Схема технологического процесса ремонта двигателя камаз
ТЕКУЩИЙ РЕМОНТ KAMA3-5320, 5410, 5511, 4310 ЦЕХОВЫЕ РАБОТЫ
ТЕХНОЛОГИЧЕСКАЯ КАРТА № 1.2.
РЕМОНТ ДВИГАТЕЛЯ КамАЗ-740
Общая трудоемкость — 1350,0 чел. мин Исполнитель — слесарь по ремонту автомобилей 5-го разряда
ОБОРУДОВАНИЕ, ПРИБОРЫ, ИНСТРУМЕНТ
Кран-балка подвесная 0=2,0 тс ГОСТ 7890—73; стенд для разборки-сборки двигателя мод. 9194—019, Р-770 или Р-776; стенд для разборки-сборки коленчатого вала мод. 410—009; расходометр ГОСТ 11988—72; стенд для испытания масляных каналов блока цилиндров на герметичность мод. 470.086; стенд для испытания водяной рубашки блока цилиндров на герметичность мод. 470.087; пресс гидравлический Р-337; алмазно-расточный станок мод. 2705; пневмогайковерт ИП-3113; установка для мойки деталей мод. 196 М или «Тайфун»; пистолет для обдува деталей сжатым воздухом С-417; нутромер индикаторный 18—50 ГОСТ 9244-75; шаблон 8151—4672 для проверки расстояния от коленчатого вала до ввервдша; шаблон на размер 0,5 мм; набор щупов № 2 ГОСТ 882-75; приспособление для замера расстояния от шатунной шейки коленчатого вала до торца уплотнительного выступа гильзы цилиндра мод. 8701—4434; приспособление для контроля удлинения шатунных болтов 7813—4045; набор цифровых клеймило типу 06—7804—4001—01—08; приспособление для проверки биения торца маховика относительно оси коленвала мод. ПРИ-1П ТУ 2—034—468—71; рукоятка динамометрическая мод. 131 М; ключ динамометрический мод. ПИМ-1754; подвеска для транспортировки и установки двигателя мод. 130.219.00.000.000; подвеска для снятия-установки гидромуфты привода в сборе с передней крышкой мод. 170.86; подвеска для коленчатого вала мод. 170.081; подвеска для снятия-установки маховика мод. 170.012; головки сменные 13, 17, 19, 24 мм ГОСТ 25604—83; удлинитель L=250 мм ГОСТ 25600—83; ключ с присоединительным квадратом ГОСТ 25601—83; отвертки 6,5 мм; 8,0 мм; 10,0 мм ГОСТ 17199—71; ключ гаечный кольцевой 13 мм ГОСТ 2906—80; молоток слесарный стальной ГОСТ 2316—77; молоток медный мод. ПИМ-1468—17—370; молоток из твердых пород дерева; зубило слесарное ГОСТ 7211—86; пассатижи специальные для снятия и установки пружинных стопорных колец И 801.23.000; пассатижи с удлиненными губками ГОСТ 17440—86; вставка специальная для отворачивания и заворачивания рым-болта; рычаг для поворота коленчатого вала двигателя 7829—4087 или 7829—4063; съемник крышки нижней головки шатуна И 801.17.000; съемник шестерни и заднего противовеса коленчатого вала И 801.01.000, съемник для снятия крышек коренных подшипников коленчатого вала И 801.18.000; съемник для снятия гильз И 801.05.000; съемник полумуфты отбора мощности 7700—4188; съемник подшипника с заднего конца коленчатого вала 7700—4186; съемник штифтов 3570; приспособление для расборки-сборки поршня с шатуном и кольцами 7822—4034; приспособление для снятия-установки поршневых колец И 801.08.000; приспособление для запрессовки гильз цилиндров в блок 7823—4021; оправка для установки поршня с поршневыми кольцами в гильзу цилиндров И 801.00.001—01; оправка для установки картера маховика 7890—4107; приспособление для регулировки тепловых зазоров двигателя И 801.14.000; оправка для снятия корпуса заднего подшипника привода ТНВД; латунная оправка для выбивания поршня в сборе из блока цилиндров; оправка с крючком для снятия заглушек шатунных шеек; оправка для снятия маслоотражателя с распределительной шестерней 7853—4084; оправка для выпрессовки втулки верхней головки шатуна (трубчатая Днар=49 мм, Двн = 40 мм, L = 100 мм); оправка для удаления и установки поршневого пальца в отверстие поршня и шатуна 7853—4045; переходная головка (присоединительный квадрат — отвертка); оправка для запрессовки подшипника в гнездо заднего конца коленчатого вала (трубчатая, Днар = 52 мм, 28
Двн=25 мм, L=100 мм); оправка для запрессовки установочного штифта в отверстие переднего конца коленчатого вала (Днар=25 мм, Двн = 14 мм, Ьнар = 50 мм; 1вн=7 мм); оправка для запрессовки заглушек коленчатого вала 7880—4043; оправка для развальцовки заглушек коленчатого вала 7860—4042; оправка для запрессовки полумуфты отбора*мощности (трубчатая Днар = 45 мм, Двн=28 мм, L= 100 мм;) оправка для запрессовки установочного штифта в’отверстие Заднего конца коленчатого вала (Днар = 25 мм, Двн = 14 мм, Lнар=50 мм, 1вн = 10 мм); лопатка Деревянная для снятия прокладок; верстак слесарный; ванна для масла с подогревом мод. 2343; емкость с сухим льдом; рукавицы защитные; клещи кузнечные; кисть волосяная КФК-8 ГОСТ 10597—70; емкость с моторным маслом; салфетка ГОСТ 211220—75; емкость с графитной смазкой; лопатка деревянная
РАЗБОРКА ДВИГАТЕЛЯ КамАЗ-740
Трудоемкость —410,0 чел. мин
1. Установить подразборный двигатель на стенд для разборки, сборки.
(Кран-балка, подвеска, стенд).
2. Вывернуть рым-болт 16 (Рис. 1) передний, снять регулировочные шайбы 15.
3. Отвернуть болты 3 (Рис. 2) с шайбами 4 крепления корпуса 6 заднего подшипника в сборе с манжетой 5, снять корпус 6 и прокладку 7 корпуса заднего подшипника привода ТНВД.
(Головка сменная 17 мм, ключ с п. к., оправка, молоток, отвертка 8,0 мм).
4. Снять шестерню 1 (Рис. 3) привода ТНВД в сборе с валом 2.
5. Отвернуть болты 13 (Рис. 4) с шайбами 25 крепления головки блока цилиндров и снять головку 31 блока цилиндров с клапанами 1 и 21 в сборе с блока цилиндров. (Головка сменная 19 мм, ключ с п. к.).
6. Снять уплотнительное кольцо 34 и прокладку головки цилиндра с блока цилиндров. (Лопатка для снятия прокладок).
7. Вынуть штанги толкателей в сборе из блока цилиндров.
8. Повторить работы 5—7 для остальных семи цилиндров.
9. Отвернуть болты 5 (Рис. 5) с шайбами 2 и 3 крепления выключателя гидромуфты к нагнетательному патрубку и снять выключатель 1 гидромуфты с двигателя. (Ключ гаечный кольцевой
10. Отвернуть болты 3, 49, 50 (Рис. 1) с шайбами 4, 5, 47, 48 крепления передней крышки 6 к блоку цилиндров 20, снять гидромуфту привода вентилятора в сборе с передней крышкой 6 и . прокладку 44 с переднего торца блока цилиндров. (Головка сменная 17 мм, ключ с п. к., лопаточка для снятия прокладок, кран-балка, подвеска для снятия установки гидромуфты привода в сборе с передней крышкой.
11. Вынуть вал привода гидромуфты.
12. Отогнуть усы замковых шайб 40 (Рис. 6), отвернуть болты 41 крепления с шайбами полумуфты отбора мощности к коленчатому валу и снять полумуфту 39 отбора мощности с коленчатого вала 7. (Зубило, молоток, головка сменная 17 мм, ключ с п. к., отвертка 6,5 мм).
13. Разогнуть усики замковых пластин 12 (Рис. 7) болтов крепления маховика к коленвалу. Работу выполнять на двигателях до № 75800. (Зубило, молоток).
14. Отвернуть болты 11 крепления маховика. (Головка сменная 19 мм, ключ с п. к.).
15. Снять замковые пластины 12. Работу выполнять на двигателях до № 75800.
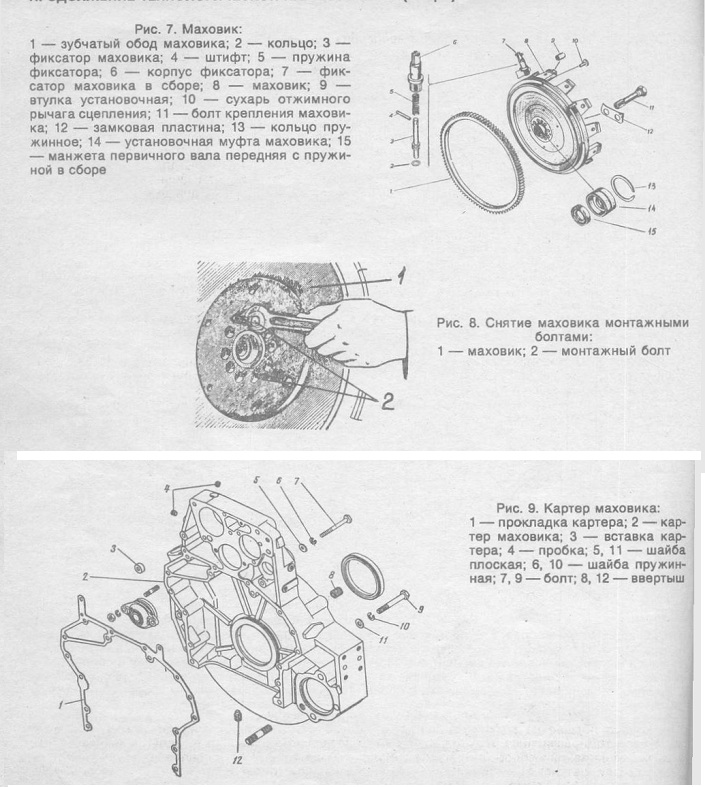
16. Завернуть два технологических болта 2 (Рис. 8) в отверстия маховика до упора в торец ступицы и снять маховик 1. Болты заворачивать попеременно на несколько оборотов. (Головка
сменная 17 мм, кран-балка, подвеска для снятия-установки маховика, ключ с присоединительным квадратом).
17. Отвернуть болты 7 и 9 (Рис.9) крепления с шайбами 5, 6, 10 и 11 картера маховика к блоку цилиндров, снять картер 2 маховика в сборе и прокладку 1 с блока цилиндров. (Головки сменные 17 и 19 мм, с п. к., лопатка для снятия прокладок).
18. Повернуть двигатель на стенде в верхнее положение картером блока цилиндров. (Стенд).
19. Повернуть коленчатый вал так, чтобы шатунная шейка 1-го и 5-го цилиндров находилась в нижней мертвой точке (НМТ). Отсчет нумерации шеек вести от передней части коленчатого вала. (Рычаг).
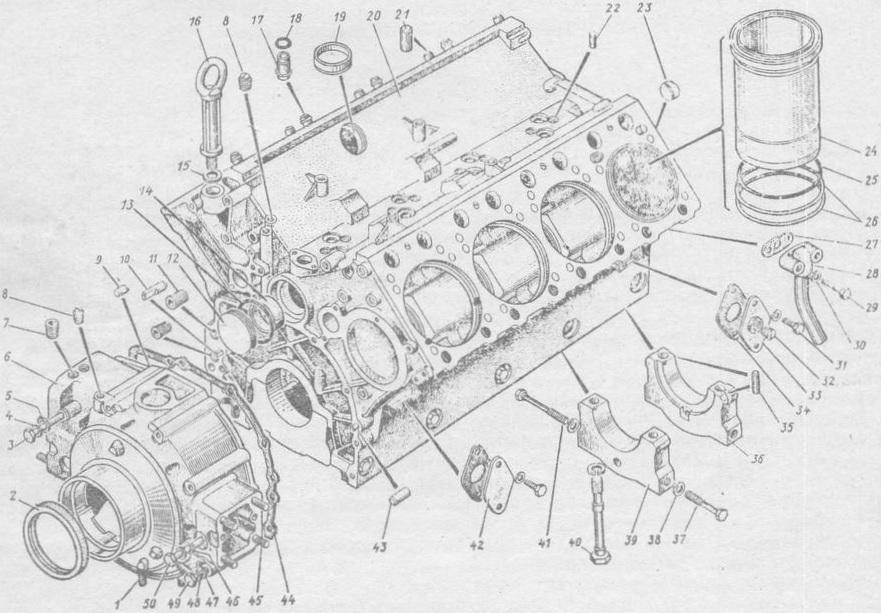
Рис. 1. Блок цилиндров с передней крышкой, гильза цилиндра:
1, 45 — шпилька; 2 — сальник передней крышки; 3, 29, 31, 37, 40, 41, 49, 50 — болт; 4, 30, 48 — шайба пружинная; 5, 38, 46, 47 — шайба плоская; 6 — крышка блока передняя; 7, 8, 11, 32 — пробка; 9, 10, 35 — штифт установочный; 12 — заглушка отверстия распределительного вала; 13 — кольцо уплотнительное; 14 — втулка распределительного вала; 15 — шайба регулировочная рым-болта; 16 — рым-болт; 17 — втулка с уплотнительными кольцами в сборе; 18 — уплотнительное кольцо втулки; 19 — заглушка чашечная; 20 — блок цилиндров; 21 — цилиндрический установочный штифт; 22 — штифт направляющий; 23 — заглушка чашечная; 24 — гильза цилиндра; 25 — верхнее уплотнительное кольцо гильзы; 26 — уплотнительное кольцо гильзы; 27 — прокладка; 28 — трубка! сливная; 33 — заглушка водяной полости; 34 — прокладка заглушки; 36 — задняя крышка; коренного подшипника; 39 — крышка коренного подшипника; 42 — заглушка водяной полости; 43 — штифт цилиндрический; 44 — прокладка передней крышки блока 30
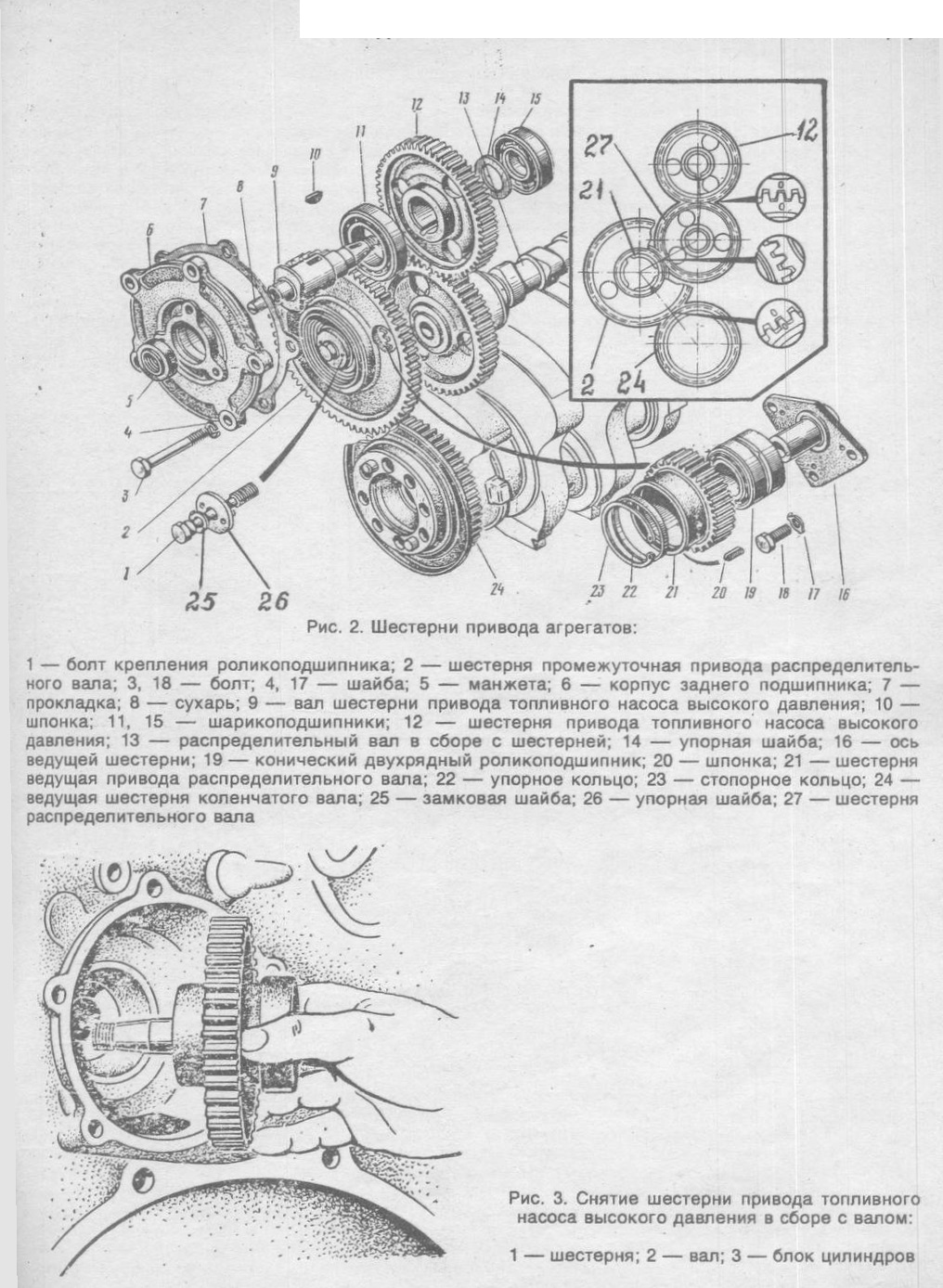
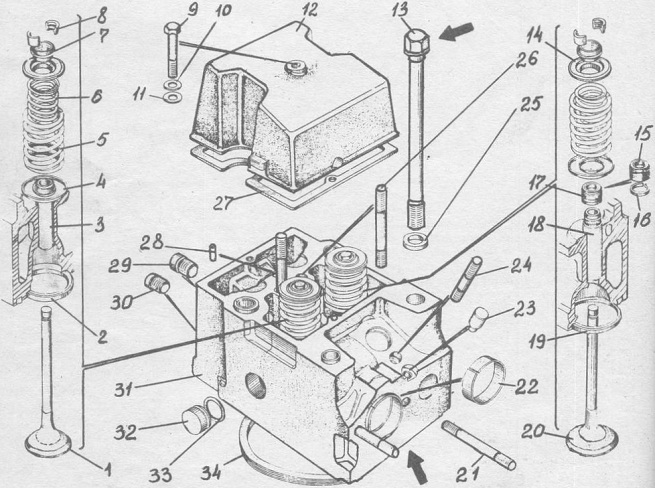
Рис. 4. Головка цилиндра с клапанами:
1 — клапан выпускной; 2 — седло выпускного клапана; 3 — направляющая втулка выпускного клапана; 4 — пружинная шайба клапана; 5 — наружная пружина клапана; 6 — внутренняя пружина клапана; 7 — втулка тарелки; 8 — сухарь клапана; 9 — болт крепления крышки головки блока цилиндров; 10 — шайба плоская; 11, 25 — шайба; 12 — крышка головки блока цилиндров; 13 — болт крепления головки блока цилиндров; 14 — тарелка пружин клапана; 15 — уплотнительная манжета впускного клапана; 16 — кольцо манжеты; 17 — уплотнительная манжета впускного клапана в сборе; 18 — направляющая втулка впускного клапана; 19 — седло впускного клапана; 20 — клапан впускной; 21 — шпилька крепления патрубка выпускного коллектора; 22 — предохранительная втулка прокладки патрубка; 23 — опора скобы; 24 1— шпилька крепления скобы; 26 — шпилька крепления стойки коромысел; 27 — прокладка крышки головки блока цилиндров; .28 — штифт стойки оси коромысел; 29 — ввертыш крепления впускного коллектора; 30 — ввертыш крепления водяной трубы; 31 — головка блока цилиндров; 32 — заглушка головки блока цилиндров; 33 — уплотнительное кольцо заглушки; 34 — кольцо уплотнительное газового стыка

20. Отвернут!> гайки 11 (Рис. 10) болтов 9 крепления крышки 10 шатуна 1-го цилиндра к шатуну, установить на крышку шатуна съемник показанный на Рис. 11, снять крышку 10 (Рис. 10) шатуна, вынуть шатунные болты 9 и уложить их по порядку на верстак. Повторить операцию по снятию крышки шатуна 5-го цилиндра. На крышках шатунов должны быть выбиты номера цилиндров. (Головка сменная 19 мм, ключ с п. к., верстак слесарный, съемник крышек шатунов).
21. Повернуть коленчатый вал так, чтобы шатунная шейка 1-го и 5-го цилиндров находилась в верхней мертвой точке (ВМТ), легкими ударами молотка через оправку по приливам под болты крепления крышки шатуна 5-го цилиндра выбить поршень 6 в сборе с шатуном 8 и кольцами 2, 3 и 13 из блока цилиндров и уложить на верстак. Повторить операцию для снятия поршня в сборе для 1-го цилиндра. На шатунах должны быть выбиты номера цилиндров. (Рычаг для поворота коленчатого вала, верстак слесарный, латунная оправка для выбивания поршня, молоток).
22. Вынуть из крышки 10 шатуна и нижней головки шатуна 8 вкладыши 12.
23. Установить крышку 10 шатуна на шатун 8, установить болты 9 крепления и завернуть гайки 11. (Головка сменная 19 мм, ключ с п. к.).
24. Повторить работы 19—23 для снятия остальных 7 шатунов с поршнем в сборе.
25. Отогнуть усы замковой шайбы 25 (Рис.2), вывернуть болт 1 крепления с шайбами 25 и 26 ведущей шестерни 21 привода распределительного вала. (Молоток, зубило,- головка сменная 19 мм, ключ с п. к.).
26. Снять шестерню 21 привода распределительного вала в сборе с промежуточной шестерней 2 привода распредвала с оси 16 ведущей шестерни привода распределительного вала. (Съемник И-801.01.000).
27. Отогнуть усы замковых шайб 17, отвернуть болты 18 крепления с шайбами оси 16 ведущей шестерни привода распредвала и снять ось 16 с блока цилиндров. (Зубило, молоток, головка сменная 17 мм, ключ с п. к.).
28. Отвернуть стяжные болты 37 (Рис.1) крышек 36, 39 подшипника коленчатого вала. (Головка сменная 19 мм, ключ с п. к.).
Источник
Схема технологического процесса ремонта двигателя камаз

Название:
Технологический процесс ремонта двигателей КамАЗ-740
Тип: Рефераты
Категория: Тех. дополнения
Подкатегория: Рефераты
Технологический процесс ремонта двигателей КамАЗ-740
Описание рекомендуемого технологического процесса
Приёмку двигателя в ремонт производят на основании технологических условий на приёмку в ремонт и выдачу из ремонта и оформляется приёмно-сдаточным актом. В цех капитального ремонта принимают двигатель второй комплектности, это двигатель без приборов системы питания, электрооборудования и коробки передач. Приемка двигателя производится приёмщиком ремонтного предприятия совместно с представителем заказчика. Приёмщик определяет комплектность поступившего двигателя и составляет приёмно-сдаточный акт, который подписывается заказчиком и приёмщиком предприятия. После окончания процесса приёмки, двигатель помещают на склад ремонтного фонда.
Схема технологического процесса ремонта двигателей КамАЗ-740 представлена на рисунке 2.1
Со склада ремонтного фонда Д.В.С. перемещают на участок разборки сборки двигателя по своей технологии не требует высокой квалификации рабочего, но это не значит, что разборочные работы имеют малое значение в процессе капитального ремонта. При плохой организации разборочных работ, в процессе разборки могут возникнуть различные повреждения деталей.
Наиболее характерными повреждениями являются:
-забоины на рабочей поверхности деталей.
Для улучшения качества разборки необходимо соблюдать следующие требования: последовательность снятия отдельных деталей должна обеспечивать облегчение выполнения дальнейших разборочных работ, применение специализированного инструмента и приспособлений при соблюдении установленного технологического процесса.
Разборке не должны подвергаться:
-картер сцепления — блок цилиндров
-шатун – крышка нижней головки шатана
-блок цилиндров – крышки коренных подшипников
При разборке агрегатов трудоемкость по разборке резьбовых соединений составляет от 40 до 50 % от трудоёмкости разборочных работ. Необходимо обеспечить рабочих гайковертами, применение механизированного инструмента позволяет повысить производительность труда в 4 раза.
После разборки базовые и основные детали должны быть тщательно очищены и вымыты.
Для мойки и очистки крупных деталей используют моечную машину струйного типа. Тайфун в которой процесс мойки представляет собой гидродинамическое действие горячего раствора на отчищенную поверхность. В качестве моющего раствора используют раствор «Мабомид-101» концентрацией 60 грам на 1 литр, при температуре 90-95 С.
Мелкие детали моются в специальном растворе. После мойки производится до разборка узлов ДВС таких как,
Коленчатый вал, головки цилиндров, оси коромысел (Цилиндропоршневая группа.)
Вымытые детали подлежащие восстановлению поступают в цех ремонта двигателей на отдельные посты.
К годным деталям (не требующие восстановления) при капитальном и углубленном текущем ремонте двигателя, как правило, относятся:
-топливо проводы, трубки масляной системы;
-соединительные трубки системы охлаждения;
Эти детали после дефектации поступают на комплектовку и сборку двигателя.
К деталям, подлежащим обязательной замене относятся:
-все резинотехнические изделия (78 наименований);
-шестерня масляного насоса;
-распределительная шестерня коленчатого вала;
-заглушки масляных карданов;
-вкладыши коренных и шатунных подшипников;
-уплотнительные элементы водяного насоса;
Деффектовку может производить слесарь по ремонту автомобилей не ниже 4-го разряда. Для обеспечения высокого уровня деффектовочных работ, рабочее место деффектовщика должно быть обеспечено оборудованием, позволяющим контролировать основные параметры таких ответственных деталей, как:
-распределительный и коленчатый вал;
Дефекты блока цилиндров устанавливают тщательным образом: осмотр обмер гильз, опрессовка.
Осмотром устанавливаются пробоины, сколы, срывы резьбовые, заметные для глаза трещины и определяют состояния зеркала цилиндров.
Возможные дефекты блока цилиндров могут быть:
-коробление поверхности сопряжения с головками цилиндров;
-деформация или износ гнёзд под вкладышами коренных подшипников коленчатого вала и втулок распределительного вала;
-деформация или износ верхнего посадочного пояса под гильзу;
-износ резьбовых отверстий;
-пробоины стенок блока.
Заделку трещин и пробои в блоках цилиндров целесообразно проводить с применением эпоксидной композиции и наложение заплат из стеклоткани. Этот метод не требует вложения больших денежных средств и покупке дорогостоящего оборудования.
Износившиеся постели блока под вкладыши коренных подшипников коленчатого вала восстанавливают расточкой постелей блока и втулок распределительного вала.
Так же восстанавливают изношенные отверстия под втулки распределительного вала. Втулки ремонтного размера в отверстия блока запрессовываются на гидравлическом прессе.
Изношенные посадочные пояски в блоке под гильзы цилиндров растачиваются под ремонтный размер.
Изношенные внутренние поверхности отверстий под толкатели развёртывают под ремонтный размер на радиально – сверлильном станке.
Поврежденные резьбы в блоке цилиндров восстанавливаются постановкой резьбовых ввертышей.
Блоки цилиндров, имеющие коробление поверхности сопряжения с головками цилиндров более 0,08 мм, восстанавливаются после установки блока цилиндров в приспособление шлифованием плоскости на горизонтальном плоскошлифовальном станке.
Изношенные гильзы цилиндров восстанавливают пластинированием, подробно этот процесс описан в конструктивной части.
Поршни при поступлении в капитальный ремонт двигателей имеют незначительный износ юбки и канавок под кольца. После дефектации около 50% поршней возможно использовать повторно после проточки канавки под верхнее компрессионное кольцо под размер колец от двигателя трактора марки СМД.
Поршневые пальцы изнашиваются по наружному диаметру и восстанавливаются под размер отверстий в поршне хромированием.
Основным дефектом коленчатого вала является изгиб, износ шатунных и коренных шеек, износ отверстия под подшипник ведущего вала коробки передач и отверстий фланца вала под болты крепления маховика. Изгиб коленчатого вала устанавливают на стенде, на призмах, установленных на плите или в центрах токарного станка с помощью индикатора.
Изгиб свыше допустимого по техническим условиям устраняют правкой на стенде. Для этого вал устанавливают на призмы крайними коренными шейками, и штоком пресса через медную или латунную прокладку давят на среднюю шайбу со стороны изгиба. После правки рекомендуется вал подвергнуть термической обработке. Изношенные коренные и шатунные шейки коленчатого вала шлифуются на кругло-шлифовальных 3А 432. В процессе шлифования шеек производится контроль их размеров и радиуса кривошипа. Все коренные и шатунные шейки шлифуются под один ремонтный размер. После шлифования шейки подвергаются полировке в течении 1 мин. на полировальных станках полировальной лентой ЭБ 220 или пастой ГОИ 10.
Шестерни привода масленого насоса из-за ненадежного его крепления могут иметь следующие дефекты;
-накрен на зубьях.
Шестерни , имеющие указанные выше дефекты заменяются новыми.
Противовесы подвергаются осмотру на магнитном дефектоскопе и контролю жестким измерительным прибором. Противовесы, имеющие износ отверстий под шейки вала восстанавливаются осталиванием \ железованием, а имеющие обломы и трещины, выбраковываются. Изношенные пазы под шпонку завариваются электродуговой сваркой и фрезеруются новые.
Вкладыши подшипников коленчатого вала и нижней головки шатуна сменные, тонкостенные трехслойные, с рабочим слоем из свинцовой бронзы. Камское объединение выпускает десять ремонтных размеров вкладышей. При сборке размеры шеек коленчатого вала и гнезд в блоке цилиндров должны соответствовать ремонтным размерам вкладышей.
Маховик изготовлен из серого специального чугуна. Он закрепляется на заднем конце коленчатого вала и фиксируется двумя штифтами. Характерные дефекты маховика:
-износ шипов ведущего и нажимного дисков сцепления, установочной втулки, ослабление её посадки, манжеты первичного вала и поломка в ней пружины;
-трещины на рабочей поверхности глубиной до 2-х мм, её износ, задиры, риски;
Износ, риски, задиры, трещины глубиной до 2-х мм на рабочей поверхности устраняются шлифованием на плоскошлифовальном станке.
Зубчатые обод, имеющий обломы, трещины и износ зубьев, с маховика спрессовываются и вместо него напрессовываются новый. При обломах, трещинах маховики выбрасываются.
Распределительный вал изготовляется горячей штамповкой из стали 18 ХГТ. Он устанавливается в развале блока на пяти опорных подшипниках.
Характерными дефектами распределительных валов являются;
-трещины на валу, отколы по торцам вершин кулачков;
-износ шпоночного паза;
-износ впускных и выпускных кулачков по высоте;
-износ передней, средней и задней опорных шеек.
Восстановление опорных шеек распределительного вала производится шлифованием под ремонтный размер, а его кулачков шлифованием по копиру с целью восстановление профиля кулачков на копировально-шлифовальных станках 3А433 шлифовальным кругом ПП 600·20·305 марки Э46-606 М1-СМ2К. После шлифования шейки и кулачки полируются полировальной лентой ЭБ 220 или пастой ГОИ № 10. остальные дефекты исправляются аналогично коленчатому валу.
Клапана изготовлены из жаропрочной стали. Характерными дефектами клапанов являются:
-износ рабочих фасок;
-облом тарелки клапана;
Толкатели тарельчатого типа стальные, тарелки наплавляются при изготовлении отбеленным чугуном.
Характерными дефектами толкателей являются износ тарелки, раковины на рабочей поверхности, износ стержня.
Изношенные тарелки и стержни толкателей восстанавливаются хромированием. После восстановления клапана притираются в сёдлах головок цилиндров.
Сборка двигателя при ремонте подразделяют на сборку узлов и общую их сборку. Схема технологического процесса сборки двигателя представлена на рисунке 2.2.
На специальных постах, вне линии общей сборки, основные узлы: поршень с маховиком, ТНВД, топливо подкачивающий насос, малый насос, масляной фильтр. Для обеспечения качественной сборки рекомендуется:
-все детали перед сборкой продуть сжатым воздухом, трущиеся поверхности тщательно протереть, промыть и смазать чистым дизельным маслом;
-затяжку резьбовых соединений (крепление головок цилиндров, крышек шатунов, крышек коренных подшипников и т.д.) производить в установленной последовательности с требуемым моментом;
-не применять шплинты бывшие в употреблении, пружинные шайбы, потерявшие упругость, болты и шпильки с повреждённой резьбой или изношенными гранями;
-осуществить максимальную механизацию сварочных работ, применяя различные приспособления.
Собранный двигатель окрашивается алюминиевой эмалью НЦ МРТУ-10-895-69 без грунта. После сборки и окрашивания все двигатели, прошедшие капитальный ремонт, подвергаются приработке и испытанию.
Обкатка двигателей производится на стендах, оборудованных электрическим асинхронным двигателем и устройствами для измерения мощности двигателя, его крутящего момента и расхода топлива.
Двигатель, поступивший на испытательную станцию, должен быть укомплектован водяным насосом, компрессором, насосом гидроуселителя рулевого управления, стартером и генератором.
Испытание двигателя
Оборудование, приборы, инструмент.
Кран-балка подвесная, подвеска для транспортировки и установки двигателя на стенд модель 130.219.00.000.000; стенд для испытания двигателей модель 470.004 – 470.006; набор щупов, рукоятка динамометрическая модель 131М, рычаг для поворота коленчатого вала двигателя модель 7829-4087 или 7829-4063, приспособление для регулировки клапанов И-801.14.000; головки сменные 13,14, 17, 19, 22 мм, ключ с присоединительным квадратом, ключи гаечные с открытым зевом 8, 10, 13, 14, 17, 19, 22, 24 мм, ключи гаечные кольцевые 17, 19, мм, отвёртка слесарно-монтажная 8,0 мм, электропогрузчик серия 02.
1.Установить двигатель на стенд, закрепить его и подготовить двигатель к приработке и испытанию, для чего выполнить следующие работы:
— отвернуть сливные пробки из масляного поддона двигателя,
— соединить выпускные трубы газопровода с фланцами выпускных коллекторов двигателя,
— соединить карданным валом балансирный электротормоз стенда с маховиком двигателя,
— соединить трубку слива топлива от форсунок с топливной системой стенда,
— установить ремни привода водяного насоса и натянуть их,
— закрыть и закрепить кожух ограждения со стороны вентилятора,
— соединить тягу с рычагом подачи топлива из ТНВД,
— соединить тягу с рычагом останова ТНВД,
— подсоединить к двигателю шланги подвода и отвода воды,
— подсоединить к фильтру центробежной очистки масла и к фильтру полнопоточной очистки масла шланги подвода масла,
— снять топливную трубку высокого давления 8-й секции
ТНВД (первого цилиндра двигателя) и соединить со штуцером датчика,
— присоединить шланг подвода топлива (дренажную) от топливного фильтра,
— присоединить гибкий металлический шланг подвода воздуха от воздушного фильтра к двигателю,
— установить технологические заглушки в отверстие подвода воды и масла к компрессору и насосу гидроусилителя руля,
включить подачу воды, масла и топлива к двигателю. (кран-балка, подвеска, стенд для испытания двигателя, головки сменные 13,14,17,19 и 22 мм, ключ с присоединительным квадратом, ключи гаечные открытые 8,10,13,14,17,19 22 и 27 мм, ключи гаечные кольцевые 17,19 мм)
В картер двигателя заливается масло М-10В.
Холодная обкатка начинается при температуре масла не менее 50 С. В начале холодной обкатки необходимо проверить подачу масла к подшипникам коромысел, герметичность уплотнения форсунок и головок цилиндров, соединений в системах смазки и охлаждения.
Холодная обкатка двигателя.
1. проверить параметры подводимых к двигателю энергоносителей. Холодную обкатку производить после замены блока цилиндров, коленчатого вала, распределительного вала, одного или нескольких поршней или гильз, более половины вкладышей коренных и шатунных подшипников, а так же более 2 поршневых колец; температура подаваемая в двигатель должна быть не менее 80 градусов, давление масла — не ниже 0,1 МПа (1кгс/см)
при минимальной частоте вращения холостого хода, и о,4-0,55 МПа (4-5,5 кгс/см 2 ) при-2600 об/мин. Температура воды должна быть в пределах 50-55 градусов (стенд для испытания двигателя.
2.Установить скобу останова двигателя в положение выключенной подачи, включить электродвигатель стенда и произвести холодную обкатку двигателя, по режиму приведённому в таблице 6.1.
Источник