Организация и технология ремонта двигателей
Схема технологического процесса ремонта двигателя представлена на рисунке 10.
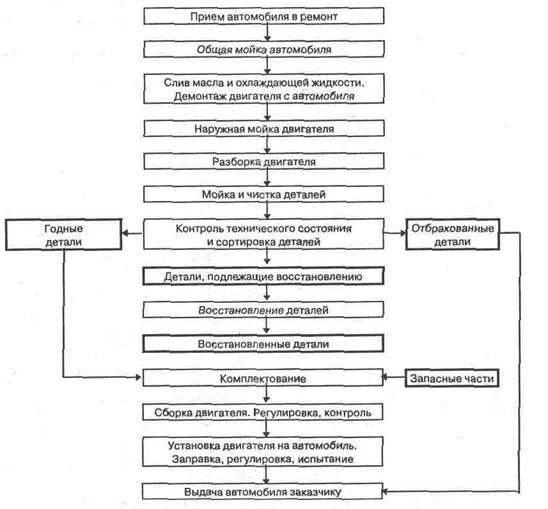
Рисунок 10 – Схема технологического процесса ремонта двигателя
Приём в ремонт. Приём в ремонт имеет своей задачей определение комплектности и технического состояния двигателей, оформление приёмо-сдаточного акта, составление предварительной калькуляции стоимости ремонта, ознакомление заказчика с калькуляцией и оформление заказа (договора на выполнение работ, оказание услуг).
В начальной стадии ремонта производится наружная мойка двигателя. Эта стадия мойки имеет большое значение для поддержания общей чистоты на предприятии и качества выполнения всех последующих ремонтных работ.
Мойка двигателя. Мойка двигателя производится или в специальной струйной моечной машине, или с помощью аппаратов высокого давления. Оптимальная температура моющего раствора t = 60…90°С.
Разборка двигателя.Технологический процесс разборки может быть организован на одном рабочем месте или на поточной линии. Последний вариант организации технологического процесса применяется на крупных мотороремонтных предприятиях с небольшой номенклатурой ремонтируемых агрегатов. При небольших разномарочных производственных программах используются универсальные посты разборки-сборки, оснащенные стендами-кантователями.
Необходимо исключить применение методов разборки с использованием ударных воздействий на детали, при которых в дополнение к дефектам, возникающим у деталей в процессе эксплуатации, возникают «разборочные» дефекты (деформация, разрушение и др.). Эти дефекты дополнительно увеличивают объем восстановительных работ и долю отбракованных деталей.
При выборе инструмента и другой технологической оснастки необходимо учитывать, что усилие отворачивания резьбовых соединений и распрессовки сопряжений с натягом в среднем на 15…25% выше усилий при их сборке.
Наиболее важным является применение специальных съемников, обеспечивающих сохранность демонтируемых деталей. Кроме этого, наиболее передовые инструментальные фирмы выпускают универсальные гаечные ключи и головки новой конструкции. Они имеют специальный профиль рабочей поверхности, который в отличие от традиционного, не концентрирует усилие на ребре гайки или головке болта, а распределяет его по поверхности грани, обеспечивая сохранность крепежных деталей и высокую производительность труда.
Стоимость профессионального инструмента высока, поэтому актуальным является вопрос его сохранности.
Опыт передовых зарубежных ремонтных предприятий показывает, что наиболее надежным и дешевым способом решения этой проблемы является передача инструмента в собственность исполнителям. Сотрудник в рассрочку обязан выкупить комплект необходимого ему для работы инструмента. При этом на него автоматически возлагается ответственность за сохранность.
При индивидуальном ремонте детали и узлы разобранного двигателя не обезличиваются и укладываются в специальный контейнер. Это необходимо для последующей сборки двигателя. Кроме того, отбракованные детали должны быть возвращены заказчику. Ряд деталей не разукомплектовываются из соображений сохранения их взаимного расположения. Это детали, которые при производстве обрабатываются в сборе. Например, в двигателе не разукомплектовываются: блок цилиндров и крышки коренных подшипников; шатуны и крышки шатунов; головка цилиндров и крышки опор распределительного вала. Не рекомендуется разукомплектовывать коленчатый вал и маховик. При разборке целесообразно маркировать сопряженные детали, обозначая их принадлежность и взаимное расположение.
Очистка деталей. Детали двигателей имеют различные виды эксплуатационных загрязнений, которые должны быть в процессе ремонта полностью удалены.
На первом этапе производится общая мойка деталей, аналогично тому, как осуществляется мойка агрегатов. В процессе общей мойки с поверхностей деталей удаляются масляные пленки. Кроме масляных пленок детали имеют сложные виды загрязнений, не удаляемые общей мойкой. К сложным видам загрязнений относятся нагар, накипь, смолистые отложения.
Нагар удаляется механическим путем с помощью металлических щеток, а также струёй сжатого воздуха, подающей на поверхность детали частицы твердой очищающей среды. В качестве твердой очищающей среды используется песок, косточковая крошка, пластмассовая крошка, сухой лед и др.
Пескоструйная обработка повреждает поверхность детали и, поэтому, может применяться только для очистки стальных и чугунных деталей, не имеющих хорошо обработанных поверхностей, например, выпускных трубопроводов.
Косточковая и пластмассовая крошки имеет меньшую твердость и сбивает слой нагара, не повреждая при этом поверхность деталей. Данная очищающая среда применяется при очистке деталей из черных и цветных материалов (головки цилиндров, поршни, клапаны и др.).
Накипь, образующаяся на поверхностях деталей, контактирующих с охлаждающей жидкостью, удаляется или способами удаления нагара или химическим способом специальными составами.
Источник
Схема поста ремонта двигателей
Участок ремонта двигателей в автосервисе
Основные работы, выполняемые на рабочем месте ремонта двигателей, — ремонт и регулировка двигателя путем замены деталей. Площадь рабочего места определяется суммарной площадью оборудования в плане, умноженной на 3,5 (коэффициент плотности расстановки оборудования согласно приложению 2 ОНТП-01-91). Количество рабочих определяется производственной программой — количеством ремонтов и их трудоемкостью.
На станциях технического обслуживания мелкий ремонт двигателя, вплоть до замены деталей поршневой группы, выполняется непосредственно на подъемниках без снятия двигателя с автомобиля, т. е. на стандартных рабочих местах. Ремонт двигателя со снятием с автомобиля выполняется на участке ремонта двигателей или ремонта двигателей и агрегатов (коробок передач, автоматических коробок передач, других агрегатов). При этом ни одна станция, если она не специализируется на этом виде работ, не устанавливает оборудование для выполнения полного комплекса работ по технологии ремонта двигателя. К примеру, станок шлифовки коленчатых валов достаточно дорогой, и его использование в условиях ограниченной производственной программы экономически нецелесообразно. То же можно сказать и о стенде регулировки топливной аппаратуры дизельных двигателей, станке расточки цилиндров, станке ремонта головки блока. Поэтому многие работы, в том числе по ремонту двигателя, СТО выполняет у субподрядчиков, т. е. по кооперации. Специализированные предприятия делают это лучше, качественнее и дешевле.
Рабочее место или участок ремонта двигателей и агрегатов, или отдельно двигателей, или отдельно агрегатов, создается с учетом экономической целесообразности. В связи с многовариантностью решений мы приводим полный перечень оборудования, используемого на рабочем месте, из которого в конкретном проекте применяется выбранное в соответствии с перечнем выполняемых работ (в этой ситуации необходимо предусмотреть возможность расширения участка): стенд для ремонта двигателей, моечная установка для мойки двигателей, моечная ванна для деталей,
стенд для разборки-сборки шатунно-поршневой группы, прибор для рихтовки и правки шатунов,
прибор для проверки упругости клапанных пружин и поршневых колец,
стенд для разборки и сборки головок цилиндров,
стенд для притирки клапанов,
станок для расточки цилиндров двигателей,
стенд для проверки масляных насосов и масляных фильтров двигателей,
стенд для шлифовки клапанов,
станок для шлифовки шеек коленчатого вала,
стенд для ремонта двигателя.
Учитывая современное состояние парка автомобилей и дороговизну запасных частей к нему, на участке ремонта двигателей может оказаться востребованным агрегат для сварки алюминиевых крупногабаритных деталей двигателя (блоков цилиндров и головок блоков). Кроме этого, участок должен иметь следующую технологическую оснастку: инструмент, специнструмент и приспособления для снятия двигателя с автомобиля, приспособление для сборки шатуна с поршнем, приспособления для установки поршней, снятия и установки поршневых колец, снятия кромки верхней части цилиндра, очистки каналов от нагара, для выпрессовки и установки втулок верхних головок шатуна, стенд для восстановления седел клапанов, инструмент и технологию восстановления направляющих втулок клапанов, другие приспособления.
Измерительный инструмент: динамометрические ключи, микрометры с пределом измерений от 0—25 до 100—125, нутромеры, шаблоны-калибры, щупы-шаблоны, динамометр, щуп пластинчатый, штангенциркуль и мерительная ли-нейка, высокоточные весы и другие измерительные инструменты, предусмотренные технологией ремонта двигателя, поверочная плита.
Организационная оснастка: верстак, инструментальная тележка, стеллажи для двигателей, ларь для обтирочных материалов и ларь для отходов, стеллаж для хранения деталей двигателя, подьемно-транспортное оборудование.
Участок должен иметь рабочее место холодной и горячей обкатки двигателей. Обкатке подвергают двигатели, прошедшие текущий ремонт с заменой деталей кривошипно-шатунного механизма. Рабочее место по обкатке двигателя должно быть оборудовано обкаточным стендом, обеспечивающим нагрузочные режимы двигателя при обкатке, измерительным инструментом, инструментом и специнструментом в соответствии с технологией испытания двигателя. Организационная оснастка та же, что и для рабочего места ремонта двигателя. Оба рабочих места должны быть оборудованы кран-балкой для подъема и транспортировки двигателей.
В настоящее время создаются специализированные предприятия по ремонту двигателей. В Украине существует сеть ремонтных мастерских по восстановлению блоков цилиндров, головок блоков и коленчатых валов, на которых работы выполняются по современным технологиям на современном оборудовании.
Источник
Проект участка по ремонту двигателей

Черниговский коледж транспорта и компьютерных технологий
Курсовой проект по дисциплине: «Обслуживание и ремонт автомобилей и двигателей»
На тему: «Проект участка по ремонту двигателей»
Чернигов 2016
Исходные данные: Атомобиль — ГАЗ-3308, Количество — 75 шт., Средний добовой пробег — 330км, Категория эксплуатации — 3, 3 смены, Климатический район — умеренный, Тип последнего ТО — ТО-2, Пробег от последнего ТО — 2000 км.
Содержание
Введение
1. Общий раздел
1.1 Исходные данные
1.2 Технические характеристики автомобилей
2. Технологический раздел
2.1 Режим работы АТП
2.2 Корректировка нормативов ТО и ремонта подвижного состава
2.3 Цикловой метод расчета количества КР и ТО на один автомобиль
за цикл
2.3.1 Расчет коэффициента перехода от цикла к году
2.3.2 Расчет коэффициента технической готовности
2.3.3 Расчет количества технических воздействий за год на один автомобиль
2.3.4 Расчет количества технических воздействий за год по парку
2.3.5 Расчет коэффициента использования парка
2.3.6 Расчет годового пробега по парку
2.3.7 Расчет суточной программы технических воздействий
2.4 Определение годовой производственной программы по диагностике
2.4.1 Суточная программа по диагностированию
2.5 Расчет производственной программы РОП в трудовых показателях
2.5.1 Расчетная нормативная скорректированная трудоемкость технических
воздействий
2.5.2 Годовой объем работ по ТО и ТР
2.6 Построение годового графика ТО и ремонта подвижного состава АТП
2.7 Выбор метода организации технологического процесса
2.8 Расчет годовой программы производственных подразделений
2.9 Расчет количества производственных работников
2.10 Выбор технологического оборудования
2.11 Расчет производственных площадей
2.12 Выбор и описание технологического процесса на проектируемых участки
2.13 Построение технологической операционной карты
3. Конструкторский раздел
3.1 Назначение и место применения приспособления
3.2 Строение приспособления и принцип его дии3
3.3 Техника безопасности при использовании приспособления
4. Техника безопасности и меры по охране окружающей среды
4.1 Общие положения техники безопасности
4.2 Правила техники безопасности на участке по ремонту двигателей
4.3 Электробезопасность
4.4 производ санитария
4.5 Противопожарная безопасность
4.6 Мероприятия по охране окружающей среды
5. Заключение
6. Список литературы
Состав: План участка (чертеж), Деталировка (чертеж), Сйомник(СЧ), ПЗ, Ведомость, Спецификация. 
Источник
Схема поста ремонта двигателей
+7 (343) 777-00-42 Пн-Вс c 7:00 -16:00 по Москве admin@ChertegRF.ru
Мои желания
Чертеж цеха по текущему ремонту двигателей грузовых автомобилей (формат А1) с разбивкой на зоны:
1 – наружной мойки
3 – ремонта двигателей
4 – обкатки и испытания
На листе перечислены и выставлены точки подвода электроэнергии, холодной и горячей воды с отводом в канализацию, сжатого воздуха, пара, слива промышленных стоков, местной вытяжной вентиляции.
По зонам выполнена расстановка оборудования:
1 Ванна моечная
2 Машина моечная для двигателей
3 Стеллаж для инструментов и деталей
5 Верстак на 2 рабочих места
6 Стенд для разборки и сборки двигателей
7 Стол для дефектовки
8 Стеллаж для деталей
9 Шкаф для инструментов
10 Приспособление универсальное для разборки и сборки узлов
11 Стенд для разборки муфт сцепления
12 Стол монтажный
13 Ларь для ветоши
14 Стеллаж для деталей
15 Шкаф для инструментов
16 Ящик для утиля
17 Станок для притирки клапанов
18 Шлифовальный станок
20 Стенд испытательный на герметичность
21 Станок для расточки гильз цилиндров
22 Станок хонинговальный
23 Станок токарно- винторезный
24 Станок настольно- сверлильный
25 Обкаточно-тормозной стенд
26 Ящик для песка
27 Подвесная кран балка
30 Сварочный стол
31 Шкаф для инструмента
Режим работы цеха выбираем следующий:
-количество дней работы в неделю-5
-продолжительность смены-8 часов
-число выходных дней-104
Участки на плане производственного корпуса размещаем так, чтобы ремонтируемый двигатель или отдельные громоздкие детали можно было перемещать по наикратчайшему пути, взаимосвязь разборочно-сборочных участков соответствовала ходу технологического процесса и направлению основного грузопотока. Испытательный участок размещаем рядом с участком по сборке двигателей.
Дополнительные материалы: в программе Word (8 страниц) прилагается к чертежу следующая информация:
— характеристика ремонтного участка
— выбор режима работы и расчет численности производственных рабочих цеха
— разработано совершенствование технологии организации ремонта двигателей: На проектируемом участке необходимо закупить установку для мойки двигателей, комплект разборочно-сборочных приспособлений. Так как от качества мойки напрямую зависит качество ремонта. Применение различных приспособлений, съемников уменьшает трудоемкость работ и увеличивает ресурс деталей. На участке дефектации необходимо иметь испытательный стенд для проверки на герметичность, измерительные приборы и приспособления для определения пригодности деталей к дальнейшей эксплуатации. На участке комплектации, сборки должны быть все технические условия на комплектование узлов и деталей. Необходимо отремонтировать имеющиеся стенды для сборки разборки и закупить новые. Необходимо произвести техническое обслуживание станков.
На участке испытания двигателей необходимо установить ящик с песком.
— расчет потребности и подбор основного технологического оборудования с составление подробной таблицы с перечнем наименования оборудования, марки, габаритных размеров, занимаемой площади
— выполнены расчеты по определению зон и участков проектируемого цеха
— предложена общая компоновка производственного корпуса и технологическая планировка участков
— сделан выбор подъемно-транспортного оборудования
Спецификация – 1 лист
Чертеж в программе: Компас 3D V
Источник