Ремонт автосцепного устройства
Износы и повреждения. К неисправностям автосцепного устройства относятся: трещины или излом корпуса автосцепки, излом или изгиб верхнего плеча предохранителя от саморасцепа или противовеса замкодержателя, излом шипа на замке для подвешивания предохранителя, износы большого и малого зубьев корпуса, превышающие допускаемые и могущие привести к само-расцепу, трещины и изломы тягового хомута, излом клина, трещины в корпусе пружинно-фрикционного аппарата, поломка пружины или износ клиньев и корпуса поглощающего аппарата. Трещины 4 (рис. 2.26) могут привести к излому корпуса. Кроме того, возможно нарушение работы автосцепного устройства вследствие повышенного износа отдельных его деталей, например износа большого и малого зубьев корпуса (поз. 1, 2, 6), ударной поверхности 5, хвостовика 3, превышающего предельно допустимые значения и могущего привести к саморасцепу автосцепки.

Осмотр и дефектировка. При ТР-1 автосцепку проверяют специальным комбинированным шаблоном с откид ной скобой и при необходимости заменяют. Для проверки исправности действия предохранителя от саморасцепа шаблон прикладывают к автосцепке, как показано на рис. 2.27, а, при этом полочка всей своей опорной плоскостью должна прилегать к тяговой поверхности большого зуба, а противоположная кромка основания шаблона — к лапе замкодержателя. Одновременно нажимают рукой на замок, пытаясь втолкнуть его в корпус автосцепки. Предохранитель исправен, если замок уходит в карман корпуса на расстояние не менее 7 мм и не более 18 мм при измерении в верхней части замка. Удержание механизмом замка в расцепленном положении проверяют, прикладывая шаблон, как показано на рис. 2.27, б. Затем поворотом валика подъемника до отказа перемещают замок внутрь и, освободив валик, продолжают удерживать шаблон в зеве автосцепки. Если при этом замок не выходит из кармана корпуса, а после прекращения нажатия на лапу шаблоном возвращается в первоначальное положение, то механизм автосцепки исправен.
Рис. 2.27. Проверка автосцепки комбинированным шаблоном
Откидной скобой шаблона проверяют возможность преждевременного включения предохранителя замка от саморасцепа при сцеплении автосцепок. Для этого шаблон устанавливают так, чтобы его откидная скоба стороной с вырезом 35 мм нажимала на лапу замкодержателя, а лист шаблона одновременно касался большого зуба (рис. 2.27, в). Автосцепка годна, если при нажатии на торец замка он беспрепятственно уходит в карман на весь свой ход.
Определяют толщину замка (рис. 2.27, г). Если она превышает контрольный размер выреза в шаблоне, т. е. между шаблоном и малым зубом имеется зазор, то замок годен. Толщину замка проверяют по всей высоте его вертикальной кромки.
Проверяют ширину зева корпуса автосцепки (рис. 2.27, д), предварительно слегка утопив замок, чтобы он не препятствовал правильному расположению шаблона. Ширина зева нормальная, если шаблон при его повороте не проходит мимо большого зуба. Проверку выполняют по всей высоте большого зуба.
Прикладывая шаблон к наружной поверхности охватом по ширине, проверяют износ малого зуба (рис. 2.27, е). Контроль осуществляют в средней части малого зуба в двух местах, отложив по 80 мм вверх и вниз от середины его высоты. При соприкосновении шаблона с боковой стенкой малого зуба автосцепка считается неисправной.
Износ тяговой стороны большого зуба и ударной поверхности зева определяют путем введения шаблона в зев. Если шаблон входит в зев, то автосцепка неисправна. Проверку выполняют в средней части большого зуба в двух местах, отложив по 80 мм вверх и вниз от середины.
Контролируют также состояние тягового хомута, клина, фрикционного аппарата, ударной розетки, маятниковой подвески и расцепного рычага. Для этого головку автосцепки снимают, осматривают хвостовик, хомут и клин. Хвостовик и клин проверяют магнитным дефектоскопом, убеждаются в отсутствии трещин. Трещины в частях авто сцепного устройства не допускаются. Болты, поддерживающие клин автосцепки, осматривают, погнутые или имеющие износ по диаметру более 2 мм заменяют. Проверяют выработку проушины для клина и износ хвостовика. Расстояние от упора хвостовика до цроушины должно быть не менее 46 мм. Клин, имеющий изгиб более 3 мм, ширину в местах износа менее 87 мм, толщину менее 30 мм, бракуют. Изношенный клин восстанавливают наплавкой.
Для проверки действия механизма автосцепки лапу замкодержателя утапливают внутрь головы автосцепки и делают попытку втолкнуть рукой замок. Если он не уходит дальше после упора верхнего плеча предохранителя в противовес замкодержателя, предохранительное устройство от саморасцепа считается исправным.
С помощью специального приспособления проверяют высоту автосцепки над головкой рельса. При необходимости ее регулируют.
Проверяют также положение фрикционного аппарата, который должен быть зажат задними и передними упорами буферного бруса.
Ремонт автосцепного устройства
Ремонт автосцепного устройства ТР-2 и ТР-3. Автосцепное устройство полностью разбирают и ремонтируют в специализированных отделениях, имеющих разрешение Главного управления вагонного хозяйства (ЦВ) на производство ремонта. После снятия с по-мощвто специального приспособления пружинно-фрикционного аппарата проверяют состояние упорных угольников в переднем брусе рамы. Упорные угольники с износом или перекосом исправляют наплавкой или приваркой планок. Проверяют состояние и крепление ударных розеток, маятниковых подвесок и расцепных рычагов.
Детали расцепных рычагов и их кронштейнов при наличии выработки восстанавливают наплавкой, погнутые рычаги выправляют. Ослабшие болты розеток и кронштейнов укрепляют, а негодные заменяют. Также заменяют поврежденные цепи приводов. Изношенные детали маятниковых подвесок восстанавливают или заменяют новы ми. Места повышенного износа плиты фрикционного аппарата восстанавливают электросваркой. Разборку поглощающего фрикционного аппарата выполняют в случае его неисправности.
Неисправности деталей автосцепки, возникшие в результате естественного износа, устраняют наплавкой под слоем флюса с последующей обработкой на строгальном или фрезерном станке и проверкой по специальным шаблонам.
После проверки — и ремонта на ряде деталей автосцепного устройства ставят клейма в предусмотренных инструкцией местах. Клеймению подлежат замок, замкодержатель, предохранитель, подъемник замка, валик подъемника, тяговый хомут, клин тягового хомута, ударная розетка, балочка центрирующего прибора, маятниковые подвески, ударная плита, корпус фрикционного аппарата и собранная автосцепка. Смазывать детали механизма головы автосцепки и трущиеся части поглощающего аппарата запрещается.
Снаружи голову автосцепки и другие детали (кроме деталей механизма, зева и внутренней поверхности головы) окрашивают черной краской, а сигнальный отросток замка — красной. После окончательной регулировки рессорного подвешивания замеряют высоту автосцепки над головками рельсов, определяют разность этих высот и положение автосцепки относительно горизонтали.
2.8. Р-.’мо’г.’ гузеео«
Нагрузки, действующие на кузов. Износы и повреждения элементов кузова. Кузова э. п. с. испытывают статические нагрузки от собственного веса и веса размещенного в них оборудования. Кроме того, при движении возникают дополнительные динамические нагрузки, действующие на кузов как в горизонтальной, так и вертикальной плоскостях. Под действием этих нагрузок элементы кузова изнашиваются; появляются трещины в их рамах, сварных швах рам и обшивки, деформация деталей каркаса кузова, обрывы болтов, нарушение уплотнений дверей, окон и др. Кроме того, детали кузова подвержены коррозии.
Осмотр кузовов. Проверяют состояние рамы и обшивки кузова, уделяя особое внимание опорам кузова. В них не должно быть трещин, ослабления крепления, следов вытекания смазки из ванн и амортизатора. На электровозах с пятниковыми опорами (ВЛ22 М , ВЛ8, ВЛ23 и др.) проверяют крепление пят и состояние подпятников. У дополнительных опор контролируют крепление их к раме кузова и тележек, а также состояние резиновых амортизаторов. Проверяют и при необходимости регулируют зазоры в боковых скользящих опорах. Резиновые конусы центральных опор кузова электровоза ВЛ60 не должны иметь разрывов и следов местного выдавливания. Комплектуют их после испытания под нагрузкой.
Осматривают детали, передающие усилия тяги и торможения от тележек к кузову (центральный шкворень электровозов ВЛ10, ВЛ11, ВЛ80, ЧС, тяго-‘вые кронштейны электровозов ВЛ60), а также противоотносные и противо-разгрузочные устройства. У электровозов ВЛ10, ВЛ11, ВЛ80, ЧС обращают внимание на состояние и надежность крепления деталей боковых опор, их смазку, целостность пружин, а также на износы деталей и зазоры между ними.
На сочлененных электровозах и вагонах электропоездов осматривают упругие переходные площадки и меха между ними, а у кузовов,вагонов электропоездов, кроме того, подвеску электрической аппаратуры и вспомогательных машин.
Проверяют состояние щитов и дверей высоковольтной камеры, их механических блокировок и предупредительных надписей, песочных бункеров, уплотнение их крышек и сеток, убеждаются в плотности патрубков и кожухов вентиляционной системы, целостности предохранительных сеток, а также в отсутствии течи через крышу и жалюзи.
При ТР-2 осуществляют подъем кузова с ревизией основных дополнительных и боковых опор кузова, ревизию шкворней, противоотносного устройства, противоразгрузочного устройства, люлечного подвешивания, гидравлических гасителей колебаний.
При ревизии опор кузова осматривают шкворневые балки кузова. Обнаруженные трещины разделывают и заваривают электродами Э42, а при необходимости усиливают постановкой накладок, контуры которых должны перекрывать поврежденные места не менее чем на 100 мм (а в особо стесненных условиях не менее чем на 50 мм).
Детали боковых опор очищают, контролируют состояние и износы наличников опор, скользунов, стаканов пружин, масляных ванн с их крышками, маслопроводов. Суммарный зазор между направляющими втулками стаканов в раме кузова должен быть не более 2,5 мм, а износы опоры верхнего стакана и бронзового скользуна — не превышать 5 мм. Износ накладки на раме тележки под скользуны боковой опоры не должен превышать 2 мм при ТР-3 и 4 мм в эксплуатации.
На шкворневых балках тележек электровозов с пятниковыми опорами (ВЛ8, ВЛ23 и др.) при осмотре убеждаются в отсутствии трещин в днищах гнезд для подпятников, признаком которых служит течь смазки.
Зазоры в пятниковых опорах измеряют щупом. Зазоры между пятой и подпятником по диаметру допускаются не более 2,5 мм. Общий боковой зазор между подвижным подпятником и стенками гнезда в шкворневой балке должен быть не более 3 мм, а зазоры между скользунами кузова и тележки — не менее 2 мм на сторону. При подъеме кузова обмеряют шкворень и зазоры в шаровом соединении сверху. Диаметр шкворня не должен быть менее 150 мм. Суммарный зазор между шаром и вкладышем более 2 мм не допускается.
Диаметр шара по наружной поверхности должен быть в эксплуатации не менее 217 мм для электровозов ВЛ10, ВЛ11, ВЛ80 и не менее 268 мм для электровозов ЧС4. Износ сегментообразных упоров допускается не более 2 мм, а зазор между ними и корпусом, который регулируют путем постановки прокладок, не более 1,5 мм. Суммарный зазор между шаром и вкла дышем, а также между упором и втулкой в шкворневом брусе не должен быть в эксплуатации более 2 мм для электровозов ВЛ10, ВЛ11, ВЛ80 и более 1,5 мм для электровозов ЧС4.
На электровозах с боковыми опорами кузова одновременно проводят ревизию противоотносного устройства. Излом пружин противоотносного устройства не допускается. Высота их в свободном состоянии должна быть не менее 246 мм для наружной пружины и не менее 233 мм для внутренней.
Источник
Технология ремонта корпуса автосцепки СА-3 грузового вагона
Рубрика: Технические науки
Дата публикации: 08.06.2015 2015-06-08
Статья просмотрена: 8765 раз
Библиографическое описание:
Бычковский, В. С. Технология ремонта корпуса автосцепки СА-3 грузового вагона / В. С. Бычковский, А. В. Карпов, Н. Г. Филиппенко. — Текст : непосредственный // Молодой ученый. — 2015. — № 12 (92). — С. 152-156. — URL: https://moluch.ru/archive/92/20161/ (дата обращения: 04.07.2021).

В данной статье рассмотрена технология ремонта корпуса автосцепки СА-3 грузовых вагонов. Описаны назначения данной детали, существующие допустимые и недопустимые дефекты. Причины появления этих дефектов. Порядок технологического процесса, порядок ремонта ударной поверхности малого зуба.
Автосцепка — автоматическое сцепное устройство, которое осуществляет сцепление единиц подвижного состава без участия (либо при минимальном участии) человека. Чаще всего применяется для железнодорожного подвижного состава (вагоны, локомотивы) друг с другом.
Вагоны и локомотивы магистральных железных дорог РФ оборудованных автоматической сцепкой СА — 3 (советская автосцепка, третий вариант), утвержденной в 1934 г. в качестве типовой.
Корпуса автосцепки целесообразно изготовлять из низколегированных сталей, например, марганцовистой марки 20ГЛ, ванадиевой 20ФЛ, марганцовистой — ванадиевой 20ГФЛ. Эти стали отличаются от обычной углеродистой большим временным сопротивлением и пределом текучести, обладают достаточной ударной вязкостью, хорошей свариваемостью и имеет невысокую стоимость. Корпус автосцепки из стали марки 20ГФЛ имеет предел выносливости на 50 % больше, чем из углеродистой стали [2, с. 215].
Основными факторами, действующие на автосцепное устройство и вызывающее его повреждение, являются:
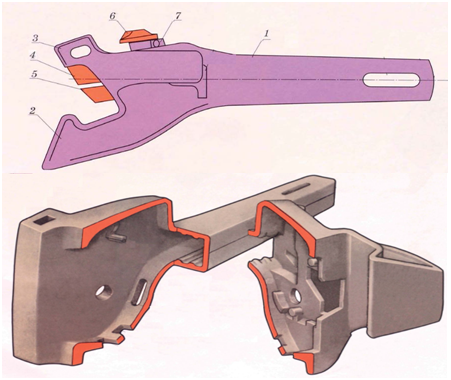
Рис. 1. Корпус автосцепки в сборе
Автосцепное устройство при работе испытывает значительные нагрузки, действующие в различных плоскостях. Сложное конструктивное исполнение деталей и их геометрических форм требует повышение уровня технологии изготовления, ремонта, система контроля и испытаний.
Значительные продольные и поперечные нагрузки на автосцепку появляются при входе состава в кривые участки пути или выходе из них, при переломах профиля железнодорожного полотна, на сортировочных станциях и горках, при начале движения и торможениях. Перегрузки в материале деталей автосцепки также возникают от несинхронности колебаний сочлененных вагонов. Возможны саморасцепы вагонов, появление деформаций в отдельных деталях устройства, отколов, трещин и других повреждений, включая разрушения.
Сложный профиль многих деталей также является естественным источником концентрации внутренних напряжений, особенно в переходных поверхностях.
Перечень дефектов корпуса автосцепки подлежащих ремонту (рис. 2):
а) наплавка изношенной торцевой поверхности хвостовика, дефект 1, если длина хвостовика менее 645 мм для автосцепок СА-3. После наплавки длина хвостовика должна быть не менее 650 мм;
б) наплавка изношенных поверхностей хвостовика, дефект 2 и дефект 3, при глубине износа от 3 мм до 8 мм.
в) заварка трещины в хвостовике на участке от головы автосцепки (включая переходную зону) до отверстия под клин тягового хомута суммарной длиной до 100 мм у корпусов, проработавших свыше 20 лет и не более 150 мм для остальных корпусов. Ранее разделанные и заваренные трещины учитываются, если по этой заварке возникла повторная трещина. В этом случае в суммарный размер трещин включается вся длина ранее выполненной заварки; дефект 4.
г) наплавка изношенных тяговых поверхностей малого, дефект 8 и большого зуба, дефект 5. Наплавка ударной поверхности малого зуба, дефект 7, и зева, дефект 6, при условии, что износостойкость или твердость нанесенного слоя металла при устранении дефектов 5; 7;8, должна быть не менее 250 НВ для грузовых и не менее 450 НВ — для рефрижераторных вагонов. Глубина износа от 3 мм до 8 мм.
д) заварка трещин в углах окон для замка и замкодержателя дефект 9, при условии, что после разделки они не выходят:
— в верхних углах окна для замка на горизонтальную стенку поверхности головки;
— в верхнем углу окна — за верхнее ребро со стороны большого зуба.
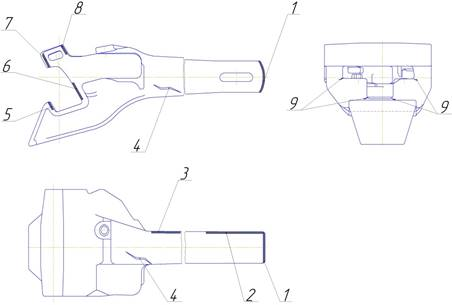
Рис. 2. Дефекты корпуса автосцепки
В нижних углах окна для замка и замкодержателя, длина этих трещин не должна превышать 20мм.
Заварку трещин производить с местным предварительным подогревом до температуры 200–250°С.
Указанные трещины допускаются быть сквозными.
Схема технологического процесса ремонта корпуса автосцепки представлена на рис. 3.
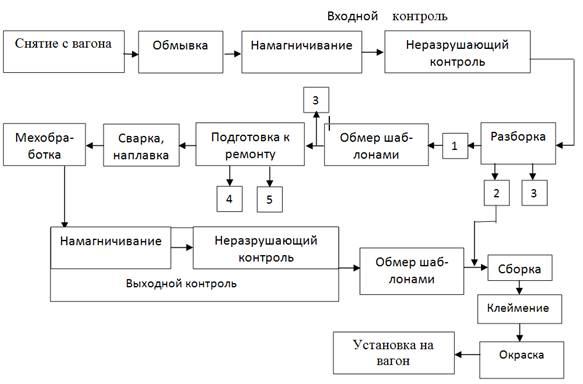
Рис. 3. Схема технологического процесса ремонта корпуса автосцепки
В схеме: 1 — ремонт сваркой, наплавкой корпуса автосцепки; 2 — контейнер для мелких деталей; 3 — металлолом; 4 — разделка трещин; 5 — очистка поверхностей под наплавку.
Рассмотрим на примере ремонта ударной поверхности молого зуба (дефект 7 рис. 2). Данный дефект представляет плоскость размером 65х446 мм.
а) Подготовительная операция
Подготовка изношенной поверхности под наплавку заключается в очистке поверхности от загрязнений, продуктов коррозии и удаления наплывов металла, вызванных пластической деформацией под нагрузкой. Очистка должна производиться до чистого металла (Rz 320). Наплывы должны сниматься ручной пневмошлифовальной машинкой ИП 2014Б или срубаться.
б) Наплавочная операция
Для восстановления ударной поверхности малого зуба корпуса автосцепки применяем стальную проволоку Св-12Х15Г2 диаметром dп=1,4 мм в защитном газе (аргон первого сорта). Твердость наплавки (400–500 НВ) по сравнению с твердостью основного металла (около 207 НВ), что дает хорошую износостойкость и обеспечивает увеличение ресурса работы детали. Для наплавки применяем полуавтоматы с четырех роликовыми механизмами подачи проволоки ПДГО-527–4К в комплекте со сварочным выпрямителем ВДУ-505.
Толщину наносимого слоя определяют по формуле
где ∆u — величина допустимого износа износа детали, ∆u=8 мм;
Zпр — припуск на последующую механическую обработку, Zпр=4 мм.
Режимы наплавки стальной проволокой Св-12Х15Г2 [3, с. 27]: сварочный ток Iсв = 354 А (постоянный обратной полярности); напряжение дуги Uд = 30÷32 В; расход газа Q(Ar) = 20÷22 л/мин; вылет электpодной пpоволоки 15–25 мм; скорость наплавки V= 19 м/ч.
в) Контрольная операция
После проведения сварочных работ электросварщик должен отбить шлак и проконтролировать качество сварочных швов визуально. Поры, шлаковые и металлические включения, раковины, наплывы, подрезы, свищи, прожог, трещины в сварном шве и на основном металле не допускаются.
г) Фрезерная операция
Фрезерование наплавленного слоя производим на вертикально-фрезерном станке ГФ3571. С применением торцово-конической фрезы тип: T475 SM-D050–56–3-32–13 [4, с. 33] (рис. 4). Параметры фрезы D=50 мм, D1=106 мм, D3=78 мм, L=92 мм, ap=70 мм, К о =70 о , число зубьев z=3.
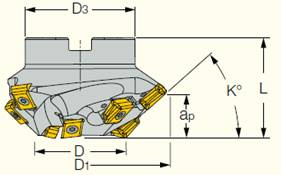
Рис. 4. Торцово-коническая фреза T475 SM-D050–56–3-32–13
Режимы резания [5, с. 140]: обработка черновая, глубина резания 4 мм; оборотная подача fn = 0,96 об/мин; действительная скорости резания Vco=210 м/мин; частота вращения шпинделя n = 840 об/мин; основное время при фрезеровании To=0,63 мин.
Схема фрезерования представлена на рис. 5.
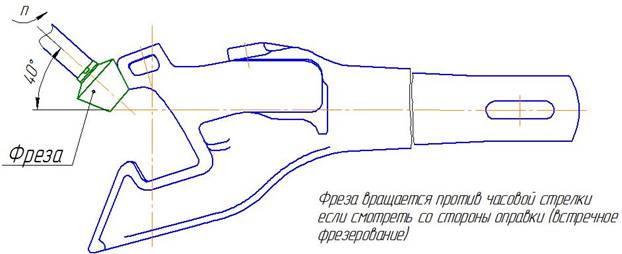
Рис. 5. Схема фрезерования ударной поверхности малого зуба
Таким образом, в результате проведенных работ, была внедрена проволока Св-12Х15Г2 для наплавки изношенных поверхностей, что позволило увеличить ресурс работы корпуса автосцепки за счет увеличения износостойкости. Был применен прогрессивный режущий инструмент, для увеличения скорости обработки и точности обрабатываемой поверхности.
1. Конструкция и ремонт автосцепного устройства подвижного состава железных дорог России. Учебное иллюстрированное пособие для колледжей и техникумов ж.-д. транспорта./ Б. В. Быков. Москва 2005
2. Конструкция вагонов. Учебник для колледжей и техникумов ж.-д. транспорта. 2-е изд./ И. Ф. Пастухов, В. В. Пигунов, Р. О. Кошкалда. Издательство «Маршрут» Москва 2004.-498 с.
3. Расчет режимов электрической сварки и наплавки. Методическое пособие./ Э. Г. Бабенко, Н. П. Казанова. Хабаровск 1999.-54 с.
4. ISCAR New Products 2015 Milling.-84 с.
5. Сменные пластины и инструмент САНДВИК-МКТС. Москва 2000.-172 с.
Источник