Схема конвейерной линии с тремя конвейерами
 При управлении группой конвейеров, обслуживающих сложный технологический комплекс, приходится вводить различные блокировки. Кроме того, весьма важным при проектировании схемы управления является сигнализация о состоянии механизмов, которая реализуется чаще всего с помощью световой мнемосхемы, расположенной на пульте управления оператора.
При управлении группой конвейеров, обслуживающих сложный технологический комплекс, приходится вводить различные блокировки. Кроме того, весьма важным при проектировании схемы управления является сигнализация о состоянии механизмов, которая реализуется чаще всего с помощью световой мнемосхемы, расположенной на пульте управления оператора.
На рис. 1 показана конвейерная линия, состоящая из трех последовательно расположенных конвейеров. Электропривод ленточных конвейеров осуществлен асинхронными двигателями с короткозамкнутым ротором, схема управления которыми показана на том же рисунке.
Схема управления электродвигателями группы конвейеров обеспечивает: требуемую продолжительность пуска конвейерной линии в направлении обратном грузопотоку. Этим исключается опасность в образовании завала в месте перегрузки. Поэтому пуск каждого последующего конвейера (в направлении против грузопотока) разрешается лишь тогда, когда грузонесущий орган предыдущего конвейера полностью разогнался.
Такая блокировка осуществляется с помощью реле скорости, контролирующего движение тягового органа; требуемую последовательность останова конвейерной линии в направлении грузопотока.
Должна быть предусмотрена такая блокировка, которая обеспечивала бы при аварийной остановке одного из конвейеров останов всех конвейеров от места загрузки до остановившегося конвейера, а остальные конвейеры должны продолжать работать, чтобы освободить тяговый орган от груза; контроль за временем пуска ленточных конвейеров.
Затянувшийся пуск свидетельствует либо о неисправности электродвигателя или системы управления им, либо о проскальзывании ленты по приводному барабану, что недопустимо.
Схему управления должна обеспечивать возможность остановки конвейерной линии из любой точки, аварийную остановку конвейера и всех последующих по направлению пуска при: затянувшемся времени пуска конвейера, снижении скорости ленты конвейера, обрыве тягового органа, недопустимом превышении скорости движения тягового органа, перегрузке электродвигателя конвейера, перегреве подшипников приводных барабанов, образовании завала в местах перегрузки, сходе ленты конвейера, искробезопасность исполнения цепей управления и минимальное число жил.
В схеме управления поточно-транспортной системой должны быть предусмотрены следующие виды сигнализации: предупредительная, аварийная, о числе включенных конвейеров и т. п.
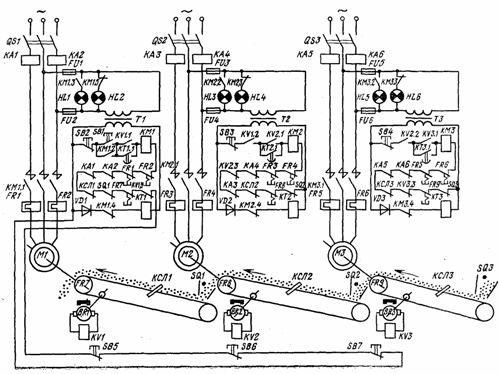
Рис. 1. Схема управления электроприводом трех конвейеров (поточно-транспортной системой)
Согласно вышеперечисленным требованиям пуск конвейерной линии осуществляется в следующей последовательности. Сначала запускается электродвигатель M1 нажатием на кнопку SB1. При этом получает питание контактор КМ1 и, срабатывая, замыкает свои линейные контакты КМ1.1 в цепи статора асинхронного двигателя M1. Двигатель начинает разворачиваться, приводя в движение ленту конвейера.
Одновременно с этим замыкаются блок-контакты: КМ1.2, шунтирующий кнопку SB1, и КМ1.3, включающий лампу сигнализации Н L 1, указывающую на рабочее состояние двигателя M1. Размыкание контакта КМ1.4 обесточивает реле времени КТ1, которое отсчитывает время, необходимое для разгона двигателя до максимальной частоты вращения.
 Лента конвейера, пришедшая в движение, приводит к вращению вал тахогенератора реле скорости KV1. При достижении лентой конвейера максимальной скорости реле KV1 подает сигнал на замыкание своих контактов: KV1.1 в цепи, шунтирующей контакт KТ1.1, а второй — KV1.2 в цепи управления следующего конвейера.
Лента конвейера, пришедшая в движение, приводит к вращению вал тахогенератора реле скорости KV1. При достижении лентой конвейера максимальной скорости реле KV1 подает сигнал на замыкание своих контактов: KV1.1 в цепи, шунтирующей контакт KТ1.1, а второй — KV1.2 в цепи управления следующего конвейера.
Нормальное протекание процесса пуска контролирует реле времени КТ1. По истечении положенного времени реле КТ1 отпускает свой якорь и вызывает размыкание своего контакта КТ1.1 в цепи контактора КМ1. Несмотря на размыкание контакта КТ1.1, контактор КМ1 продолжает получать питание через замкнувшийся контакт KV1.2.
Если же за время, необходимое для пуска, лента не достигла по каким-либо причинам своей максимальной скорости, контакт КТ1.1 разомкнётся до того, как замкнется контакт KV1.1, и двигатель M1 остановится, так как цепь контактора КМ1 будет разомкнута.
Затяжка была вызвана проскальзыванием ленты по барабану. Это опасный режим, который может вызвать загорание ленты. Поэтому в схеме и предусмотрена блокировка, исключающая этот опасный режим. В случае нормального прохождения пуска первого двигателя M1 подается сигнал на включение двигателя М2 второго конвейера — замыкается контакт KV1.2. Катушка контактора КМ2 обтекается током и, срабатывая, замыкает свои контакты КМ2.1 в цепи статора второго двигателя М2. Контроль за пуском второго двигателя производится в такой же последовательности.

В схемах управления электродвигателями предусмотрены следующие виды защит:
от перегрузки двигателей — тепловыми реле FR1 — FR6;
от перегрева подшипников приводных барабанов— тепловыми реле FR7 — FR9;
от превышения скорости движения конвейерной ленты — реле скорости KV1.3 — KV3.3;
от схода ленты — реле КСЛ1 — КСЛ3;
от завала в пунктах загрузки — выключателями SQ1 — SQ3.
При срабатывании одного из видов защиты останавливается не только конвейер, у которого произошла авария, но и последующие против потока груза. Остальные же конвейеры по направлению потока груза остаются работающими.
В схеме управления применена световая сигнализация, которая указывает на то, в каком состоянии находятся электродвигатели: включенные зеленые лампы HL2, HL4, HL6 указывают на отключенное состоян ие двигателя, красные HL1, HL3, HL5 — на рабочее состояние. Остановить конвейерную линию можно из любой точки трассы воздействием на одну из кнопок SB5, SB6, SB7.
Если Вам понравилась эта статья, поделитесь ссылкой на неё в социальных сетях. Это сильно поможет развитию нашего сайта!
Не пропустите обновления, подпишитесь на наши соцсети:
Источник
Схемы электропривода конвейеров
 В статье рассмотрены схемы электроприводов некоторых конвейеров. На рис. 1 показана принципиальная схема электропривода отдельных линий конвейера, скорости движения которых должны быть строго одинаковы. Такая необходимость возникает в поточном производстве, когда различные изделия после необходимых технологических операций на отдельных линиях должны встречаться на сборочном участке в строгом соответствии друг с другом.
В статье рассмотрены схемы электроприводов некоторых конвейеров. На рис. 1 показана принципиальная схема электропривода отдельных линий конвейера, скорости движения которых должны быть строго одинаковы. Такая необходимость возникает в поточном производстве, когда различные изделия после необходимых технологических операций на отдельных линиях должны встречаться на сборочном участке в строгом соответствии друг с другом.
Схема позволяет одновременно пускать и останавливать несколько конвейерных линий и регулировать их скорость движения. Согласованное движение достигается включением двигателей по схеме синхронного вала с общим преобразователем частоты ПЧ. Регулирование скорости двигателей Д1 и Д2 осуществляется изменением скорости ПЧ с помощью редуктора Р с изменяемым передаточным отношением.
Разрешение на пуск конвейеров дается операторами, следящими за работой конвейеров на наиболее ответственных участках. Нажатие на кнопки готовности Г1 и Г2 вызывает зажигание сигнальных ламп ЛС1 и ЛС2 и срабатывание реле РГ1 и РГ2. Последние подготовляют цепь пускового реле РП.
При нажатии на кнопку Пуск срабатывает РП, которое включает контактор Л1. Происходит однофазная синхронизация положения ПЧ, Д1 и Д2. Через выдержки времени маятниковые реле, встроенные в контакторы Л1 и Л2, последовательно включается Л2, отключается Л1 и включается ЛЗ. Осуществляется реостатный пуск двигателя преобразователя частоты по принципу времени (реле времени РУ1, РУ2, РУЗ).
На рис. 2 приведена схема электропривода эскалатора метрополитена, позволяющая работать на подъем и спуск пассажиров. В качестве приводного двигателя используется асинхронный двигатель с фазным ротором мощностью до 200 кВт В определенные часы суток при незначительном потоке пассажиров эскалатор может длительно работать практически вхолостую.
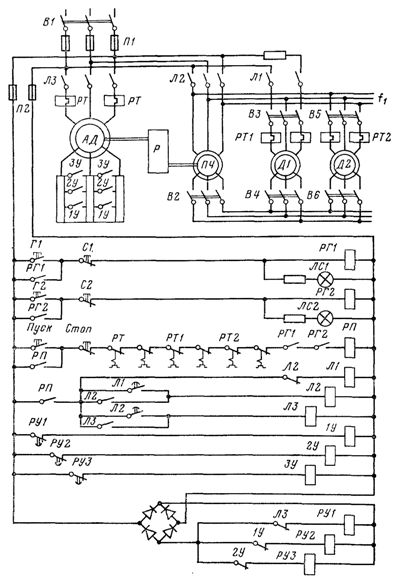
Рис. 1. Схема электропривода конвейерных линий с согласованным движением.
Для повышения коэффициента мощности и КПД двигателя при снижении нагрузки на его валу примерно до 40% номинальной статорная обмотка переключается с треугольника на звезду. При повышении нагрузки она вновь включается на треугольник.
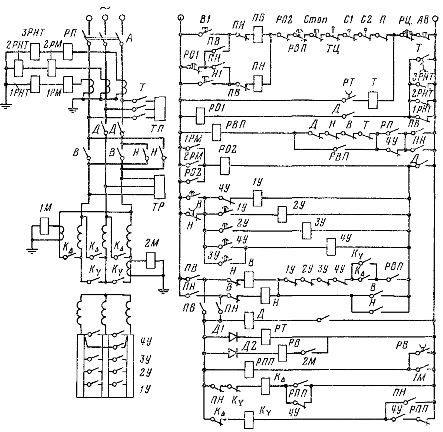
Рис. 2. Схема электропривода эскалатора метрополитена.
Указанные переключения осуществляются автоматически с помощью реле максимального тока 1M и 2М, которые управляют контакторами kΔ и kY через реле РПП и РВ. Контакт РВ с выдержкой времени на размыкание обеспечивает наличие цепи катушки РПП в период времени между отключе¬нием 2М и включением 1М.
В генераторном режиме спуска с полной нагрузкой двигатель загружен существенно меньше (из-за механических потерь установки), чем при аналогичной нагрузке в режиме подъема. Поэтому в режиме на спуск статорная обмотка двигателя всегда включена на звезду. Пуск двигателя осуществляется в функции времени с использованием маятниковых реле контакторов ускорения 1У—4У. Торможение — механическое. При этом рабочий тормоз TP установлен на валу двигателя, а предохранительный ТП — на валу приводной звездочки, с тем чтобы обеспечить остановку лестницы при нарушении механической связи между валами звездочки и двигателя.
Схема осуществляет описанные в предыдущем разделе типовые защитные блокировки: от неисправности механической части оборудования — вытяжка цепей и поручней (конечные выключатели ТЦ, П), нарушение конструкции ступеней (конечные выключатели С1 и С2), превышение температуры подшипников (тепловое реле 7), от превышения скорости (центробежное реле скорости РЦ).
Кроме того, предусмотрена защита двигателя: максимальная (реле 1РМ, 2РМ), от перегрузки (реле РП), от потери двигателем питания (реле нулевого тока 1РНТ, 2РНТ, 3РНТ), от приваривания замыкающих контактов силовых контакторов (размыкающие контакты Д, Я, В, Т в цепи катушки РВП и 1У—4У в цепи катушки В).
Защита от потери питания, превышения температуры подшипников и перегрузки двигателя действует с выдержкой времени, определяемой реле времени РО1 и РВП. Все защиты, за исключением реле скорости РЦ, осуществляют остановку двигателя его отключением от сети и наложением рабочего тормоза ТР. Только в конце процесса торможения, после истечения выдержки времени реле РТ, накладывается дополнительно предохранительный тормоз ТП. При срабатывании реле скорости РЦ или нажатии на кнопку АВ аварийного останова одновременно накладываются оба тормоза.
Если Вам понравилась эта статья, поделитесь ссылкой на неё в социальных сетях. Это сильно поможет развитию нашего сайта!
Не пропустите обновления, подпишитесь на наши соцсети:
Источник
Cистемы управления конвейерами и транспортерами

Наиболее сложны схемы управления конвейерами поточнотранспортных систем. При совместно работающих конвейерах должна предусматриваться блокировка, обеспечивающая пуск и остановку двигателей без возникновения завала транспортируемого груза.
Запускают двигатели конвейеров в последовательности, обратной направлению движения груза, а остановку линии начинают отключением двигателя конвейера, с которого груз поступает на следующие конвейеры.
Полная остановка линии может произойти и при одновременном отключении двигателей. По команде на остановку прекращается поступление груза на головной конвейер и по истечении времени, необходимого для прохождения грузом всей трассы линии, все двигатели автоматически отключаются. При остановке какого-либо конвейера двигатели всех конвейеров, подающих груз на остановившийся конвейер, должны остановиться, а следующие за ним конвейеры могут продолжать работать.

Выравнивание нагрузки в регулируемых электроприводах
При конвейерах большой длины с многодвигательным электроприводом ставится задача автоматического регулирования отдельных двигателей с целью перераспределения нагрузки между ними и обеспечения равномерности натяжения ленты по ее длине. Это относится как к работе с установившейся скоростью движения ленты, так и к процессу пуска конвейера.
Автоматизация работы конвейерных установок
 Уровень автоматизации конвейерных установок определяется степенью автоматизации функций управления, применяемыми техническими средствами и типом структуры системы управления.
Уровень автоматизации конвейерных установок определяется степенью автоматизации функций управления, применяемыми техническими средствами и типом структуры системы управления.
Автоматизированные системы управления (АСУ) конвейерных установок выполняет следующее функции: автоматизацию пуска и останова групп электродвигателей с центрального щита управления, контроль вступления в работу каждой машины, контроль состояния механизмов всех машин группы, выполнение отдельных вспомогательных операций при непрерывном движении грузов (учет, дозирование, регулирование производительности и т. п.), автоматизацию операций загрузки, разгрузки и распределения грузов по заданным пунктам-адресам с помощью систем автоматического адресования грузов, контроль заполнения бункеров и выдачи грузов в зависимости от их заполнения.
По типу структур АСУ конвейерными установками делятся на системы централизованного и децентрализованного управления, а также системы со смешанной структурой, причем все три типа структур могут быть одноуровневыми и многоуровневыми. Для сложных АСУ конвейерными установками целесообразно рекомендовать к применению децентрализованную многоуровневую АСУ.
В структуру АСУ конвейерными установками входит рад практически автономных подсистем. Обычно выделяют четыре таких подсистемы: технологического контроля и представления информации, автоматизированного управления, регулирования, технологических защит и блокировок.
 Подсистема технологического контроля и представления информации выполняет: контроль (измерение, представление), сигнализацию, регистрацию, расчет технико-экономических показателей, связь с другими подсистемами АСУ конвейерными установками.
Подсистема технологического контроля и представления информации выполняет: контроль (измерение, представление), сигнализацию, регистрацию, расчет технико-экономических показателей, связь с другими подсистемами АСУ конвейерными установками.
Информация о состоянии конвейерных установок и их исполнительных механизмов поступает от датчиков, указателей положения, от конечных и путевых выключателей, блок-контактов пускателей, контакторов и функциональной аппаратуры. Контроль параметров конвейерных установок, сведения о которых требуются оперативному персоналу постоянно, дублируется индивидуальными измерительными комплектами непрерывного действия.
Контроль наличия груза на ленте, пластинчатом полотне и т. п. осуществляется с целью предотвращения перегрузки рабочего органа, а также переполнения пересыпных устройств в точках перегрузки. В качестве датчиков наличия груза в рассматриваемой подсистеме применяются контактные (датчики нажимного типа) и бесконтактные датчики. В качестве бесконтактных датчиков используются индуктивные, радиоактивные, емкостные и фотоэлектрические датчики.
Наличие груза на ленте контролируется при помощи датчиков, замыкающих электрическую цепь при отклонении импульсного прибора массой перемещаемого груза. Импульсный элемент в частном случае может быть выполнен в виде лопатки или ролика. При определенной нагрузке провисающая ветвь движущейся ленты приводит во вращение ротор датчика, включает сигнализацию и отключает электропривод конвейера. При транспортировании штучных грузов, если производится их перегрузка с одного конвейера на другой, осуществляется контроль минимально допустимых интервалов между отдельными грузами.
Контроль грузопотока на ленте конвейера может быть осуществлен при использовании соосно расположенных источников и приемников радиоактивных излучений. Сигнал радиоактивного излучения, уровень которого зависит от толщины слоя материала на лейте, преобразуется и поступает на устройство индикации, а затем на сервомотор, управляющий задвижкой бункера. Одновременно сигнал из преобразователя подается на интегрирующее устройство, которое показывает количество транспортируемого груза.
Контроль сбега ленты может осуществляться с помощью аппарата АКЛ-1, принцип действия которого основывается на перекатывании контролирующего ролика по нерабочей стороне ленты. При отсутствии ленты над роликом рычаг под действием груза поворачивается и отключает пускатель последнего. Для контроля сбега ленты могут также применяться бесконтактные, например фотоэлектрические датчики, которые выполняются в виде фотоэлементов с внешним фотоэффектом, фотосопротивления или фотоэлемента с запирающим слоем.

Контроль пробуксовки и обрыва ленты производится аппаратом, который реагирует также па разрыв ленты, нарушение целости роликовых опор и работы двигателей. Принцип работы аппарата заключается в определении времени оборота рычага закрепленного на оси ведомого барабана конвейера. При увеличении времени оборота рычага, что может быть вызвано только пробуксовкой ленты, подается сигнал на отключение подающего и буксующего конвейеров.
Контроль движения тяговых органов осуществляется с помощью реле скорости, которые подразделяются на механические (динамические, центробежные, динамические инерционные, гидравлические) и электрические (индуктивные и тахогенераторные).
На ленточном конвейере место установки реле скорости можно брать произвольно, так как скорость ленты по длине конвейера при любом режиме не меняется (обычно его ставят на валу хвостового барабана). Место установки реле скорости на дленных конвейерах существенно влияет на надежность подсистемы технологического контроля (наиболее опасным является разрыв на приводной звездочке), поэтому реле скорости устанавливается на холостой ветви после привода.
Контроль мест перегрузки осуществляется с помощью сигнализаторов завалов перегрузочных пунктов, работа которых основывается на отклонении подвижного элемента, например, до лотка датчика, который отключает двигатель подающего конвейера.
Контроль степени заполнения бункерных установок осуществляется установкой датчиков верхнего и нижнего уровня материала, что позволяет автоматически отключать двигатель загрузочного конвейера при переполнении бункера и двигатель конвейера, на который производится разгрузка, при отсутствии материала в бункере.
Датчики путевой автоматики определяют постоянную связь движущейся цепи, тележек, подвесок и отдельных механизмов конвейера с подсистемой технологического контроля. Движущийся элемент тем или иным способом (чаще всего механическим контактом) воздействует на щуп датчика, который передает сигнал непосредственно в датчик, например, в контактный или бесконтактный конечный выключатель.
Датчики путевой автоматики обеспечивают правильную работу передаточных устройств, контролируют взаимное расположение тележек с подвесками и выполняют другие подобные операции при работе конвейера.
Например, в современных толкающих конвейерах используют в основном три унифицированных типа датчиков, тележки, толкателя и свободного толкателя. В датчиках путевой автоматики современных конструкций собственно датчиком служит индуктивный датчик с бесконтактным переключателем.
Подсистема технологического контроля и представления информации должна быть снабжена двусторонней звуковой оперативной и предупредительной сигнализацией, в частности, пуску конвейера должна предшествовать звуковая сигнализация.

Подсистема автоматизированного управления конвейерными установками выполняет следующие функции: последовательный пуск двигателей конвейерной линии в порядке, обратном направлению грузопотока, с необходимой выдержкой между включениями, останов всей линии с центрального щита управления и каждого конвейера с места установки, местный пуск каждого конвейера (с отключением блокировок) в обоих направлениях при наладке, регулировании и опробовании линии, автоматическое приведение схемы управления в положение «выключено» при отсутствии напряжения.
Обычно пусковую кнопку ставят на центральном щите управления, а кнопки «Стоп» располагают в нескольких местах каждого отдельного производственного помещения, в переходных галереях, у приводных механизмов, на участке загрузки и разгрузки — для быстрой аварийной остановки конвейера и предотвращения несчастных случаев. При аварийной остановке одного конвейера в поточной линии немедленно останавливаются все предыдущие конвейеры.
втоматическое адресование грузов при использовании конвейерных установок связано с решением следующих задач: с сортировкой тарно-штучных грузов по определенным секциям склада, стеллажам, штабелям, подвесным путям, транспортным средствам, распределением сыпучих грузов по бункерам, силосам или штабелям, с выдачей сыпучих и штучных грузов в заданной последовательности из штабелей, стеллажей, бункеров, силосов, аккумулирующих секций различных конвейеров в определенные точки склада, на конвейер, транспортное средство и т. д.
При автоматическом адресовании тарно-штучных грузов применяются два способа: децентрализованный, когда адресоносителями являются сами грузы, и централизованный, когда маршрут следования грузов задается на пульте управления.
Принцип действия систем децентрализованного адресования основывается на совпадении программы, нанесенной на адресоноситель, и настроенного на эту программу приемного (считывающего) устройства. В таких системах исполнительные элементы (приводы стрелочных переводов, сталкиватели роликовых, цепных конвейеров) получают команды непосредственно от адресуемого объекта. Основными типами систем децентрализованного адресования штучных грузов являются электромеханическое с шипами или штырями, фотоэлектрическое, электромеханическое флажковое, оптическое, электромагнитное.
 Подсистема регулирования выполняет следующие функции: получение информации о текущем значении регулируемых параметров, сравнение текущих значений регулируемых параметров с заданными значениями, формирование закона регулирования, выдачу регулирующих воздействий, обмен информацией с другими подсистемами.
Подсистема регулирования выполняет следующие функции: получение информации о текущем значении регулируемых параметров, сравнение текущих значений регулируемых параметров с заданными значениями, формирование закона регулирования, выдачу регулирующих воздействий, обмен информацией с другими подсистемами.
Например, система автоматического регулирования производительности конвейерной установки организуется на основе информации, получаемой от датчиков, измеряющих скорость движения груза, линейную нагрузку, и воздействует на положение шибера, на скорость питателей.
Подсистема защит и блокировок определяет минимизацию экономических потерь на восстановление работоспособности оборудования конвейерных установок. Свое назначение подсистема защит и блокировок выполняет путем предотвращения или устранения ситуаций, приводящих к нарушению технологического процесса или к повреждению оборудования.
Особую роль играет надежное функционирование блокировок для сложения систем конвейерных установок в период проведения пускоостановочных операций.
Конвейерные установки оборудуются блокировками, которые отключают привод конвейера при пробуксовке ленты, поперечном и продольном порыве ленты, сходе ленты в сторону свыше установленных допусков, повышении температуры барабанов или других механизмов конвейера сверх допустимой величины.
Если Вам понравилась эта статья, поделитесь ссылкой на неё в социальных сетях. Это сильно поможет развитию нашего сайта!
Не пропустите обновления, подпишитесь на наши соцсети:
Источник