Схема технологического процесса кузовного ремонта




Общая структура технологического процесса ремонта кузовов
Кузова, поступающие в капитальный ремонт, должны удовлетворять требованиям технических условий на приемку в капитальный ремонт, утвержденным вышестоящей организацией.
Ремонт автомобильных кузовов основан на четком разграничении работ по разборке, ремонту и комплектовке кузова и его узлов в специализированных отделениях, монтажу на кузове, а также контроле и регулировке узлов в действии.
Основным документом, определяющим взаимосвязь производственных операций, их продолжительность, сроки готовности и подачи узлов и деталей, а также продолжительность всего технологического цикла ремонта кузовов, должен быть сетевой график. На основе его разрабатывается маршрутная технология движения деталей и узлов. Эти важные технические документы являются руководящими при составлении внутризаводского оперативного плана. По маршрутной технологии составляют оперативные графики ремонта деталей и узлов на специализированных участках: жестяницком, арматурном, обойном и др. Обеспечить четкую организацию работ на участках ремонта и сборки кузова можно только в том случае, если специализированные участки будут вовремя выполнять задания. В связи с этим необходимо создать условия для высокой организации труда и на специализированных участках.
Технологический процесс капитального ремонта кузова определяется его конструктивными особенностями. На рис. 27 изображена общая схема основных этапов технологического процесса капитального ремонта кузова, охватывающих отдельные законченные операции. Как следует из этой схемы, ремонт начинается с осмотра кузова при приемке его в ремонт с целью выявления целесообразности ремонта, проверки комплектности и обнаружения видимых без разборки повреждений. На основании результатов внешнего осмотра представитель завода и заказчик составляют двусторонний акт приемки кузова в ремонт с указанием его технического состояния и комплектности. В акте отмечают также аварийные повреждения, отражают требующиеся дополнительные работы, не предусмотренные правилами ремонта. После мойки кузов подвергают предварительной дефектоскопии, назначение которой выяснить состояние и целесообразность ремонта узлов и деталей, подлежащих обязательному снятию с кузова (стекла, внутренняя обивка и др.)» чтобы не загромождать производственные помещения заведомо негодными деталями.
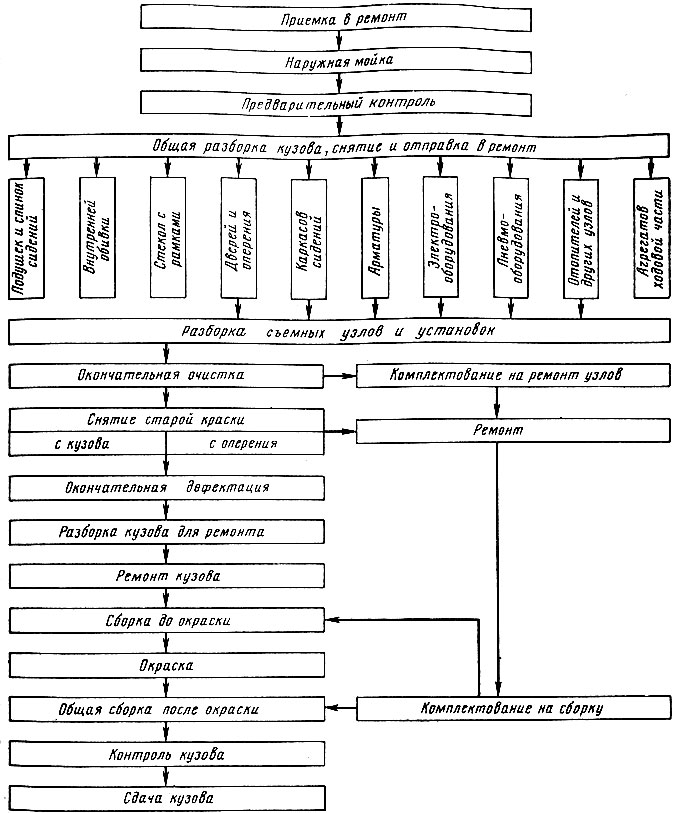
Рис. 27. Общая схема технологического процесса ремонта кузовов
После предварительной дефектовки выполняют общую разборку кузова. При общей разборке отсоединяют и снимают все установленные на корпус кузова агрегаты, узлы и детали. Неразобранным остается только корпус кузова. При наружной мойке кузова до его разборки не промываются поверхности, закрытые внутренними панелями, полом кузова (в автобусах), агрегатами и деталями, установленными на кузов. Поэтому после общей разборки и снятия внутренних панелей и пола кузова автобуса внутреннюю поверхность и основание кузова тщательно промывают.
Разобранный и очищенный кузов, а также оперение направляют на участок снятия старой краски; агрегаты и узлы, подлежащие ремонту в других цехах завода или на других предприятиях, направляют на склад хранения агрегатов, ожидающих ремонта; арматуру, обивку и другие узлы и детали кузова, требующие ремонта, — в соответствующие специализированные отделения кузовного цеха. Негодные детали направляют на склад утиля, а годные — на склад годных деталей, а оттуда на комплектовку.
На участок комплектовки поступают также отремонтированные и новые детали, устанавливаемые на кузов взамен забракованных при его разборке.
После снятия старой краски кузов подвергают тщательному контролю, при котором выявляют характер повреждений, полученных при его эксплуатации, и детали, исчерпавшие ресурс своей работы, и принимают решение о необходимости и возможности ремонта или замены той или иной детали кузова. Результаты контроля деталей заносят в дефектовочную ведомость. Систематическая обработка этих ведомостей позволяет получать данные окоэффициентах годности, ремонта и сменности деталей при капитальном ремонте кузовов на данном авторемонтном предприятии. Наличие этих коэффициентов облегчает составление реальных планов восстановления деталей и материально-технического обеспечения. Затем кузов поступает на участок ремонта. На первом посту этого участка кузова некоторых конструкций подвергают дальнейшей разборке, необходимой для выполнения ремонтных операций.
Так, с кузовов типа фургон, имеющих деревянные каркасы снимают металлическую облицовку и поврежденные деревянные детали; с автобусных кузовов несущей конструкции снимают поврежденные фермы, соединенные заклепками или болтами, панели, облицовки и т. п.
После ремонта кузов подвергают предварительной сборке; при этом на кузов навешивают двери, устанавливают панели, оперение и другие детали, подлежащие окраске вместе с кузовом. Затем кузов окрашивают и собирают окончательно.
Схемы технологических процессов ремонта кузовов легковых автомобилей, автобусов и кабин грузовых автомобилей отличаются друг от друга наличием на них различного оборудования и механизмов, а также повреждениями, характерными для каждой конструкции кузова и способами их устранения.
Источник
Технологический процесс ремонта кузовов и кабин
Дефекты кузовов и кабин
Характерными дефектами деталей кузовов, кабин и оперения (рис.1.) являются коррозионные повреждения, механические повреждения (вмятины, обломы, разрывы, выпучины и т.д.), нарушение геометрических размеров, трещины, разрушения сварных соединений и др.
Коррозионные разрушения — это основной вид износа металлического кузова и кабин. Здесь имеет место электрохимический тип коррозии, при котором происходит взаимодействие металла с раствором электролита, адсорбируемого из воздуха. Особенно сильно развивается коррозия в труднодоступных для очистки местах, где периодически попадающая в них влага сохраняется длительное время, и, в связи с повышением температуры окружающей среды, происходит интенсификация реакции окисления. Коррозионные разрушения встречаются также в результате контакта стальных деталей с деталями, изготовленными из дюралюминия, пластмассы, влажной древесины и других материалов.
Трещины возникают в результате усталости металла, нарушения технологии обработки металла, применения низкого качества стали, дефектов сборки узлов и деталей, недостаточной прочности конструкции узла, а также в подверженных вибрации местах.
Разрушения сварных соединений происходят в результате некачественной сварки, воздействия коррозии, вибрации и нагрузок при нормальной эксплуатации автомобиля либо в результате аварийных повреждений.
Механические повреждения (вмятины, перекосы, разрывы и т. д.) являются следствием перенапряжения металла в результате ударов и изгибов, а также вследствие непрочного соединения деталей.
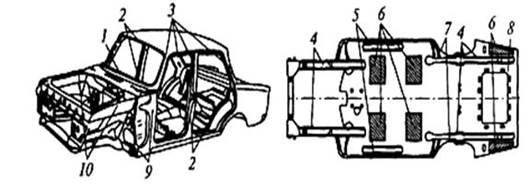
Рис.1. Характерные повреждения:
а.) цельнометаллический кузов автомобиля:
1 — передний и задний проемы ветровых стекол; 2 — дверные проемы; 3 — стойки под крышу; 4 — передние и задние лонжероны; 5 — левый и правый пороги основания; 6 — днище; 7- левый и правый задние брызговики; 8 — нарушение геометрических размеров; 9 — верх и низ соответственно левого и правого задних брызговиков; 10 — левый и правый передние брызговики.
б.) кабина грузового автомобиля:
1 — разрушение сварочных швов; 2 — разрывы; 3 — вмятины и выпучины; 4 — прогиб и перекосы стоек; 5 — пробоины; 6 — коррозия; 7- трещины.
Технологический процесс ремонта кузовов и кабин
Технологический процесс ремонта кузовов и кабин в сборе включает разборку, полное или частичное снятие старой краски, дефектовку, ремонт составных частей или их замену, сборку, окраску и контроль качества.
Разборку кузовов и кабин выполняют в два этапа. Это демонтаж всех деталей и сборочных единиц, установленных с внутренней и наружной сторон кузовов и кабин, с последующей разборкой корпуса для ремонта после удаления старого лакокрасочного покрытия и выявления всех его дефектов. Так как в большинстве случаев цельнометаллические корпуса кузовов и кабин являются неразъемными (соединены сваркой), то полную разборку корпуса на панели и детали не производят. Ее выполняют только до такой степени, чтобы имелась возможность произвести дефектацию и при необходимости заменить или отремонтировать элементы корпуса, образующие каркас.
В зависимости от экономической целесообразности ремонта кузовов и кабин применяют различные способы устранения имеющихся на их поверхностях дефектов.
Наибольшую трудоемкость и стоимость ремонта кузовов и кабин составляют работы по устранению дефектов на их цельнометаллических сварных корпусах. Ремонт корпуса кузова, имеющего различные дефекты, предусматривает правку панелей, удаление поврежденных участков корпусов, устранение трещин и разрывов, крепление ДРД на места удаленных панелей, проковку и зачистку старых швов, окончательную правку и рихтовку поверхностей.
Неровности в панелях выравнивают напылением порошковых пластмасс или эпоксидными композициями. Для выравнивания вмятин в труднодоступных местах применяют Инструмент различной формы (рис.2). В отверстие внутренней панели вставляют отогнутый конец оправки и ударами молотка по ее рукоятке выравнивают помятую поверхность. Для устранения неглубоких пологих вмятин в ней сверлят отверстие диаметром 6 мм, в которое вставляют стержень с изогнутым концом и вытягивают вогнутую часть панели до нормального ее положения. Затем отверстие заделывают припоем или эпоксидной композицией.
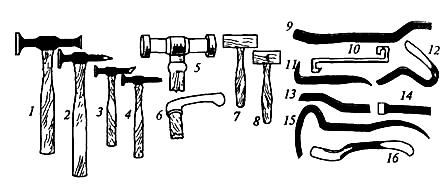
Набор инструментов для удаления вмятин:
1. 6 — молотки;7 и 8 — киянки; 9. 16 — оправки (ложки).
Правка панелей с аварийными повреждениями предусматривает работы по вытягиванию, выравниванию, выдавливанию и выколачиванию деформированных частей кузова или кабины для придания им первоначальной формы и размеров. При выполнении этих операций необходимо, чтобы растягивающее усилие было приложено под тем же углом, под которым была приложена сила, вызвавшая повреждение. Чтобы растяжение было регулируемым, напротив точки приложения растягивающей силы должна быть приложена противодействующая сила. При выполнении этих работ необходим контроль над процессом растяжения, а также за возможными попутными деформациями, вызванными растягивающим усилием.
Правку аварийных кузовов и кабин выполняют на стендах (рис. 3) с использованием комплекта приспособлений (рис. 4). Усилия растяжения и сжатия создают рабочими цилиндрами 1, 3 (рис. 3), в которые жидкость поступает от насоса. Для правки кузов 4 устанавливают на подставки 6, которые закреплены на фундаментной раме 2. На подставки опираются силовые поперечные трубы, которые губками зажимов закрепляют за ребра жесткости порогов кузова. Крепление последнего к раме выполняют расчалочными приспособлениями 5. Предварительной правкой устраняют глубокие вмятины (рис. 4, б), изгибы (рис. 4, в) и перекосы (рис. 4, г). Так как в процессе правки могут образоваться трещины или разрывы, которые в дальнейшем необходимо устранить, правку проводят перед сварочными работами.
Удаление поврежденных участков кузовов и кабин выполняют газовой резкой, электрифицированным фрезерным инструментом или пневматическим резцом. Преимущества пневматического резца — это высокая производительность труда (0,08…0,1 м/с) по сравнению с газовой резкой (0,02м/с) и лучшее качество кромок в местах вырезки. Дефектные участки размечают с помощью шаблонов и мела, а затем удаляют. При удалении дефектных участков кузова или кабины необходимо предохранять корпус от искажений геометрии из-за ослабления его жесткости и под действием собственной массы.
Трещины и разрывы в корпусе кузовов и кабин устраняют полуавтоматической дуговой сваркой в среде углекислого газа или газовой сваркой. При ремонте отдают предпочтение сварке в среде углекислого газа, так как производительность этого процесса и качество сварного шва выше. Сварку осуществляют полуавтоматами, питающимися от источников постоянного тока обратной полярности силой 40А и напряжении 30В, используя для этого электродную проволоку Св-08ГС или Св-08Г2С диаметром 0,7мм. Для ограничения распространения трещины в процессе сварки ее концы необходимо засверлить сверлом диаметром 8 мм.
Газовой сваркой устраняют трещины и разрывы в панелях, изготовленных из листовой стали толщиной 0,5. 2,5мм, горелками ВСМ-53 или ГС-53 с наконечниками № 1 (для листов толщиной в 5. 1,5мм) и № 2 (для листов 1,0. 2,5мм). Для этого используют проволоку Св-08 или Св-15 диаметром (0,5h + 1) мм, где h — толщина свариваемого металла. Чтобы деталь при нагреве не потеряла свою форму, вначале производят сварку в отдельных точках с интервалом 10. 30мм, а затем по мере необходимости отдельные участки проваривают сплошным швом от концов трещины к середине.

Рис.3.Стенд для правки кузова легкового автомобиля:
1,3— рабочие цилиндры;2 — рама; 4 — кузов; 5 — расчалочное приспособление;
Изготовление дополнительной ремонтной детали начинают с правки стального листа, его раскроя и резки заготовок по разметке. После его деталь загибают или формуют на специальном оборудовании, готовые детали обрезают, сверлят, правят и зачищают. Материалом для изготовления ремонтной детали является тонколистовая холоднокатаная малоуглеродистая сталь толщиной 0,7. 1,5мм.
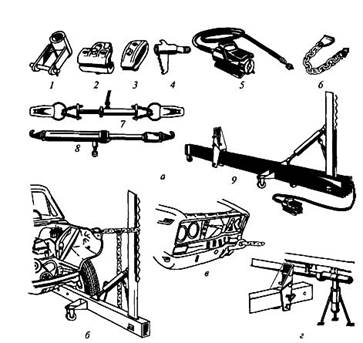
Приспособления для выполнения правки деформированного участка кузова:
а — комплект приспособления для устранения перекосов и перегибов; б, в и г — использование приспособлений при правке; 1 — оправка для вытягивания вогнутых деталей; 2 и 3 — самозакрепляющиеся гидравлические зажимы; 4 — оправка с зубцами для захвата выпрямляемой панели; 5 — насос; 6 — двойной захват; 7 — натяжной цилиндр с вытягивающим устройством; 8 — натяжной цилиндр с захватами; 9 — правильное устройство.
Проковка и зачистка сварных швов необходима для упрочнения места сварки и придания ему требуемого профиля. Ее выполняют пневматическим молотком при помощи комплекта поддержек и бойков. После проковки места сварки зачищают абразивным кругом, установленным в пневматических или электрических переносных машинках.
Окончательная правка и рихтовка панелей кузовов и кабин предназначена для обеспечения точности сборки и удаления мелких вмятин и выпучин, оставшихся на поверхностях. Рихтовку выполняют пневматическим рихтовальным устройством или вручную. Устраняют повреждения сваркой.
Источник