарата в собранном виде. Полная замена всех изношенных крепежных деталей. Полная замена деталей дробеструйного аппарата: шлангов, пружин, клапанов, прокладок и других деталей. Полная разборка элеватора: замена подшипников, ковшей, валов, втулок и других деталей, а также замена изношенных частей оградительного кожуха. Полная разборка шнека с заменой секций и подшипников. Полная разборка механизмов поворота стола и вращения тарелок. Разборка элеватора с заменой изношенных ковшей и заклепок (болтов), замена или ремонт ленты элеватора. Разборка винтового конвейера с заменой секций. Полная разборка механизма передвижения тележки; замена изношенных опорных колес, тросов, барабана, натяжных роликов, других деталей. Полная разборка подвижного пода, полная замена изношенных пластин конвейера, боковых дисков, звездочек, цепей и других деталей. Разборка скипового подъемника, замена блоков тросов, опорных роликов, направляющих швеллеров, заварка и исправление рамы. Полная разборка редукторов с заменой червяков, шестерен, подшипников, втулок, прокладок и других деталей. Замена изношенных ремней и шкивов всех клиноременных передач. Ремонт запорных и шарнирных устройств, крышек, листовой брони, выправка дверей. Окраска всех необработанных поверхностей согласно ТУ для отделки нового оборудования. Испытание машины на холостом ходу и под нагрузкой.
8.3.8. Машины литья под давлением. Полная подетальная разборка всех узлов и механизмов машины. Промывка, протирка, осмотр и замеры износа всех деталей машины. Составление полной дефектно-сметной ведомости. Полная замена всех изношенных крепежных деталей. Замена изношенных деталей и узлов клапанных и распределительных коробок: насоса, золотников, клапанов, седел, манжет, прокладок, пружин, толкателей, пробок. Замена втулок, поршней и втулок подвижной плиты формодержателя. Замена деталей клинового и коленчато-рычажного механизма запирания пресс-формы: клиньев, вкладышей, пальцев втулок и других деталей. Заварка трещин станины. Шлифование внутренних и наружных рабочих поверхностей цилиндров, имеющих выработку, риски и царапины, с последующим хромированием. Разборка трубопроводов с промывкой и продувкой, замена отдельных участков трубопроводов, уплотнений, ниппелей и других деталей. Проверка параллельности и плоскостности основания станины. При наличии отклонений следует провести восстановительные работы согласно чертежу. Проверка правильности установки станины на фундаменте (необходимая точность установки в обоих направлениях 0,1 мм на 1000 мм). Проверка состояния фундамента. Проверка, подтяжка и замена фундаментных болтов. Исправление фундамента согласно ТУ на изготовление фундамента. Монтаж отремонтированных механизмов на станине. Монтаж и настройка гидроаппаратуры согласно гидросхеме и ТУ. Проверка правильности взаимодействия узлов и механизмов машины. Проверка перпендикулярности прессующего гидроцилиндра относительно неподвижной траверсы. Проверка соосности прессующего штока относительно прессующего стакана. Проверка параллельности подвижной и неподвижной траверс. Обкатка на холостом ходу: раскрытие, закрытие пресс-формы и холодное прессование. Полная окраска всех наружных нерабочих поверхностей машины. Восстановление таблиц и надписей. Испытание машины под нагрузкой. Проверка соответствия машины паспортным данным. Приемка в соответствии с ТУ и ГОСТ.
Примечание. В содержание типовых работ, выполняемых при ремонтах механической части машины для литья под давлением, не включены операции по ремонту оснастки (пресс-форм) и насосной установки.
8.3.9. Кокильные машины. Полная подетальная разборка всех узлов и механизмов машины. Очистка от грязи, промывка, протирка и осмотр всех деталей. Составление дефектно-сметной ведомости. Дефектация и замена изношенных крепежных деталей. Восстановление базовых деталей: подкокильных плит, станины, стоек, корпуса поддона, плиты поддона. Заварка трещин станины машины. Проверка на плоскостность рабочих поверхностей подкокильных плит; при отклонении – фрезеровка (для машин, предназначенных дли отливок из черных металлов). Замена штоков, поршней, колен, цилиндров, не подлежащих восстановительному ремонту. Замена деталей гидрораспределительной аппаратуры; манжет, прокладок, пружин, толкателей, пробок и распределительных коробок электроаппаратуры. Замена втулок, вкладышей, грязесъемников, штанг, осей, серег, роликов. Ремонт и замена всех оградительных устройств и защитных приспособлений. Сборка машин из отремонтированных узлов и механизмов. Проверка прямолинейности установочных поверхностей плит для крепления кокилей. Шпатлевка, грунтовка и окраска всех наружных нерабочих поверхностей машины, восстановление таблиц и надписей. Проверка состояния фундаментов, исправление фундамента путем подливки цементного раствора, проверка и замена фундаментных болтов. Проверка правильности взаимодействия всех рабочих механизмов машины. Проверка электро-, гидро-, пневмооборудования в пооперационном, полуавтоматическом и автоматическом режимах.
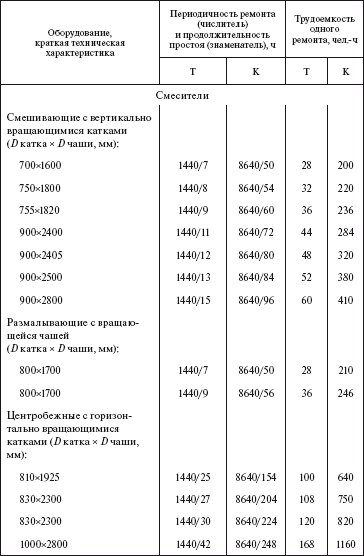
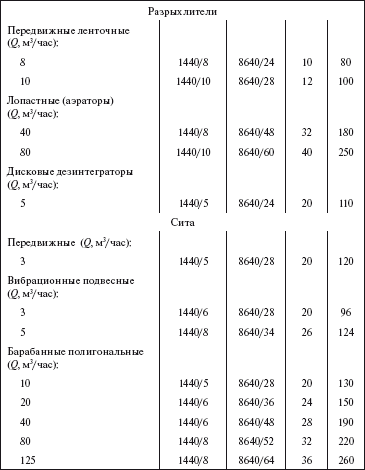
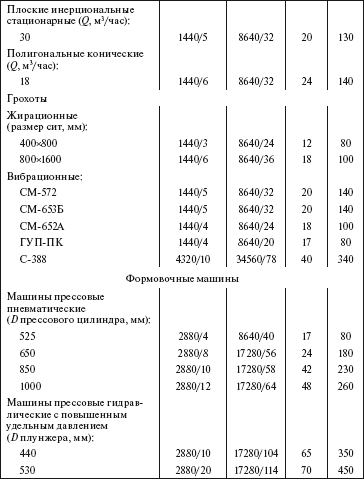
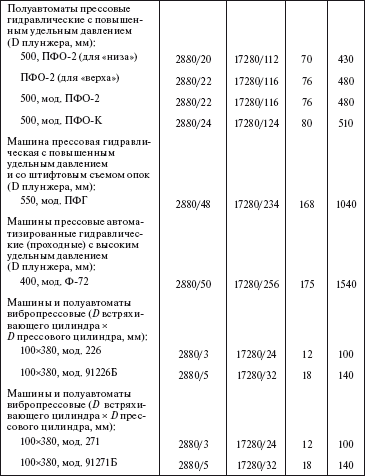
8.4. Нормативы периодичности, продолжительности и трудоемкости ремонта
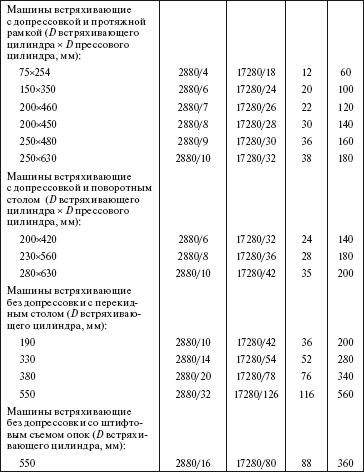
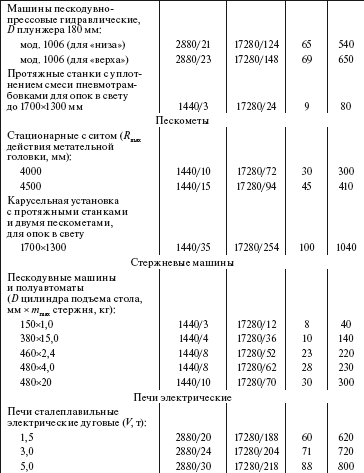
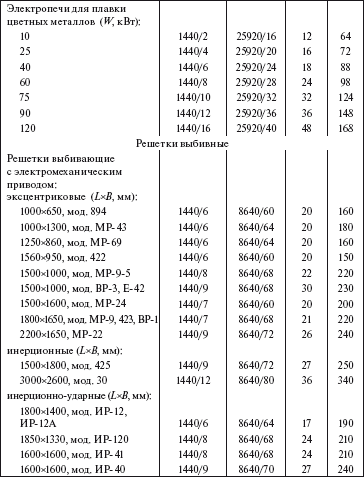
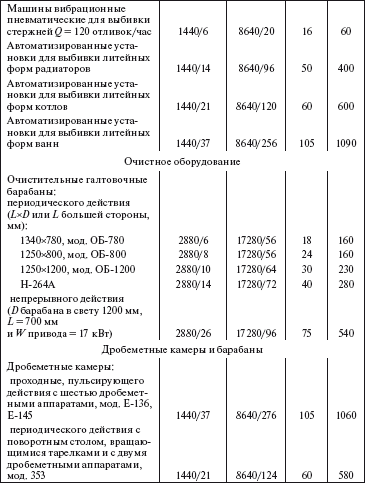
Нормативы периодичности, продолжительности и трудоемкости ремонтов литейного электропечного оборудования приведены в табл. 8.1.
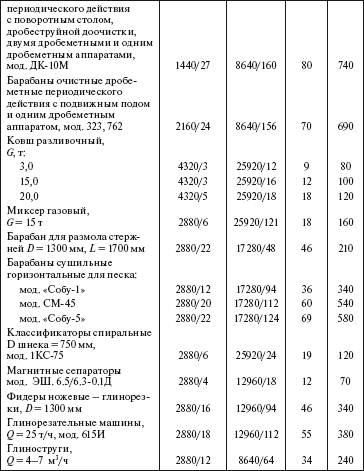
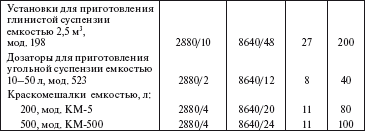
9. ДРОБИЛЬНО-РАЗМОЛЬНОЕ И СОРТИРОВОЧНОЕ ОБОРУДОВАНИЕ
Источник