УЧАСТОК ТО И РЕМОНТА ЭЛЕКТРООБОРУДОВАНИЯ




![]()
![]()
Технология. Приборы, неисправность которых не может быть устранена при ТО, направляются в электротехническое отделение (участок). В зависимости от объема и характера выполняемых работ ремонт электрооборудования подразделяется на текущий и капитальный.
При текущем ремонте электрооборудования выполняют: разборку приборов или агрегатов на отдельные узлы, контроль и дефектовку узлов и деталей, замену мелких негодных деталей (втулок, подшипников, щеток, контактов), зачистку и проточку коллектора (колец) и фрезерование изоляции между пластинами коллектора, восстановление повреждений изоляции соединительных проводов и выводов катушек, напайку наконечников проводов, сборку прибора или агрегата.
При капитальном ремонте предусматривается выполнение работ, связанных с полной разборкой приборов или агрегатов электрооборудования с заменой негодных основных узлов и деталей, включая их перемотку.,
В условиях большой и даже средней мощности СТОА целесообразно производить текущий ремонт, а при наличии запасных частей, производственных помещений и оборудования также и капитальный. Для сокращения времени простоя автомобиля в ремонте СТОА должна располагать оборотным фондом новых и отремонтированных приборов и агрегатов, количество и номенклатура которых определяются производственной программой станции.
Капитальный ремонт, связанный с восстановлением базовых деталей (якорь генератора и стартера, катушки реле-регулятора, обмотки возбуждения и др.), а также ремонт отдельных основных узлов, целесообразно производить в специализированных мастерских.
Электрооборудование, поступающее для углубленной проверки, регулировки и ремонта, предварительно очищают от грязи, затем направляют на контрольный пост, где его проверяют на контрольно-испытательных стендах и приборах. После проверки подлежащие ремонту агрегаты и приборы электрооборудования поступают на разборочный пост, где в зависимости от характера неисправности их частично или полностью разбирают.
Разобранные узлы и отдельные детали, не имеющие обмоток, направляют на пост мойки, где их тщательно промывают в керосине с помощью волосяной щетки или кисти, а затем обдувают сжатым воздухом (меднографитовые вкладыши керосином не промывают).
Узлы, имеющие обмотки, протирают ветошью, смоченной в бензине, и протирают насухо или обдувают сжатым воздухом.
Чистые и сухие детали и узлы направляют на пост ремонта и сборки. В процессе ремонта электрооборудования негодные узлы и детали заменяются новыми, а изношенные восстанавливаются. Отремонтированные приборы и агрегаты электрооборудования направляются на контрольный пост для проведения контрольных испытаний в соответствии с техническими условиями.
Расположение постов, а также расстановка необходимого технологического оборудования (приложение 8) в электротехническом отделении должны обеспечивать соблюдение технологической последовательности выполнения работ с наименьшей затратой сил и времени на перемещение агрегатов электрооборудования с одного поста на другой. План расстановки технологического оборудования в электротехническом отделении ‘приведен на рис. 34.
С целью повышения производительности труда и качества работ на участке постов ТР и в электромеханическом отделении на основные виды воздействий должны быть технологические и постовые карты.
Последовательность выполнения работ показана на рис. 35.
Техника безопасности. При ТО и ремонте электрооборудования необходимо соблюдать следующее:
— контрольно-регулировочные работы, выполняемые при работающем двигателе (проверка работы генератора, регулировка реле-регулятора и др.), рекомендуется проводить на посту, оборудованном местным отсосом;
— во избежание захвата одежды или рук обслуживающего персонала вращающимися частями (шкив генератора, лопасти вентилятора и др.) перед началом работы необходимо застегнуть рукава и привести в порядок другие части одежды и головного убора;

— работать надо только чистыми и исправными инструментами;
— наждачный круг должен быть защищен стальным кожухом так, чтобы открытой оставалась только рабочая часть круга. Работать со снятым кожухом запрещается;

Рис. 34. План расстановки оборудования в электротехническом отделении:
1 — шкаф для одежды; 2 — ящик для отходов; 3 — умывальник; 4— шкаф для хранения приборов и запасных частей; 5—сверлильный настольный станок; 6 — станок для проточки кол* лекторов; 7 — выпрямитель; 8 — стенд для проверки системы зажигания; 9 — стенд для проверки генераторов, реле-регуляторов и стартеров; 10 — электрораспределительный щит; // — электромонтажный верстак; 12— пресс-отвертка; 13 — верстачный пресс; 14 — ванна для пропитки якорей и катушек; 15 — сушильный шкаф; 16 — приспособление для проверки свечей зажигания на герметичность; 17 — прибор для очистки и проверки свечей зажигания; 18 — слесарный верстак; 19 — ванна для мойки агрегатов и деталей; 20— стол-верстак для агрегатов, поступивших в отделение; 21 — стеллаж для хранения агрегатов; 22 — канцелярский стол; 23 — стол для деталей; 24 — заточный станок; 25 — стул
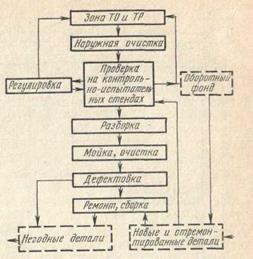 |
Рис. 35. Схема последовательности выполнения работ в электротехническом отделении корпуса электродвигателей и оборудование электротехнического отделения должны надежно заземляться или иметь зануление, согласно действующим «Правилам устройства электротехнических установок».
При работе электроинструментом, питающимся от электрической сети напряжением выше 36 В, необходимо соблюдать следующие правила: к работе электроинструментом допускаются лица, прошедшие специальную подготовку; перед началом работы инструмент необходимо осмотреть, а также надеть защитные приспособления (диэлектрические резиновые перчатки, резиновую обувь); если во время работы электроинструментом рабочий почувствует хотя бы слабое действие тока, электроинструмент необходимо немедленно отключить от сети и сдать в ремонт.
Источник
Курсовая работа: Организация ремонта электрооборудования
| Название: Организация ремонта электрооборудования Раздел: Рефераты по физике Тип: курсовая работа Добавлен 09:10:50 17 апреля 2010 Похожие работы Просмотров: 1670 Комментариев: 14 Оценило: 2 человек Средний балл: 5 Оценка: неизвестно Скачать | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Наименование оборудования | Кол-во, шт. | Стоимость единицы ЭО, руб. | Стоимость всего ЭО, руб. | Затраты на монтаж | Балансовая стоимость | Амортизация | |||
| % | руб. | % | руб. | ||||||
| Электрическая плита | 3 | 2 | 3000 | 6000 | 40 | 2400 | 8400 | 12 | 1008 |
| Тестомесильная машина | 11 | 3 | 11000 | 33000 | 40 | 13200 | 46200 | 12 | 5544 |
| Вентилятор | 0.75 | 2 | 750 | 1500 | 40 | 600 | 2100 | 12 | 252 |
| Электрическая печь | 18.5 | 2 | 18500 | 37000 | 40 | 14800 | 51800 | 12 | 6216 |
| Насос подачи теста | 5.5 | 2 | 5500 | 11000 | 40 | 4400 | 15400 | 12 | 1848 |
| Вентилятор в печи | 11 | 4 | 11000 | 44000 | 40 | 17600 | 61600 | 12 | 7392 |
| Дозатор | 0.75 | 2 | 750 | 1500 | 40 | 600 | 2100 | 12 | 252 |
| Автомукомер | 5.5 | 2 | 5500 | 11000 | 40 | 4400 | 15400 | 12 | 1848 |
| Транспортёр 1 | 4 | 1 | 4000 | 4000 | 40 | 1600 | 5600 | 12 | 672 |
| Транспортёр 2 | 7.5 | 2 | 7500 | 15000 | 40 | 6000 | 21000 | 12 | 2520 |
| Итого: | 229600 | 27552 | |||||||
| 10% | 10% | ||||||||
| Неучтённое оборудование | 22960 | 2755,2 | |||||||
| Итого: | 252560 | 30307,2 | |||||||
3.2. Определение структуры ремонтного цикла.
Ремонтный цикл — это период времени с начала эксплуатации ЭО до первого капитального ремонта или между двумя капитальными ремонтами.
Межремонтный период-это период времени между двумя очередными ремонтами.
Структура ремонтного цикла – это перечень и последовательность выполнения ремонтов в течение одного ремонтного цикла.
Периодичность ремонтов электрооборудования.
| Наименование ЭО | Число оборотов, n, мин -1 | Продолжительность периода между ремонтами | Количество ремонтов в цикле | ||
| Т | К | Т | К | ||
| Электрическая плита | — | 8640 | 43200 | 4 | 1 |
| Тестомесильная машина | 1500 | 8640 | 43200 | 4 | 1 |
| Вентилятор | 1500 | 8640 | 43200 | 4 | 1 |
| Электрическая печь | — | 8640 | 43200 | 4 | 1 |
| Насос подачи теста | 1500 | 8640 | 43200 | 4 | 1 |
| Вентилятор в печи | 1500 | 8640 | 43200 | 4 | 1 |
| Дозатор | 1000 | 8640 | 43200 | 4 | 1 |
| Автомукомер | 1000 | 8640 | 43200 | 4 | 1 |
| Транспортёр 1 | 750 | 8640 | 43200 | 4 | 1 |
| Транспортёр 2 | 750 | 8640 | 43200 | 4 | 1 |
Структура ремонтного цикла для всего ЭО К-Т-Т-Т-Т.
3.3. Определение категории сложности ремонта.
Под категорией сложности ремонта различных видов ЭО следует понимать степень сложности ремонта.
Категорию сложности ремонта (R) принято выражать в условных ремонтных единицах, принято также считать, что эталонном агрегатом имеющим первую категорию сложности ремонта является асинхронный ЭД с короткозамкнутым ротором, взрывозащищённого исполнения, с паспортной мощностью до 0,6 кВт.
Категория сложности ремонта любого другого ЭО определяется путём сопоставления его с эталоном агрегатом.
Категория сложности ремонта.
3.4. Расчёт трудоёмкости ремонтных работ.
Трудоёмкость ремонтных работ по видам ремонта для каждой единицы ЭО определяется по формулам:
ТК = К ·R (н·ч) (3.1)
К ·R (н·ч) (3.1)
ТТ = Т ·R (3.2)
Т ·R (3.2)
где К , Т — норма времени на одну ремонтную единицу по видам ремонта (приведены в отраслевых положениях ОППР)
R — категория сложности ремонта
Годовую трудоёмкость ремонтных работ по видам ремонта для всего ЭО определяем по формулам:
Годовую плановую трудоёмкость по всем видам ремонта определяем по формуле:
Трудоёмкость ремонтных работ.
3.5. Расчёт продолжительности простоя ЭО в ремонте.
Продолжительность простоя ЭО в ремонте является одним из важнейших показателей уровня организации ремонта на промышленном предприятии. Простой в ремонте учитывают с момента остановки ЭО на ремонт до момента приёмки его в эксплуатацию.
Время простоя электрооборудования в ремонте.
На основании данных пунктов 3.3; 3.4; 3.5 составляем график планово предупредительного ремонта ЭО кондитерского цеха ОАО “ЕХЗ”.
| Наименование ЭО | R | Дата и вид последнего ремонта | Вид ремонта | Трудоёмкость ремонта, н·час | ||||||
| Простой в ремонте | ||||||||||
| Янв. | Фев. | Март | Апр. | Май | Июнь | Июль | ||||
| Электрическая плита | 1,5 | Т.01.2007 | К | |||||||
| Тестомесильная машина | 1,5 | Т.02.2007 | К | |||||||
| Вентилятор | 1 | Т.03.2007 | К | |||||||
| Электрическая печь | 2,5 | Т.04.2007 | К | |||||||
| Насос подачи теста | 1,5 | Т.05.2007 | К | |||||||
| Вентилятор в печи | 1,5 | Т.06.2007 | К | |||||||
| Дозатор | 1 | Т.07.2007 | К | |||||||
| Автомукомер | 1,5 | Т.08.2007 | ||||||||
| Транспортёр 1 | 1,5 | Т.09.2007 | ||||||||
| Транспортёр 2 | 1,5 | Т.10.2007 | ||||||||
| Электрическая плита | 1,5 | Т.11.2007 | ||||||||
| Тестомесильная машина | 1,5 | Т.12.2007 | ||||||||
| Тестомесильная машина | 1,5 | Т.01.2007 | К | |||||||
| Вентилятор | 1 | Т.02.2007 | К | |||||||
| Электрическая печь | 2,5 | Т.03.2007 | К | |||||||
| Насос подачи теста | 1,5 | Т.04.2007 | К | |||||||
| Вентилятор в печи | 1,5 | Т.05.2007 | К | |||||||
| Вентилятор в печи | 1,5 | Т.06.2007 | К | |||||||
| Вентилятор в печи | 1,5 | Т.07.2007 | К | |||||||
| Дозатор | 1 | Т.08.2007 | ||||||||
| Автомукомер | 1,5 | Т.09.2007 | ||||||||
| Транспортёр 2 | 1,5 | Т.10.2007 | ||||||||
| Электрическая плита | ||
| Тестомесильная машина | ||
| Вентилятор | ||
| Электрическая печь | ||
| Насос подачи теста | ||
| Вентилятор в печи | ||
| Дозатор | ||
| Автомукомер | К | |
| Транспортер 1 | К | |
| Транспортер 2 | К | |
| Электрическая плита | К | |
| Тестомесильная машина | К | |
| Тестомесильная машина | ||
| Вентилятор | ||
| Электрическая печь | ||
| Насос подачи теста | ||
| Вентилятор в печи | ||
| Вентилятор в печи | ||
| Вентилятор в печи | К | |
| Дозатор | К | |
| Автомукомер | К | |
| Транспортер 2 | ||
3.6. Определение профессионального и квалификационного состава рабочих.
На Ефремовском хлебозаводе имеется следующий состав рабочих электриков.
Численно квалификационный состав рабочих.
| Наименование профессии | Численность | Разряд | Ч.Т.С |
| Электрики | 4 | IV | 48 |
Электрики Ефремовского хлебозавода участвуют в проведении планово-предупредительного ремонта ЭО, график ППР составляется ежегодно для каждого вида оборудования.
Поддержание оборудования в работоспособном состоянии, удлинении межремонтных пробегов, сокращении времени пребывания в ремонте, главная задача работников службы Главного энергетика. Кроме проведения ремонта по системе ППР существует ещё и ежесменное обслуживание — это регулярный уход за оборудованием, перед началом работы, во время перерывов и после окончания работы. Такое обслуживание включает очистку, протирку, смазку и другие виды работ.
Межремонтное периодическое обслуживание относится к работам профилактического характера, его проводят по плану независимо от технического состояния оборудования (дежурные слесари, электромонтёры, наладчики). Обслуживание включает наблюдение за эксплуатацией оборудования, устранение мелких неполадок, регулирования, профилактические испытания и другие.
Затраты на проведение капитального ремонта покрывается за счёт части амортизационных отчислений. В себестоимости продукции эти затраты учитываются по статье “Амортизация”.
Затраты на текущий ремонт и профилактические работы относятся непосредственно на себестоимость выпускаемой продукции.
3.7. Расчёт годового фонда оплаты труда.
Основной формой оплаты труда работников Ефремовского “ЕХЗ” является повременно – премиальная. Для того чтобы рассчитать фонд оплаты труда работника, нужно составить: табель выходов на работу или график сменности, баланс рабочего времени одного среднесписочного рабочего. График работы на ЕХЗ составляет: 4 дня рабочих, 1 день выходной.

| 16 | 17 | 18 | 19 | 20 | 21 | 22 | 23 | 24 | 25 | 26 | 27 | 28 | 29 | 30 | |
| Г | А | А | А | А | Б | Б | Б | Б | В | В | В | В | Г | Г | |
| В | В | Г | Г | Г | Г | А | А | А | А | Б | Б | Б | Б | В | |
| Б | Б | Б | В | В | В | В | Г | Г | Г | Г | А | А | А | А | |
| А | Г | В | Б | Б | А | Г | В | В | Б | А | Г | Г | В | Б | |
Бригада А – 24 рабочих дня, 6 выходных дней;
Бригада Б – 22 рабочих дня, 8 выходных дней;
Бригада В – 22 рабочих дня, 8 выходных дней;
Бригада Г – 22 рабочих дня, 8 выходных дня.
Баланс рабочего времени.
| Наименование показателей | Показатели |
| 1. Календарное время. | 365 |
| 2. Выходные дни. | |
| 4. Эффективный фонд рабочего времени. | 282,5-47=235,5 |
Расчёт годового фонда оплаты труда.
1. Заработная плата по тарифу.
где, ЧТС – часовая тарифная ставка, руб
Числ. – численность рабочих,
ТЭФ. – эффективное рабочее время
2. Расчёт премиальных.
где, З.П.Т – заработная плата по тарифу.
3. Доплаты за ночное время.
ДН =361728·2/15=48230,40 руб.
4. Доплата за праздничные дни.
где, Празд. – количество праздничных дней
5. Основная заработная плата.
З.П.ОСН =361728+108518,4+48230,4+10752=529228,80 руб.
6. Дополнительная заработная плата.
З.П.ДОП =529228,8·(26+3+3)/235,5=71912,20 руб. (3.21)
7. Полная заработная плата.
где, З.П.ОСН – основная заработная плата, руб.
З.П.ДОП – дополнительна заработная плата, руб.
З.П.ПОЛ. =529228,80+71912,20=601141 руб. (3.23)
где, З.П.ПОЛ – полная заработная плата, руб.
Отчисл.=601141·0,26=156296,70 руб. (3.25)
9. Г.Ф.О.Т.=З.П.ПОЛ +Отчисл.=601141+156296,7=757437,7 руб. (3.26)
10. Средняя заработная плата.
где, НДФЛ – налог для физического лица
НДФЛ=12523,77·0,13=1628,1 руб. (3.29)
З.П.СР.ПОЛ -НДФЛ=12523,77-1628,10=10895,70 руб. (3.30)
Для ремонта ЭО требуется 4 электромонтёра IV разряда с часовой тарифной ставкой 45 руб., количество рабочих дней берём из баланса рабочего времени.
Баланс рабочего времени одного среднесписочного рабочего.
| Наименование показателей | Показатели |
| 1. Календарное время. | 366 |
| 2. Выходные дни. | 52·2=104 |
| 3. Праздничные дни. | 11 |
| 4. Номинальное время. | 366-115=251 |
| 6. Эффективный фонд рабочего времени. | 251-49=202 |
Расчёт годового фонда оплаты труда.
1. Заработная плата по тарифу.
2. Расчёт премиальных.
Пр= З.П.Т ·%=290880·30%=87264 руб. (3.32)
3. Основная заработная плата.
4. Дополнительная заработная плата.
З.П.ДОП =378144·(28+3+3)/202=63648 руб. (3.35)
5. Полная заработная плата.
6. Отчисл.=З.П.ПОЛ ·26%=441792·0,26=114865,90 руб. (3.37)
7. Г.Ф.О.Т.=З.П.ПОЛ +Отчисл.=441792+114865,90=556657,9 руб. (3.38)
8. Средняя заработная плата.
9. НДФП=З.П.СР ·13%=9204·0,13=1196,50 руб. (3.40)
З.П.СР.ПОЛ -НДФЛ=9204-1196,50=8007,50 руб. (3.41)
Сводная таблица по заработной плате.
| Специальность | Числ. | Разряд | Ч.Т.С | ТЭФ | ||||
| Прем. | ДН | ДПР. | ||||||
| Электрики | 4 | IV | 48 | 235,5 | 361728 | 108518,4 | 48230,4 | 10752 |
| Электромонтёры | 4 | IV | 45 | 202 | 290880 | 87264 | — | — |
| Итого |
| Специальность | З.П.ОСН. | З.П.ДОП | З.П.ПОЛ | Отчисл. | Г.Ф.О.Т. | НДФЛ | З.П.СР. |
| Электрики | 529228 | 71912,2 | 601141 | 156296,7 | 757437,7 | 1628,1 | 12523,77 |
| Электромонтёры | 378144 | 63648 | 441792 | 114865,9 | 556657,9 | 1196,5 | 9204 |
| Итого | 907372 | 135560,2 | 1042933 | 271162,6 | 1314095,6 | 2824,6 | 21727,77 |
3.8. Расчёт затрат на ремонт.
По экономическому признаку ремонты подразделяют на 2 группы:
— текущие ремонты, которые включают межремонтное обслуживание и текущие ремонты, расходы по которым относят на статью цеховых расходов по содержанию и эксплуатации оборудования.
— капитальные ремонты, расходы по которым покрывают из фонда амортизационных отчислений.
Затраты на ремонт определяют раздельно на текущий и капитальный ремонты. В состав затрат включают: основная заработная плата, премии, стоимость материалов и комплектующих изделий, расходы по обслуживанию производства и управления.
Стоимость материалов и комплектующих изделий принимаем в процентном отношении от суммы годового фонда оплаты труда:
— на ремонт электрооборудования:
капитальный – 1% от ГФОТ=13140,9 руб.
текущий – 0,05% от ГФОТ=657,1 руб.
— на ремонт электрических сетей:
капитальный – 2% от ГФОТ=26281,9 руб.
текущий – 0,01% от ГФОТ=131,4 руб.
— расходы по управлению производством – 0,2% от ГФОТ=2628,2 руб.
3.9. Основные технико – экономические показатели.
Стоимость основных производственных фондов – 252560 руб.
Годовой фонд амортизационных отчислений – 30307,2 руб.
Годовая плановая трудоёмкость – 824,25 нормо — час
Численность электриков – 4 чел.
Средняя заработная плата электрика – 12523,77 руб.
Численность электромонтёров – 4 чел.
Средняя заработная плата электромонтёра – 9204 руб.
Затраты на ремонт ЭО:
Затраты на ремонт электрических сетей:
Расходы по управлению производством=2628,2 руб.
1.Пейсахович Ю.С. Организация и методика выполнения дипломных проектов – Ч.: 1995.
2. Нормативы по проведению планово — предупредительного ремонта ЭО – М.: Юнити, 2003.
3. Отчёт по практике по профилю специальности электроснабжение кондитерского цеха предприятия ОАО “ЕХЗ”.
Источник