Шпоночные соединения, дефекты, ремонт




![]()
![]()
Шпонка — деталь, устанавливаемая в разъем двух соединяемых деталей и препятствующая их взаимному перемещению. Применяется чаще всего для передачи вращающего момента. По характеру работы различают ненапряженные (призматические и сегментные) и напряженные (клиновые и тангенциальные) шпонки, а также неподвижные и подвижные шпоночные соединения.
Призматические шпонки бывают нескольких видов и конструкций, но в общем и целом, их можно разделить на следующие типы:
обыкновенные, предназначенные для неподвижных соединений ступиц с валами.
направляющие, с креплением на валу, применяемые при необходимости перемещения ступицы вдоль вала.
скользящие (ГОСТ 12208-66), перемещающиеся вдоль вала вместе со ступицей, с которой соединены посредством цилиндрического выступа.
Для обеспечения посадок призматических шпонок предусмотрены поля допусков: на ширину паза вала — Н9, N9 и Р9; на ширину паза втулок — D10, Js9 и Р9; на высоту шпонки 2-6 мм — h9 и свыше 6 мм – h11; на длину шпонки h14 и на длину паза — H15.
Сегментные шпонки по ГОСТ 24071-80 применяют при необходимости частого демонтажа узла. Клиновые шпонки по ГОСТ 24068-80 представляют собой самотормозящийся клин с уклоном 1 : 100; они крепят ступицу также и в осевом направлении, из-за возникающих при эксплуатации перекосов эти шпонки применяют только для тихоходных, неответственных деталей. Тангенциальные шпонки по применяют при значительных динамических нагрузках. Возможные дефекты шпоночных соединений и способы ремонта последних приведены в таблице:
Технические требования к шпоночным соединениям предусматривают:
правильность формы и размеров шпонки и пазов вала и ступицы по всей длине;
отсутствие заусенцев и забоин на рабочих поверхностях шпонки и пазов;
параллельность оси шпонки и осей вала или отверстия ступицы;
симметричность боковых поверхностей пазов вала и ступицы относительно диаметральной плоскости;
тщательную пригонку рабочих поверхностей шпонки и пазов; наличие зазоров по высоте для призматических и сегментных шпонок и по ширине для клиновых шпонок.
Порядок сборки соединений с обыкновенной призматической шпонкой представляет собой подготовку нужной шпонки (из чистотянутого прутка). Далее следует пригонка шпонки по пазу вала (припиливание или шабрение по краске). Затем делается запрессовка шпонки в вал прессом, струбцинами или ударами медного молотка. В конце на особо ответственных деталях проводится проверка щупом на предмет отсутствия зазора между боковыми сторонами шпонки и паза; Также возможна пригонка ступицы к боковым сторонам шпонки с минимальным зазором для неподвижных соединений и с гарантированным зазором для подвижных.
При сборке соединений с клиновой шпонкой готовят нужную шпонку; смазывают шпонку и пазы вала и ступицы машинным маслом; ступицу надевают на вал, пазы их совмещают; шпонку вводят в паз и ударом по широкой торцовой части или головке заклинивают, при этом головка шпонки не должна доходить до ступицы, что гарантирует наличие натяга в соединении; при наличии зазора (проверяется щупом с обеих сторон ступицы), который образуется при несовпадении уклонов шпонки и ступицы, соединение разбирают и соприкасающиеся поверхности пригоняют.
Дефекты шпоночных соединений и способы ремонта
Источник
Шпоночные соединения виды ревизия ремонт
Ремонт шпоночных и шлицевых соединений
Шпоночное соединение. Шпоночное соединение служит для передачи вращения валу от насаженной на него детали (шкива, зубчатого колеса, втулки). Соединительной деталью является шпонка. Шпоночные соединения делят на две группы: ненапряженные (призматические и сегментные) и напряженные (клиновые и тангенциальные).
Призматические шпоночные соединения бывают обыкновенные — для передачи вращающего момента, а также направляющие и скользящие, служащие, кроме того, для направления при осевом перемещении. Направляющие шпонки крепятся на валу (ГОСТ 8790—79) для устранения повышенного трения и износа, связанного с перекосом шпонок (рис. 42, а). Скользящие шпонки (ГОСТ 12208—66) перемещаются вместе со ступицами вдоль вала и имеют цилиндрические выступы, которые входят в соответствующие отверстия в ступицах (рис. 42, б). Сегментные шпонки (ГОСТ 24071 — 80) применяются при необходимости частого демонтажа сборочной единицы (рис. 42, в). Клиновые шпонки (ГОСТ 24068—80) способны передавать не только крутящий момент, но и осевое усилие (рис. 42, г). Однако из-за возникающих при эксплуатации перекосов они применяются для тихоходных, неответственных деталей. Тангенциальные шпонки (ГОСТ 24069 — 80) используются при больших динамических нагрузках.
Материал шпонок — углеродистая или легированная сталь с модулем упругости а не ниже 500 МПа.
Дефекты шпоночных соединений и способы их ремонта приведены в табл. 17.
Таблица 17
Основные дефекты шпоночных соединений и способы их ремонта
Способы ремонта
Смятие или срез шпонки
Замена шпонки. Новая шпонка должна иметь припуск 0,1 . 0,2 мм для последующей пригонки по пазу вала
Износ, смятие шпоночного паза вала
1. Обработка паза под шпонку до следующего стандартного размера.
При этом устанавливается либо ступенчатая
Способы ремонта
шпонка, либо обычная шпонка с расширением паза ступицы.
1. Изготовление нового шпоночного паза под углом 90. 120° к старому; изношенный паз заваривается.
2. Наплавка изношенного паза с последующей обработкой (для неответственных соединений)
Износ шпоночного паза в ступице
Обработка шпоночного паза под следующий стандартный размер на долбежном станке или вручную. В последнем случае сначала опиливается дно паза, а затем боковые стороны с обеспечением симметричности относительно диаметральной плоскости

Рис. 42. Виды шпоночных соединений с помощью направляющих (а), скользящих (б), сегментных (в) и клиновых (г) шпонок
Способы восстановления шпоночных пазов различны (рис. 43). При большем износе шпоночный паз ремонтируют наваркой грани (рис. 43, а) с последующим фрезерованием. При этом выдерживают размер паза, установленный стандартом. Возможен и такой вид ремонта: паз расширяют и углубляют, полностью устраняя следы износа, а затем к нему изготовляют ступенчатую шпонку (рис. 43, б). Однако этот способ не обеспечивает высокого качества соединения, и поэтому его применяют в исключительных случаях (осмотры и текущий ремонт). Когда на чертеже нет указаний о фиксированном положении шпоночного паза, допускают изготовление его заново на другом месте без заделки старого паза (не более одного на сечение). Новый паз фрезеруют параллельно бывшему пазу в диаметральной плоскости, расположенной относительно последнего под углом 90, 135 или 180°.
При ремонте шпоночных соединений изношенные шпонки не ремонтируют, а изготовляют новые, подгонкой добиваясь их плотного сопряжения с боковыми поверхностями пазов соединяемых деталей. Исключение составляют клиновые шпонки: их загоняют в паз ударом молотка так, чтобы они заклинились по высоте. Клиновую шпонку следует, кроме того, забивать таким
образом, чтобы при ослаблении ее можно было осаживать. Между головкой шпонки и торцом детали должно оставаться расстояние, равное высоте шпонки.
Призматические шпонки при ремонте можно вынимать из пазов без повреждения, выполняя в средней части шпонки резьбовое отверстие и ввертывая в него винт. Когда он своим концом упрется в вал, его продолжают вращать, и шпонка при этом выходит из паза (рис. 44, а). При подгонке и сборке призматических шпонок в процессе ремонта рекомендуется выполнить специальный скос (рис. 44, б), а с обратной стороны сделать соответствующую пометку. Это позволит вынуть шпонку из паза с помощью молотка с выколоткой: выколотку упирают в помеченный конец шпонки со стороны скоса (показано стрелкой) и слегка ударяют по ней молотком. С этой стороны конец шпонки прижимают к основанию паза, а с противоположной приподнимают.

Рис. 43. Ремонт шпоночных пазов наваркой грани (а) и установкой ступенчатой шпонки (б)
Источник
Шпоночные соединения — что это?

Главное назначение шпоночных соединений состоит в том, чтобы осуществлять надежную фиксацию вращающихся деталей на оси и способствовать передаче момента силы от вала к ступице или же в обратном направлении. Элементы для таких соединений изготавливаются из шпоночного материала, имеют продолговатый вид и называются шпонками.
Шпонка выполняется из калиброванной стали Ст45 в форме стального бруска. Существует несколько основных видов шпонок, применяемых во множестве областей промышленности. При этом, производство каждого из них имеет собственный госстандарт, в соответствии с которым устанавливаются ее видовые особенности и физические свойства.
Монтируются шпонки в специально отведенные для них пазы, которые получаются за счет фрезерования. Основное преимущество таких конструкций заключается в относительной простоте сборочно-разборочных работ. При этом, несмотря на то, что шпонки берут на себя переносимость всех ударных нагрузок, в конечном счете, именно они ослабляют вал.
Происходит это по нескольким причинам. Во-первых, шпонки уменьшают сечение вала. Во-вторых, из-за них происходит искажение центрирования колеса, что влечет применение еще одной шпонки на противоположенном конце. Кроме того, сам процесс изготовления таких метизов очень непрост, а для того чтобы добиться взаимозаменяемости шпонок во время ремонта, придется подгонять их вручную.
Производим ремонт шпоночного соединения

Выполнить ремонт шпоночных соединений или создать их самостоятельно не так уж и сложно, как сперва может показаться. Главное — уметь работать с инструментом и знать несколько особенностей.
Например, в случае больших нагрузок на механизм, должны быть установлены несколько шпонок, две или три, при этом их размещают друг от друга под углом в 180° или же 120° соответственно. Если замене подлежит вал со шпонкой, то паз следует нарезать заново. Для этого не обязательно иметь фрезерное оборудование. Достаточно проделать несколько выемок, в которые будут запрессованы штифты, но их размеры придется подгонять в ручную.
Сам процесс ремонта выполняется в несколько этапов. Для начала следует выбрать шпонку и подогнать ее по параметрам. Теперь ее и непосредственное место установки необходимо смазать машинным маслом. После этого, при помощи молотка происходит прессование. Затем, используя щуп, происходит проверка отсутствия зазоров в соединении. Если таковые имеются, то нужно разобрать конструкцию и произвести более тщательный подгон.
Источник
Pereosnastka.ru
Обработка дерева и металла
Ниже рассмотрены способы восстановления шпоночных пазов. При большем износе шпоночный паз ремонтируют наваркой грани с последующим фрезерованием. При этом выдерживают размер паза, установленный стандартом. Возможен и такой ремонт: паз расширяют и углубляют, полностью устраняя следы износа, затем к нему изготовляют ступенчатую шпонку. Однако при таком ремонте не обеспечивается высококачественное соединение и поэтому его применяют в исключительных случаях (при осмотрах и текущих ремонтах). Поэтому когда на чертеже нет указаний о фиксированном положении шпоночного паза, допускают изготовление нового шпоночного паза на другом месте без заделки старого (не более одного на сечение). Его фрезеруют параллельно старому пазу в диаметральной плоскости, расположенной относительно этого паза под углом 90, 135 и 180°.
При ремонте шпоночных соединений изношенные шпонки не ремонтируют, а изготовляют новые, подгонкой добиваются плотного сопряжения шпонок с боковыми поверхностями пазов соединяемых деталей. Исключение составляют клиновые шпонки, их загоняют в паз уда-Ром молотка так, чтобы они заклинились по высоте. Клиновую шпонку следует забивать так, чтобы при ее ослаблении можно было ее осаживать. Между головкой шпонки и торцом детали должно оставаться Расстояние, равное высоте шпонки.
Призматические шпонки можно вынимать при ремонте из пазов без повреждения; для этого специально выполняют в средней части шпонки резьбовое отверстие и в него ввинчивают винт Когда винт своим концом упрется в вал, его продолжают вращать, и тогда шпонка выходит из паза.
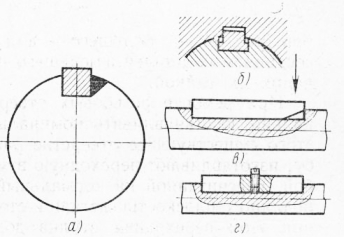
Рис. 1. Ремонт шпоночных соединений:
а — наваркой, б — установкой ступенчатой шпонки; в — призматическая шпонка со скосом, г — призматическая шпонка с резьбовым отверстием
При подгонке и сборке призматических шпонок в процессе ремонта рекомендуется выполнить специальный скос, а с обратной стороны сделать соответствующую пометку. Это позволит вынуть шпонку из паза и при помощи молотка с выколоткой, используя имеющийся у нее скос. Выколотку упирают в помеченный конец шпонки со стороны скоса (показано стрелкой) и слегка ударяют по ней молотком. С этой стороны конец шпонки прижимается к основанию паза, а с противоположной приподнимается.
Шлицы небольших валиков обычно не ремонтируют, детали с изношенными шлицами большей частью заменяют новыми. Однако у деталей, трудоемких в изготовлении, шлицы часто подвергают ремонту. Его производят путем наварки металла с последующей механической обработкой в точном соответствии с размерами и расположением шлицев на соединяемой детали.
Шлицы вала можно ремонтировать путем раздачи зубьев, когда шлицевое соединение центрируется по внутреннему диаметру.
Если шлицы закалены, необходимо сначала вал отжечь, после чего раздать каждый шлиц в продольном направлении, доведя ширину шлица до номинального размера с припуском 0,1—0,2 мм для последующей механической обработки.
Раздачу выполняют вручную или на прессах специальными инструментами — зубилами и чеканами. Для этого вдоль шлицев наносят по одной продольной риске, затем зубилом вдоль рисок надрубают канавки, которые раздают чеканом.
Раздачу шлицев можно производить, используя токарные или строгальные станки. Для этого оправку с вращающимся конусным роликом закрепляют в резцедержателе станка, а вал устанавливают в центрах токарного станка или закрепляют на столе строгального станка. Суппортом станка подводят ролик, вдавливают в тело зуба и осуществляют несколько проходов по одной канавке.
После раздачи канавки на шлицах заваривают электросваркой, вал дополнительно отжигают, рихтуют, а шлицы обрабатывают под номинальный размер и подвергают термообработке.
Шлицы в отверстиях (посадка по наружному диаметру) и с небольшим износом можно также ремонтировать раздачей. Для этого применяют специальную прошивку, которую продавливают через шлицевое отверстие с помощью гидравлического пресса. После раздачи зубьев шлицевое отверстие калибруют шлицевой протяжкой, при этом снимают излишне выдавленный металл и придают детали требуемый размер.
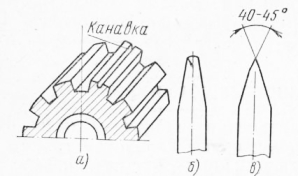
Рис. 2. Ремонт шлицев раздачей:
а — канавка, полученная раздачей, б — чекан для раздачи шлицев, в — зубило
Источник