- Brima arc 200 схема принципиальная электрическая
- Ищу схему для Сварог ARC 200B
- Пользователь сказал cпасибо:
- Пользователь сказал cпасибо:
- Очередь просмотра
- Очередь
- YouTube Premium
- Хотите сохраните это видео?
- Пожаловаться на видео?
- Понравилось?
- Не понравилось?
- Текст видео
- Ремонт трехэтажки, ARC-200
- Найдены возможные дубликаты
- Сообщество Ремонтёров
- Правила сообщества
- Спец мини 250пн
- Energy ARC 220
- Ресанта 250Проф
- Изи ремонт
- Субмодуль сварочного аппарата РЕСАНТА
- Ремонт сварочных инверторов ТОРУС
- Почему ломаются сварки?
Brima arc 200 схема принципиальная электрическая
 Основным элементом простейшего сварочного аппарата является трансформатор, работающий на частоте 50 Гц и имеющий мощность несколько кВт. Поэтому его вес десятки килограмм, что не совсем удобно.
Основным элементом простейшего сварочного аппарата является трансформатор, работающий на частоте 50 Гц и имеющий мощность несколько кВт. Поэтому его вес десятки килограмм, что не совсем удобно.
С появлением мощных высоковольтных транзисторов и диодов широкое распространение получили сварочные инверторы. Основные их достоинства: малые габариты, плавная регулировка сварочного тока, защита от перегрузки. Вес сварочного инвертора с током до 250 Ампер всего несколько килограмм.
Принцип работы сварочного инвертора понятен из ниже приведенной структурной схемы:
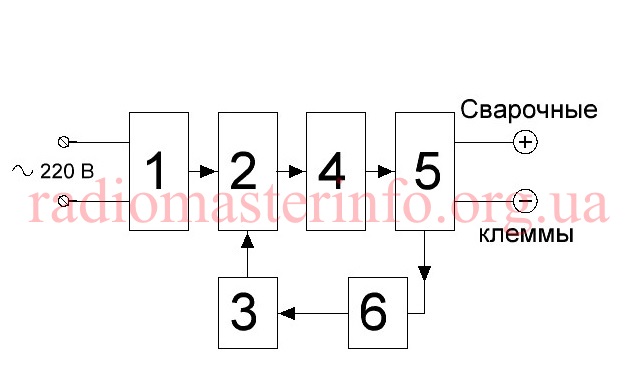
Переменное сетевое напряжение 220 В поступает на без трансформаторный выпрямитель и фильтр (1), который формирует постоянное напряжение 310 В. Это напряжение питает мощный выходной каскад (2). На вход этого мощного выходного каскада подаются импульсы частотой 40-70 кГц от генератора (3). Усиленные импульсы подаются на импульсный трансформатор (4) и далее на мощный выпрямитель (5) к которому подключены сварочные клеммы. Блок управления и защиты от перегрузки (6) осуществляет регулировку сварочного тока и защиту.
Так как инвертор работает на частотах 40-70 кГц и выше, а не на частоте 50 Гц, как обычный сварочник, габариты и вес его импульсного трансформатора в десятки раз меньше чем обычного сварочного трансформатора на 50 Гц. Да и наличие электронной схемы управления позволяет плавно регулировать сварочный ток и осуществлять эффективную защиту от перегрузок.
Рассмотрим конкретный пример.
Инвертор перестал варить. Вентилятор работает, индикатор светится, а дуга не появляется.
Такой тип инверторов довольно распространен. Эта модель называется «Gerrard MMA 200»

Удалось найти схему инвертора «ММА 250», которая оказалась очень похожа и существенно помогла в ремонте. Основное ее отличие от нужной схемы ММА 200:
- В выходном каскаде по 3 полевых транзистора , включенных параллельно, а у ММА 200 — по 2.
- Выходных импульсных трансформатора 3, а у ММА 200 — всего 2.
В остальном схема идентична.
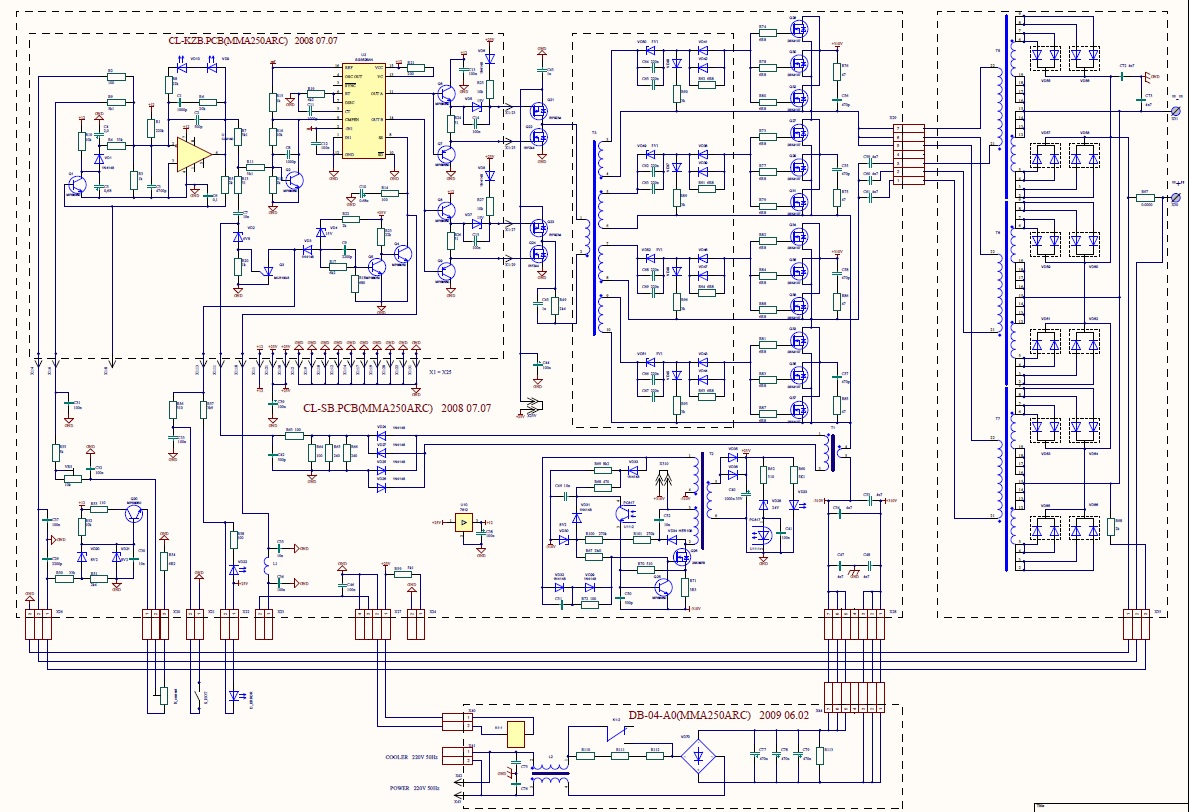
Коротко о самой схеме.
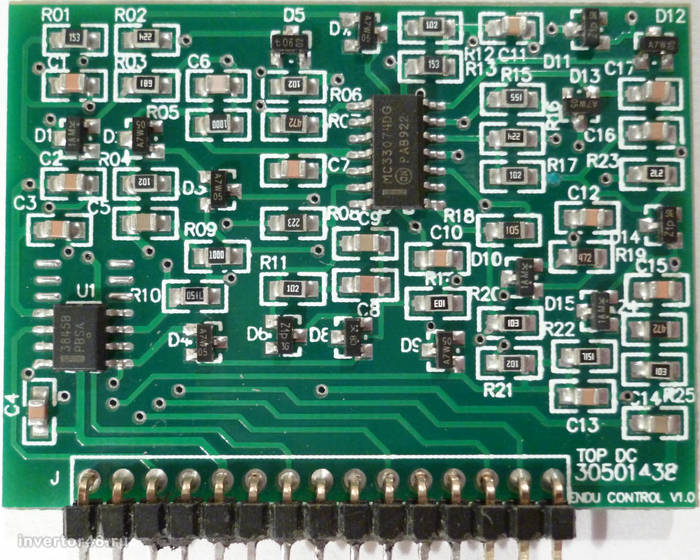
В начале статьи приводится описание структурной схемы сварочного инвертора. Из этого описания понятно, что сварочный инвертор, это мощный импульсный блок питания с напряжением холостого хода около 55 В, что необходимо для возникновения сварочной дуги, а также, регулируемым током сварки, в данном случае, до 200 А. Генератор импульсов выполнен на микросхеме U2 типа SG3525AN, которая имеет два выхода для управления последующими усилителями. Сам генератор U2 управляется через операционный усилитель U1 типа СА 3140. По этой цепи осуществляется регулировка скважности импульсов генератора и таким образом величина выходного тока, устанавливаемая резистором регулировки тока, выведенным на переднюю панель.
С выхода генератора импульсы поступают на предварительный усилитель выполненный на биполярных транзисторах Q6 — Q9 и полевиках Q22 – Q24 работающих на трансформатор Т3. Этот трансформатор имеет 4 выходные обмотки которые через формирователи подают импульсы на 4 плеча выходного каскада собранного по мостовой схеме. В каждом плече в параллель стоят по два или по три мощных полевика. В схеме ММА 200 – по два, в схеме ММА – 250 – по три. В моем случае ММА – 200 стоят по два полевых транзистора типа K2837 (2SK2837).
C выходного каскада через трансформаторы Т5, Т6 мощные импульсы поступают на выпрямитель. Выпрямитель состоит из двух (ММА 200) или трех (ММА 250) схем двухполупериодных выпрямителей со средней точкой. Их выходы соединены параллельно.
С выхода выпрямителя через разъемы Х35 и Х26 подается сигнал обратной связи.
Также сигнал обратной связи с выходного каскада через токовый трансформатор Т1 подается на схему защиты от перегрузок, выполненную на тиристоре Q3 и транзисторах Q4 и Q5.
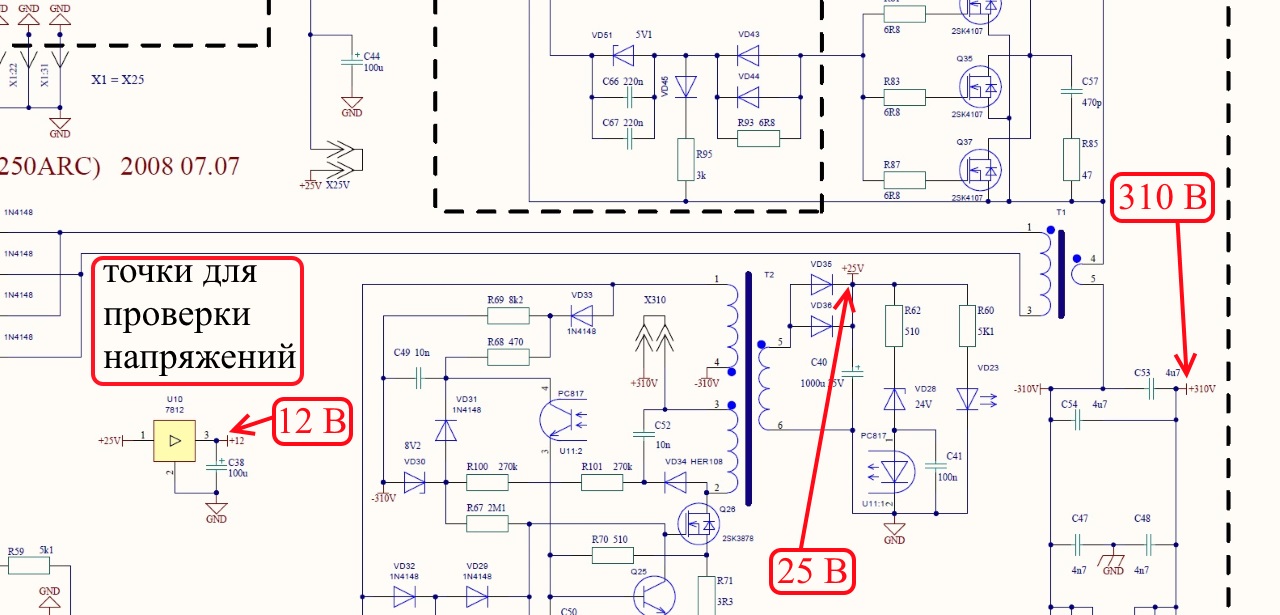
Выходной каскад питается от выпрямителя сетевого напряжения, собранного на диодном мосте VD70, конденсаторах С77-С79 и формирующего напряжение 310 В.
Для питания низковольтных цепей используется отдельный импульсный блок питания, выполненный на транзисторах Q25, Q26 и трансформаторе Т2. Этот блок питания формирует напряжение +25 В, из которого дополнительно через U10 формируется +12 В.
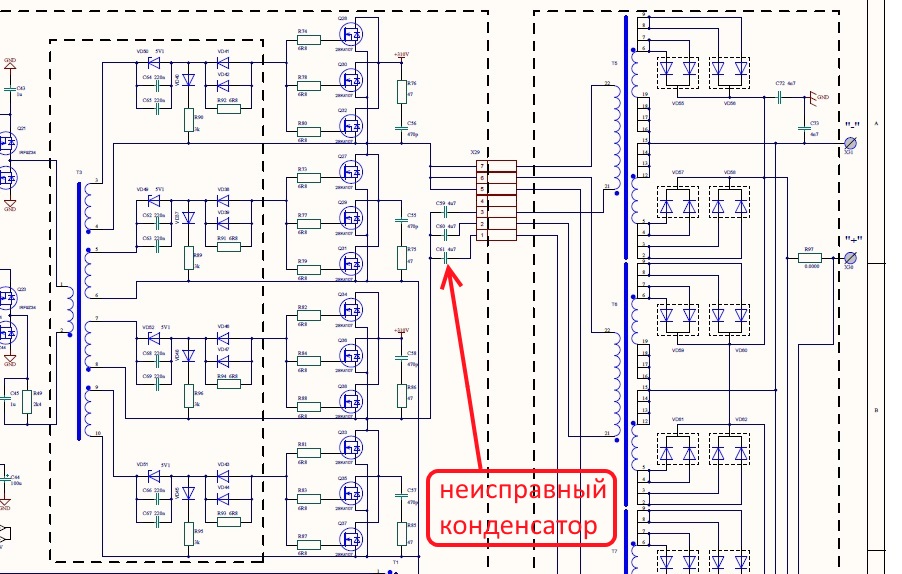
Вернемся к ремонту. После открывания корпуса визуальным осмотром был обнаружен подгоревший конденсатор 4,7 мкФ на 250 В.

Это один из конденсаторов, через которые подключаются выходные трансформаторы к выходному каскаду на полевиках.
Конденсатор был заменен, инвертор заработал. Все напряжения в норме. Через несколько дней инвертор снова перестал работать.
При детальном осмотре были обнаружены два разорванных резистора в цепи затворов выходных транзисторов. Их номинал 6,8 Ом, фактически они в обрыве.

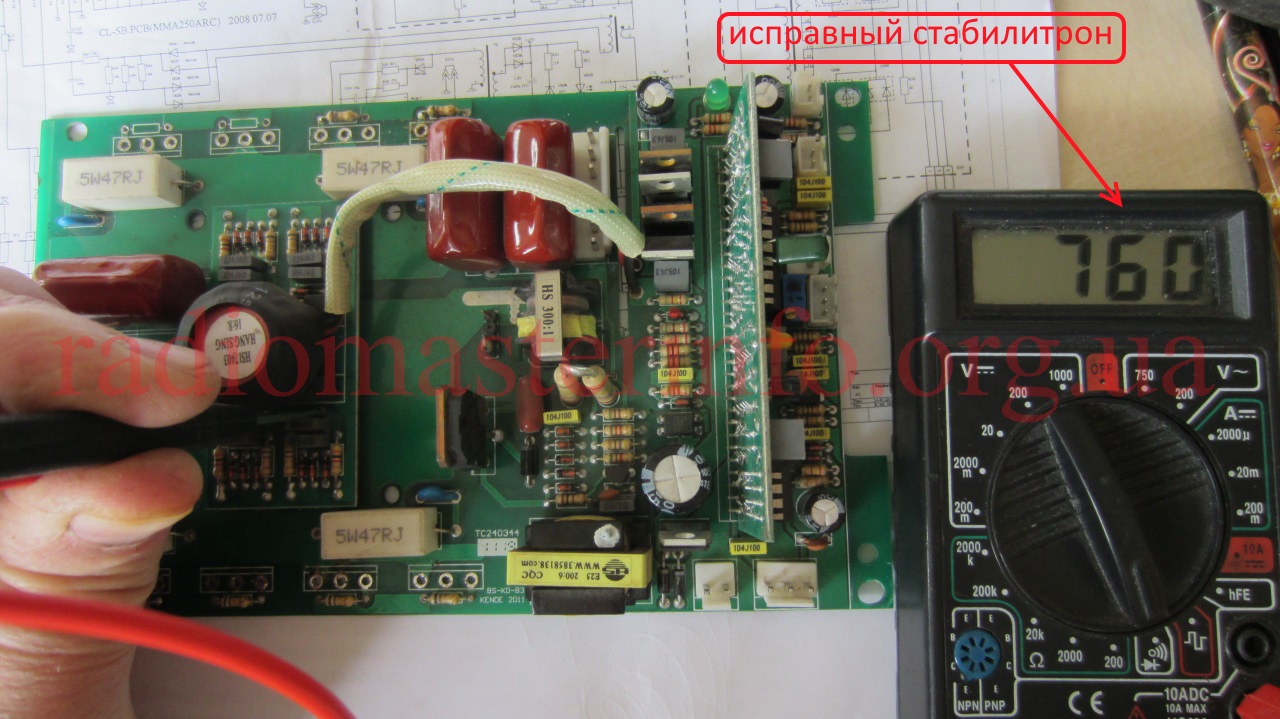
Были проверены все восемь выходных полевых транзистора. Как упоминалось выше, они включены по два в каждом плече. Два плеча, т.е. четыре полевика, вышли из строя, их выводы накоротко соединены между собой. При таком дефекте высокое напряжение от цепей стока попадает в цепи затворов. Поэтому были проверены входные цепи. Там также обнаружены неисправные элементы. Это стабилитрон и диод в цепи формирования импульсов на входах выходных транзисторов.

Проверка производилась без выпаивания деталей путем сравнения сопротивлений между одинаковыми точками всех четырех формирователей импульсов.
Также были проверены все остальные цепи вплоть до выходных клемм.
При проверке выходных полевиков все они были выпаяны. Неисправных, как выше упоминалось, оказалось 4.
Первое включение делалось вообще без мощных полевых транзисторов. При этом включении была проверена исправность всех источников питания 310 В, 25 В, 12 В. Они в норме.
Точки проверки напряжений на схеме:
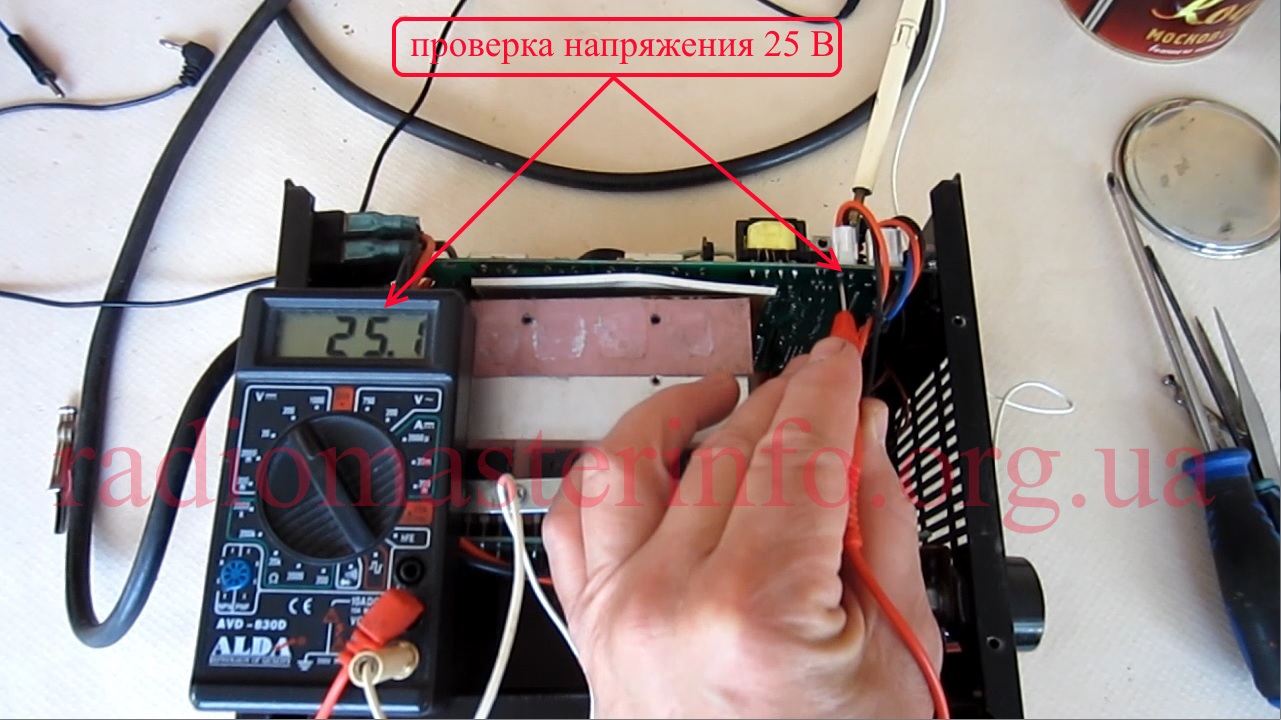
Проверка напряжения 25 В на плате:
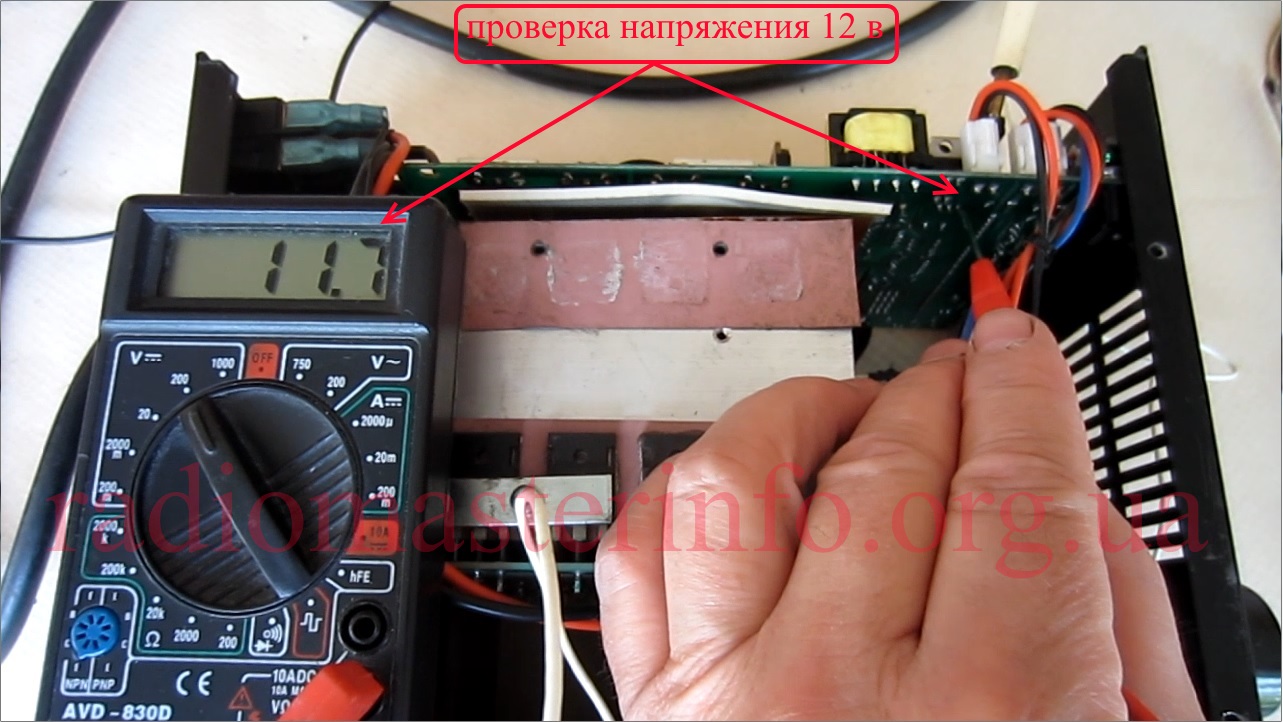
Проверка напряжения 12 В на плате:
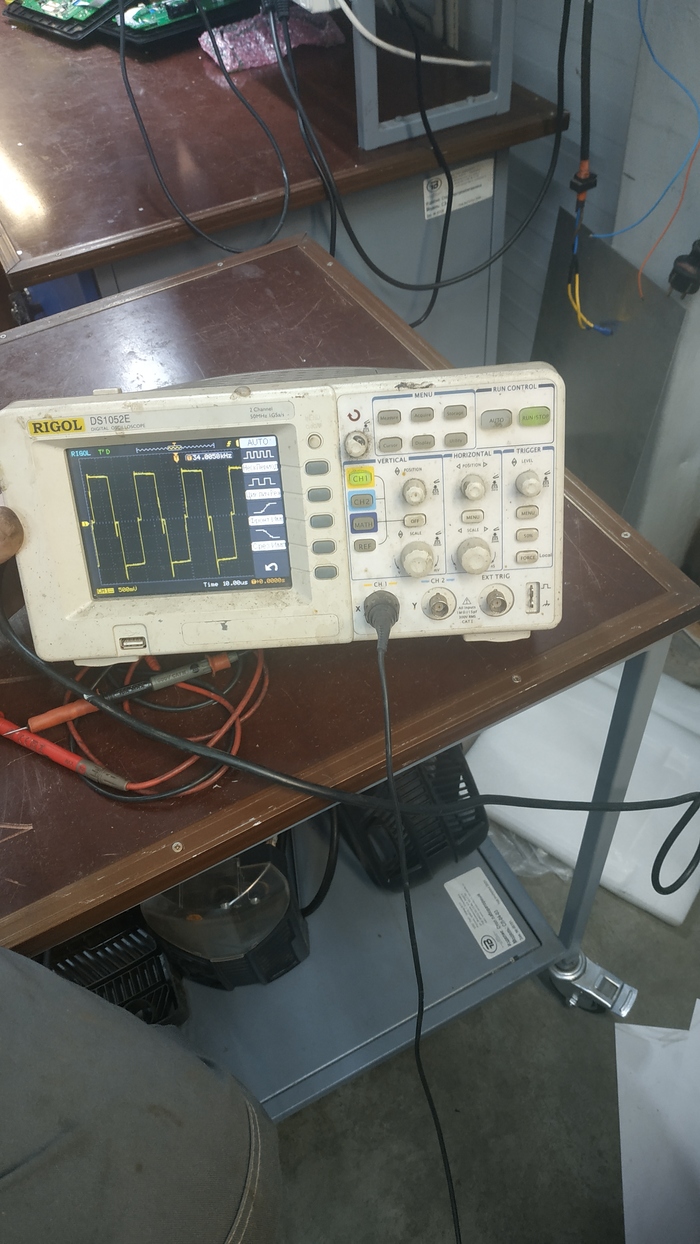
После этого были проверены импульсы на выходах генератора импульсов и на выходах формирователей.

Импульсы на выходе формирователей, перед мощными полевыми транзисторами:

Затем были проверены на утечку все выпрямительные диоды. Так как они включены в параллель и к выходу подключен резистор, сопротивление утечки было около 10 кОм. При проверке каждого отдельно взятого диода утечка более 1 мОм.
![]()
Далее было принято решение собрать выходной каскад на четырех полевых транзисторах, поставив в каждое плечо не по два, а по одному транзистору. Во-первых, риск выхода из строя выходных транзисторов хотя и минимизирован проверкой всех остальных цепей и работой источников питания, но все же после такой неисправности остается. К тому же, можно предположить, что если в плече по два транзистора, то выходной ток до 200 А (ММА 200), если по три транзистора, то выходной ток до 250 А, а если будет по одному транзистору, то ток вполне сможет достигать 80 А. Это значит, что при установке по одному транзистору в плечо, можно варить электродами до 2мм.

Первое контрольное кратковременное включение в режиме ХХ решено сделать через кипятильник на 2,2 кВт. Это может минимизировать последствия аварии, если все-таки какая-то неисправность была пропущена. При этом измерялось напряжение на клеммах:

Все работает нормально. Не проверенными оказались только цепи обратной связи и защиты. Но сигналы этих цепей появляются только при наличии выходного тока значительной величины.
Так как включение прошло нормально, напряжение на выходе также в пределах нормы, убираем последовательно включенный кипятильник и включаем сварку в сеть напрямую. Снова проверяем выходное напряжение. Оно немного выше и в пределах 55 В. Это вполне нормально.
Пробуем кратковременно варить, наблюдая при этом за работой схемы обратной связи. Результатом работы схемы обратной связи будет изменение длительности импульсов генератора, за которыми мы будем наблюдать на входах транзисторов выходных каскадов.
При изменении тока нагрузки они изменяются. Значит схема работает правильно.
 А вот импульсы при наличии сварочной дуги. Видно, что их длительность изменилась:
А вот импульсы при наличии сварочной дуги. Видно, что их длительность изменилась:

Можно покупать недостающие выходные транзисторы и устанавливать на место.
Материал статьи продублирован на видео:
Опции темы
Поиск по теме
Отображение
- Линейный вид
- Комбинированный вид
- Древовидный вид
Ищу схему для Сварог ARC 200B
Ищу схему для Сварог АРС200В помогите
Фото прилогаю
А фото есть аппарата внутренностей?
 | ✅Специальное предложение✅ – ко всей электрической садовой технике AL-KO и STIGA удлинитель 25 метров в ПОДАРОК! Звони по одному из номеров и заказывай акционный комплект: (097) 591-29-90, (093) 316-03-61, (066) 581-35-66. Не упусти свой шанс! |
Да да щас вставляю какой размер фото должно быть ?
у меня фото было до100 кб А на чем он собран микрухи и транзюки.
Извините за качество с телефона.
Спасибо что откликнулись.
И так микруха ка3525а ,транзюки К2837,диоды D92-02.
Микруху восминожную не видно её название.
Схему ну ни как не могу найти.
Полевики IRFZ24N
Последний раз редактировалось Freeng; 27.10.2013 в 12:30 .
Пользователь сказал cпасибо:
А что со сваркой какой диагноз?
Пользователь сказал cпасибо:
| Специальное предложение для участников форума – скидка 10% на оборудование Джасик! Для того, чтобы получить скидку звони по одному из номеров: (097) 591-29-90, (093) 316-03-61, (066) 581-35-66 и скажи кодовое слово: «сварочный форум». Такое бывает только раз в жизни! |
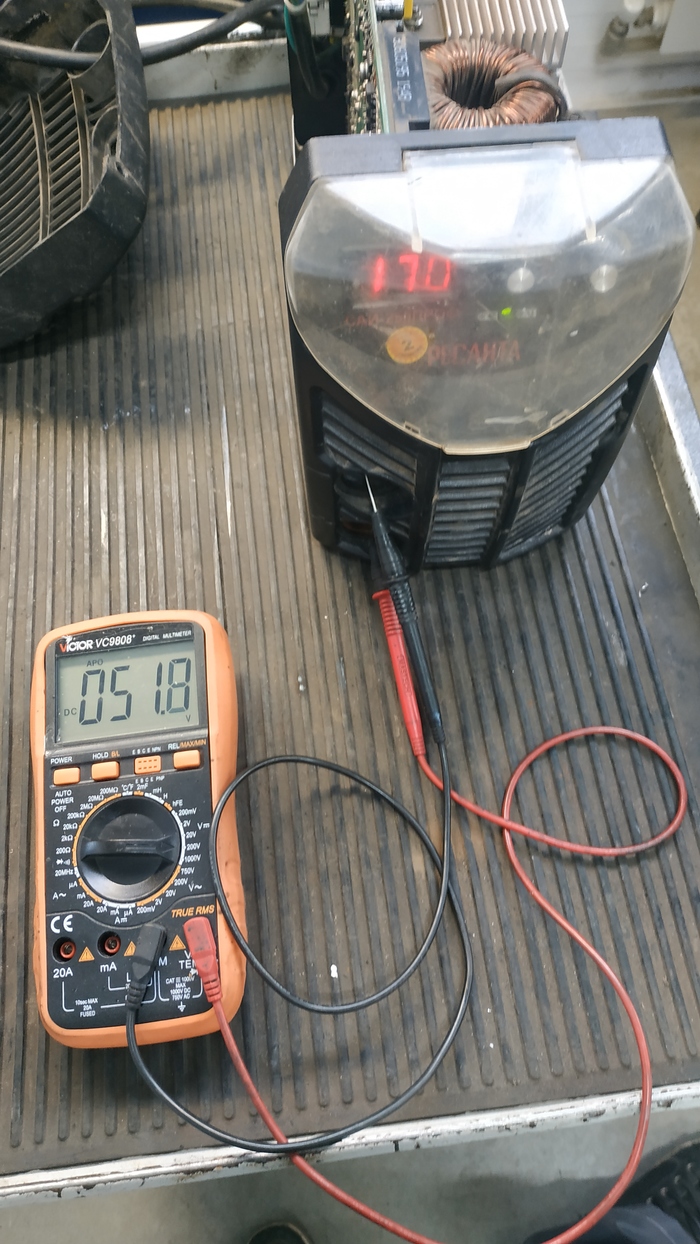
пропал сварочный ток.Ни какая защита не показывает что есть неисправность.На выходе мультик показывает без нагрузке 52 вольта а с нагрузкой в 100 ват (лампа накаливания) напруга проседает аж до 33 вольт.Что это я пока не выяснил.Проверил транзисторы выпаивая каждый и диодные пары все они целые.Проверил напряжение 24 в. и 12 в .соответственно после енок 12 и 5 вольт есть теперь очередь дошла до схемы куда тыкать ослика.
С уважением Виктор.
А да за схему спасибо это она.
Очередь просмотра
Очередь
YouTube Premium
![]()
Хотите сохраните это видео?
Пожаловаться на видео?
Понравилось?
Не понравилось?
Текст видео
Ремонт и подробный обзор BRIMA ARC 200B в нашем сервисном центре Зона Сварки: http://welding-zone.ru.
Жми 👇!
Подписывайтесь на наш канал. Каждому подписчику мы предоставляем скидку 7% на наши услуги и товары.
О чем вы узнаете из нашего видео: Ремонт и обзор BRIMA ARC 200B
Напоминаем вам, что мы являемся авторизованным сервисным центром:
– Blueweld и ремонтируем любую сварочную технику этой марки. http://welding-zone.ru/remont/BlueWeld
– Lincoln Electric: http://welding-zone.ru/remont/Lincoln.
Мы осуществляем бесплатный забор и доставку техники по Москве и Подмосковью.
http://welding-zone.ru/free_delivery
У нас 5 сервисных центров в Москве и Подмосковье:
http://welding-zone.ru/contacts/
и 1 сервисный центр в Ростове-на-Дону:
http://rostov.welding-zone.ru/
Так же вы можете отремонтировать BRIMA ARC 200B в Ростове-на-Дону http://rostov.welding-zone.ru/remont/.
Ждем ваши комментарии, вопросы и лайки!
Подписывайтесь на наш канал.
Также ждем вас в нашей группе ВК https://vk.com/welding_zone
Заходите в наш магазин сварочного оборудования http://svarki-mir.ru/ Доставка по всей России!
НА ЗАМЕТКУ!
Бесплатная диагностика и починка сварочной техники производства Fubag, BlueWeld, Telwin, Esab, EWM, FoxWeld, Fimer, Merkle, Brima, «Барс», CEA, Cebora, Selco, Kemppi, Lincoln Electric, HyperTherm, Awelco, Fronius.
Если вам требуется ремонт сварочного оборудования, звоните по телефону: +7 (495) 215-17-22.
Источник
Ремонт трехэтажки, ARC-200
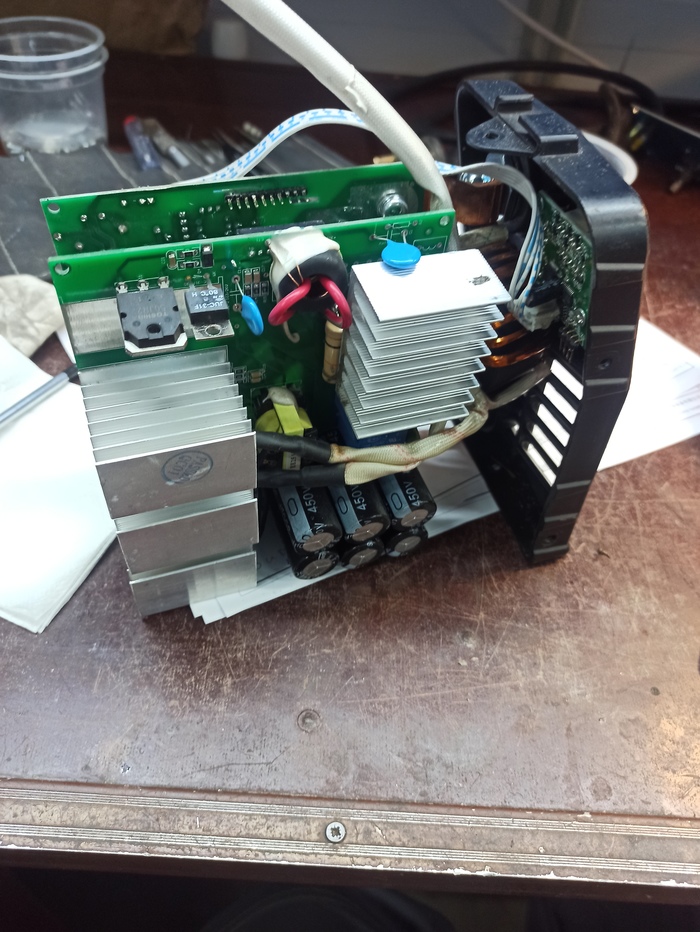
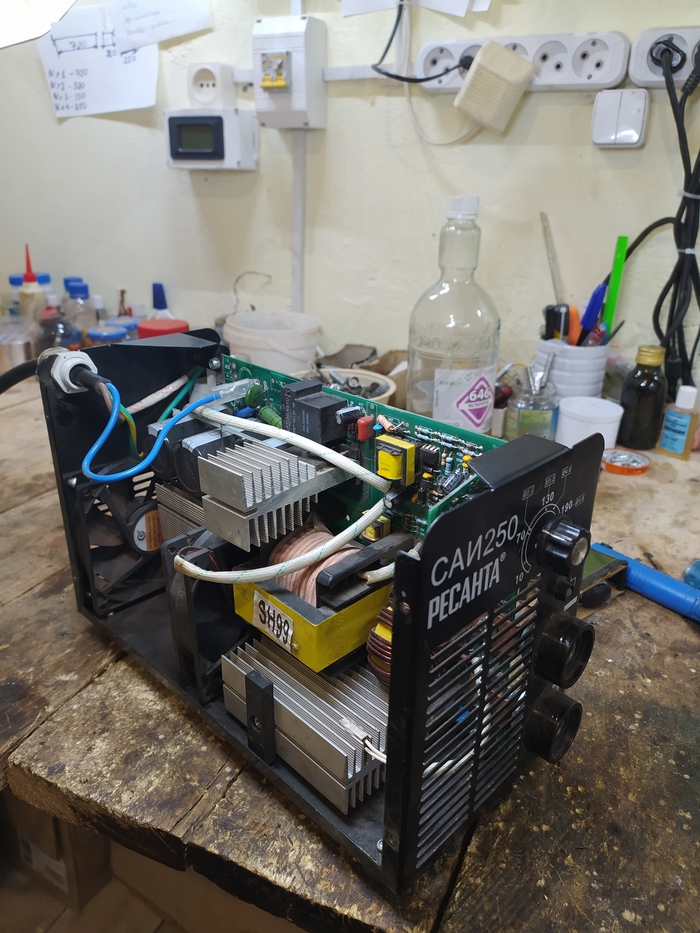
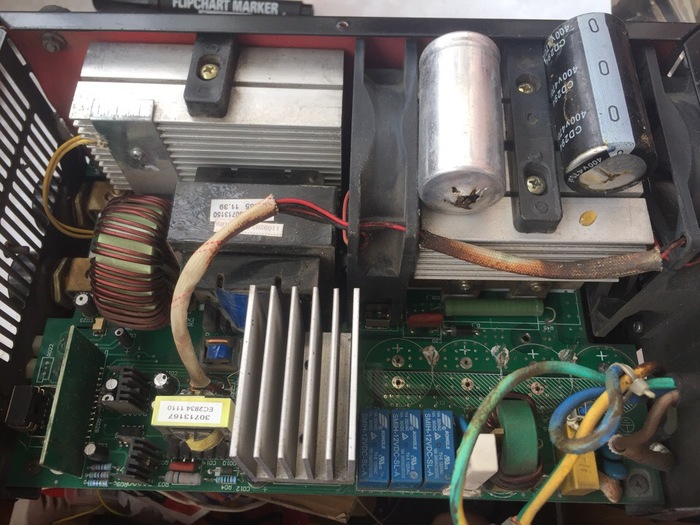
Всем привет. С вами снова я, ремонтник сварочников. Итак сегодня к нам поступил очередной вышедший из строя сварочный инвертор. У нас среди ремонтников такие аппараты называют трехэтажками.
Вот морда аппарата.

Заявленная неисправность: Не выдает сварочный ток. Искрит и не варит.
Ну чтож, вскрываем.
Ох, как тут все в пыли.
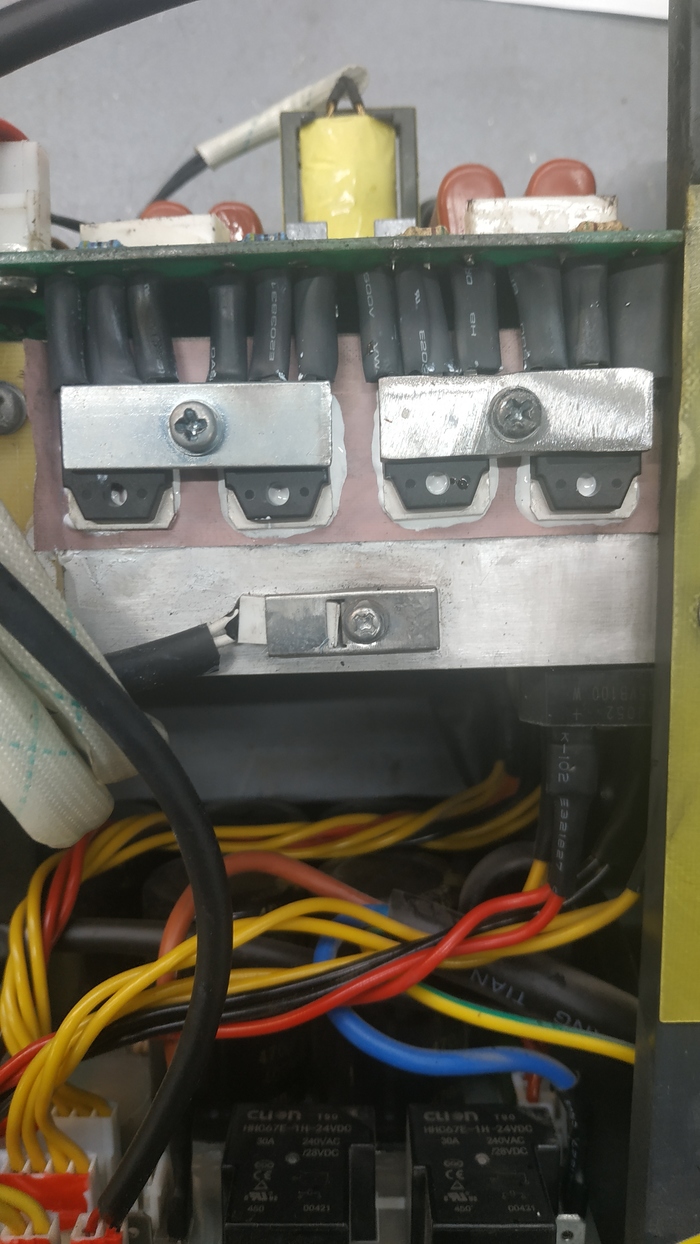
Вон кстати внутри видно три этажа платы,
первая это плата с кондерами и софт стартом.
вторая это выпрямитель, дроссель, и силовой транс.
третья это мосфет транзисторы, дежурка и плата управления.
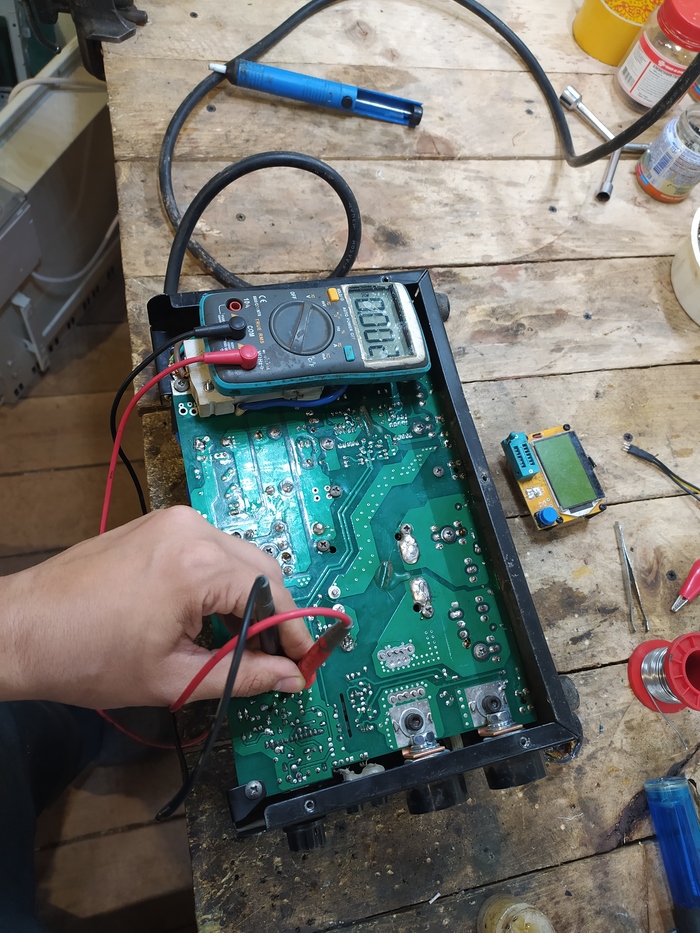
Так как заявлена причина поломки низкий ток и не варит то проверим мы ОС по току. У этих трехэтажек ОС по току больное место.
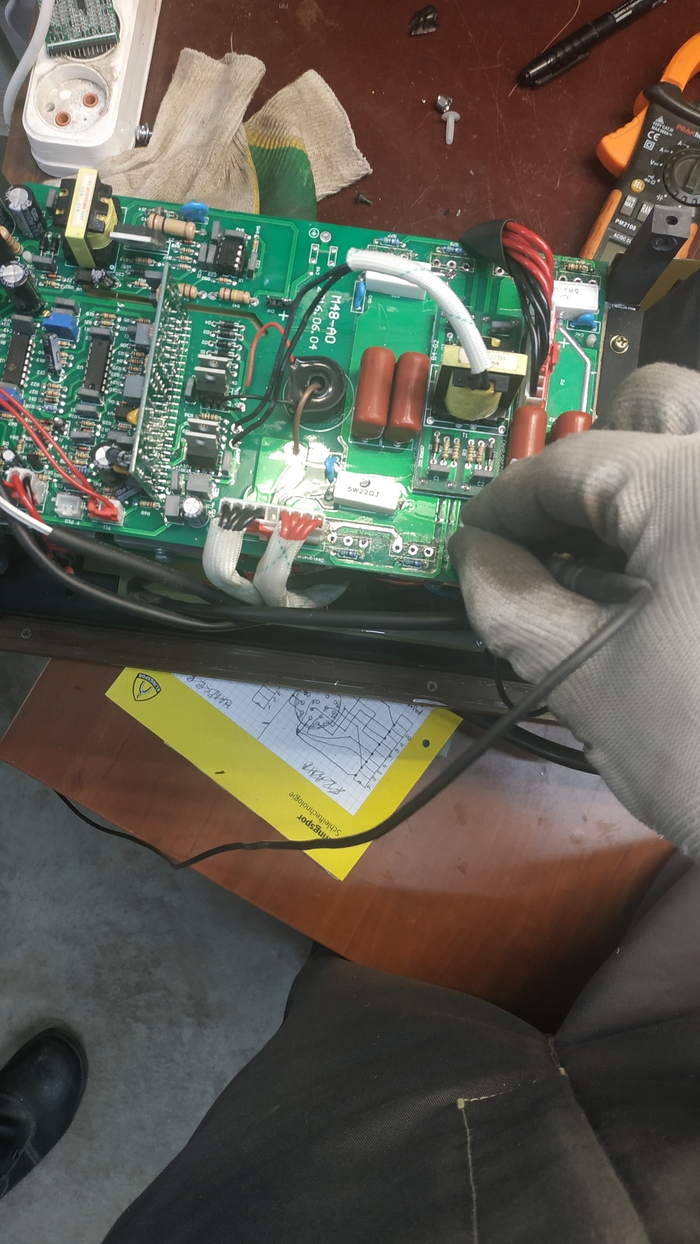
За контроль тока в этом сварочнике отвечает микросхема CA3140
И если у нас в цепочке по контролю тока что то не так загораются два светодиода. В моем случае эти светодиоды горели.
Дальнейшее колупание в плате управления обнаружило неисправную СА3140. Выводы 2 и 3 звонились между собой на 4 ома.
Меняем, запускаем, тестим.
Дальше у меня сварочник тупо отключился на холоде, то есть сварка улетала в полный аут, ни единых признаков жизни. В комнатной температуре он восстанавливал работоспособность но стоило мне его охладить как он отказывался работать. Неисправности были немного хаотичными поэтому пришлось побегать из дома на улицу и наоборот что бы словить ГЛЮК и провести анализ причин.
По неисправности можно было сказать что у меня отсутствует +300в с платы выпрямителя и конденсаторов(первая нижняя плата). Поэтому когда я в очередной раз словил глюк я кинул щупы мультиметра на две питающие линии сварочника. И был удивлен. Там вместо 300в было всего то 100в. Хм, странно.
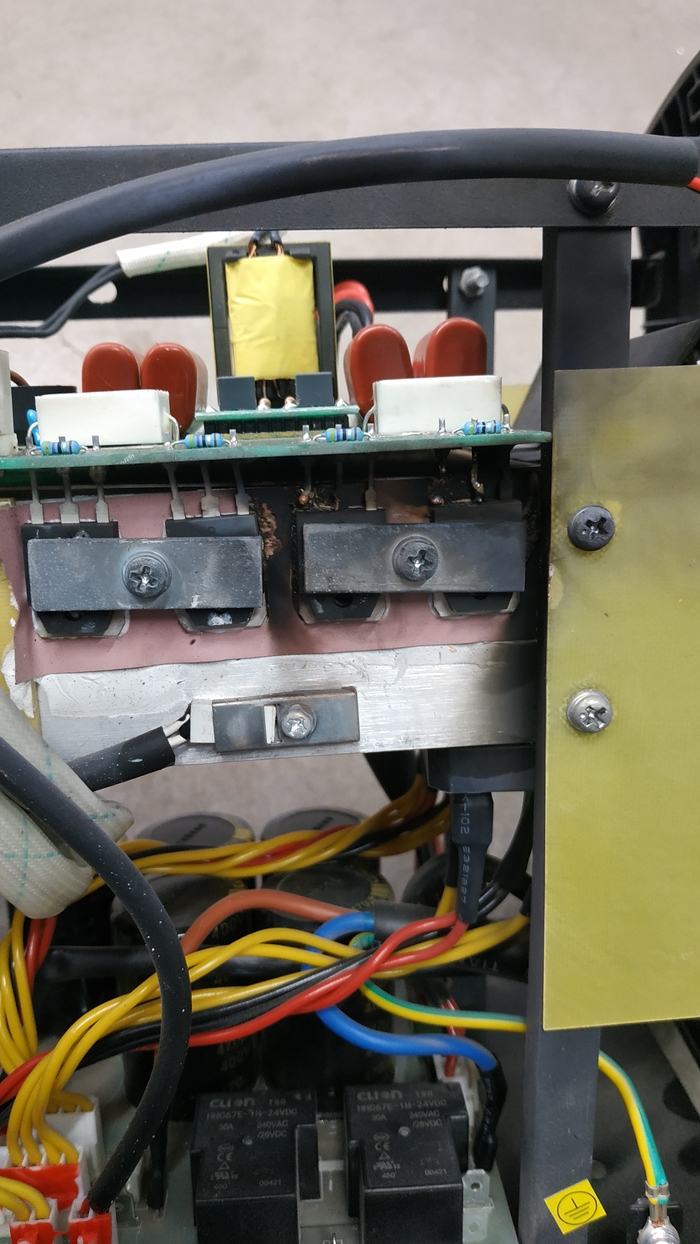
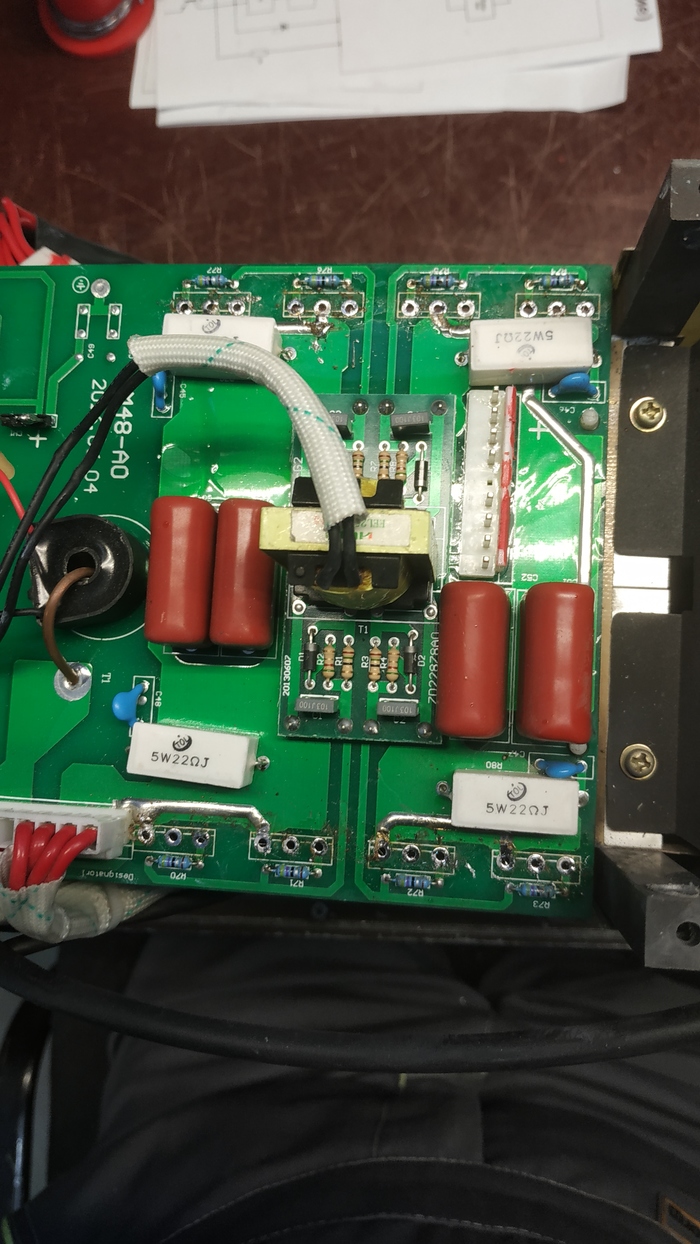
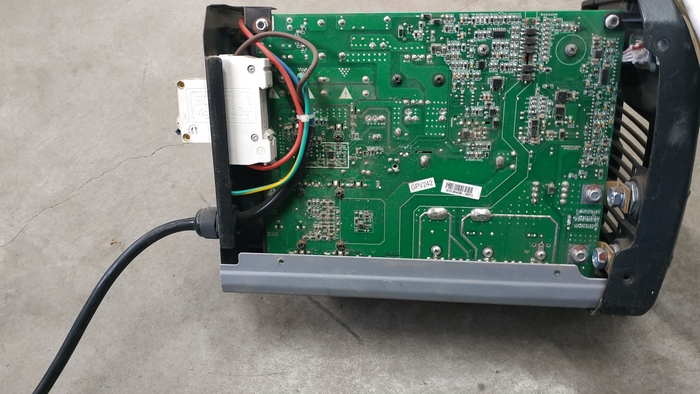
Плату нижнюю достал, помыл. И начал смотреть что не так.

Меня привлек черный налет под реле, как будто что то там долбануло.
Отпаиваю его. Кстати когда паял меня смутило то что в пятаке было видно штырька от релюшки, да и паяльником не ощутилось его. Как потом оказалось вывод у реле был коротким, точнее его вообще толком и не было. И из-за этого сварка не запускалась.

Меняем на новый

И пытаемся поварить.
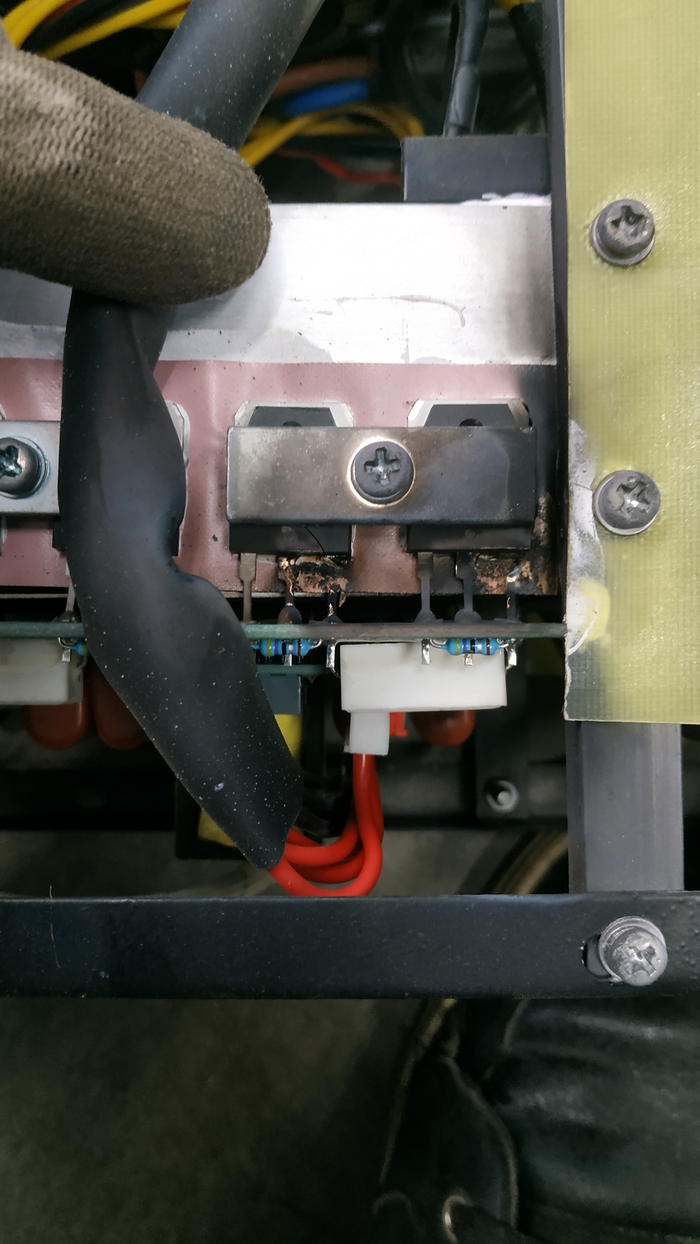
На тесте выяснилось что ОС по току не исправна. Сварка лупит ток как чумачечий и срабатывает дополнительная защита по току по первичке.
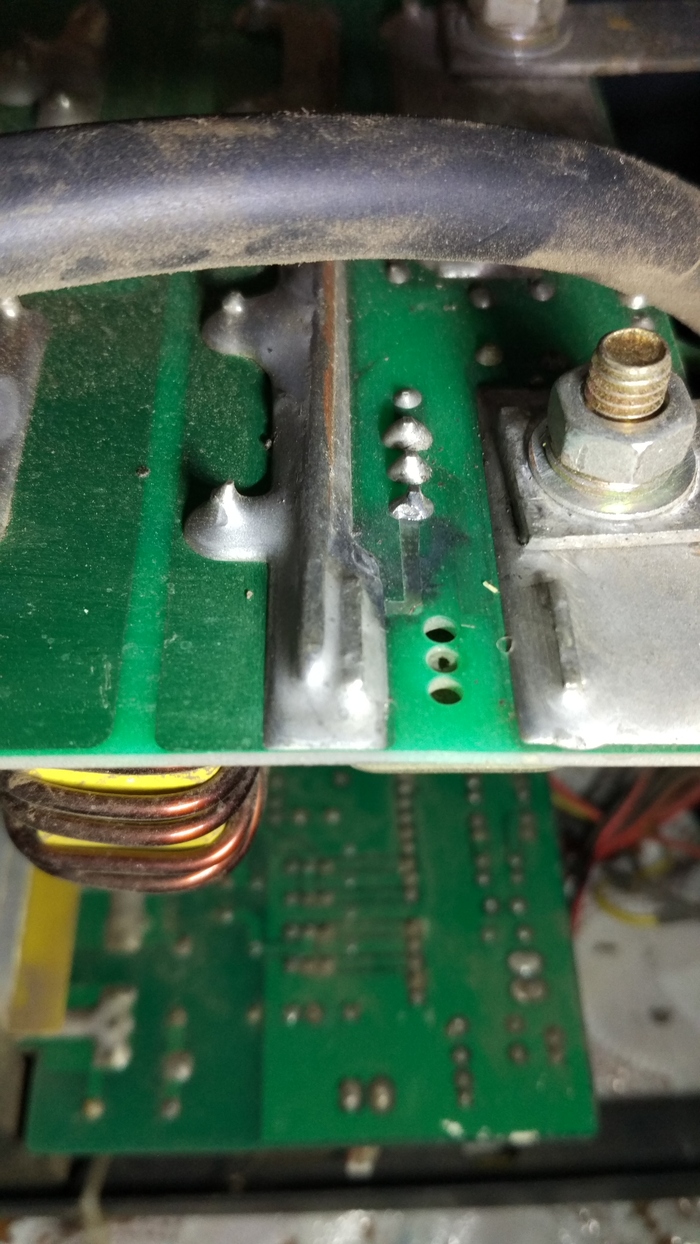
Дальнейший осмотр выявил отгоревшую дорожку от токового шунта.
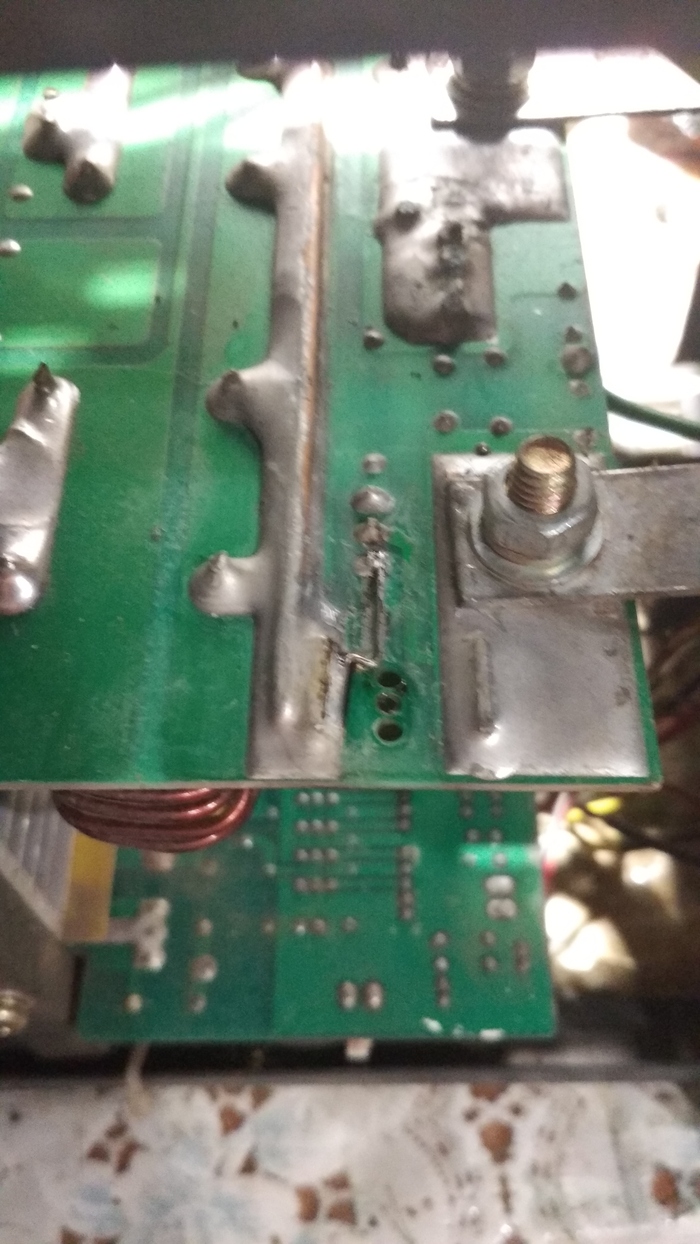
Ну а дальше все. После этого сварка ожила. Варит хорошо, ток регулируется.
Найдены возможные дубликаты

Сообщество Ремонтёров
5.7K пост 34.4K подписчиков
Правила сообщества
Посты с просьбами о помощи в ремонте создаются в дочернем сообществе: https://pikabu.ru/community/HelpRemont
К публикации допускаются только тематические статьи с тегом «Ремонт техники».
В сообществе строго запрещено и карается баном всего две вещи:
В остальном действуют базовые правила Пикабу.
но впечатление голодного не производят..
Теперь понятно, почему его на холоде вырубало. Тепло — контакт есть, холодно — ножка реле сжимается глубже в корпус.
У нас такие называют «трехпалубные», но трехэтажные тоже понравилось ))
Чувак, редко где увидишь ремонт силовой техники, особенно тут.
@moderator, Перенеси(опубликуй) пост пожалуйста в сообщество ремонтеров. Когда писал пост забыл об этом.
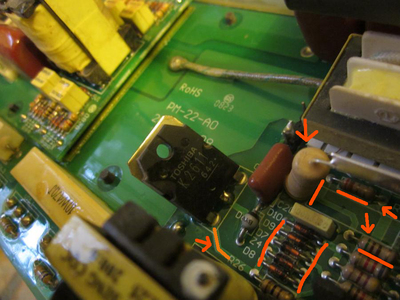
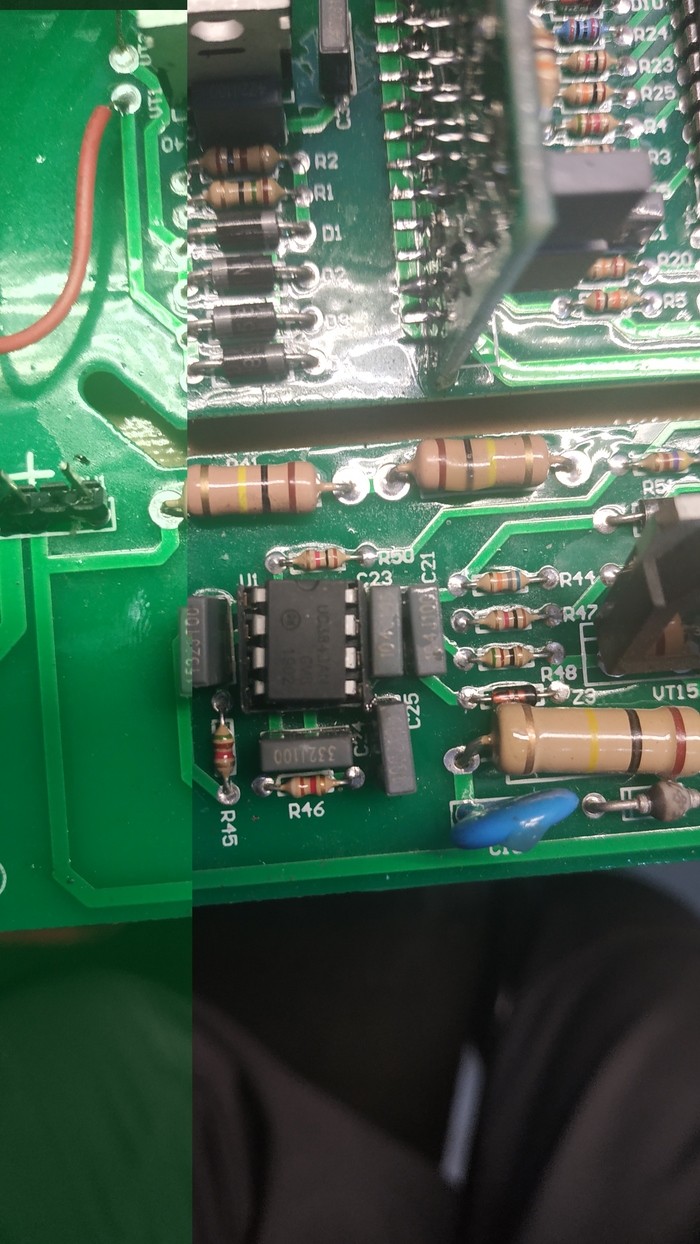
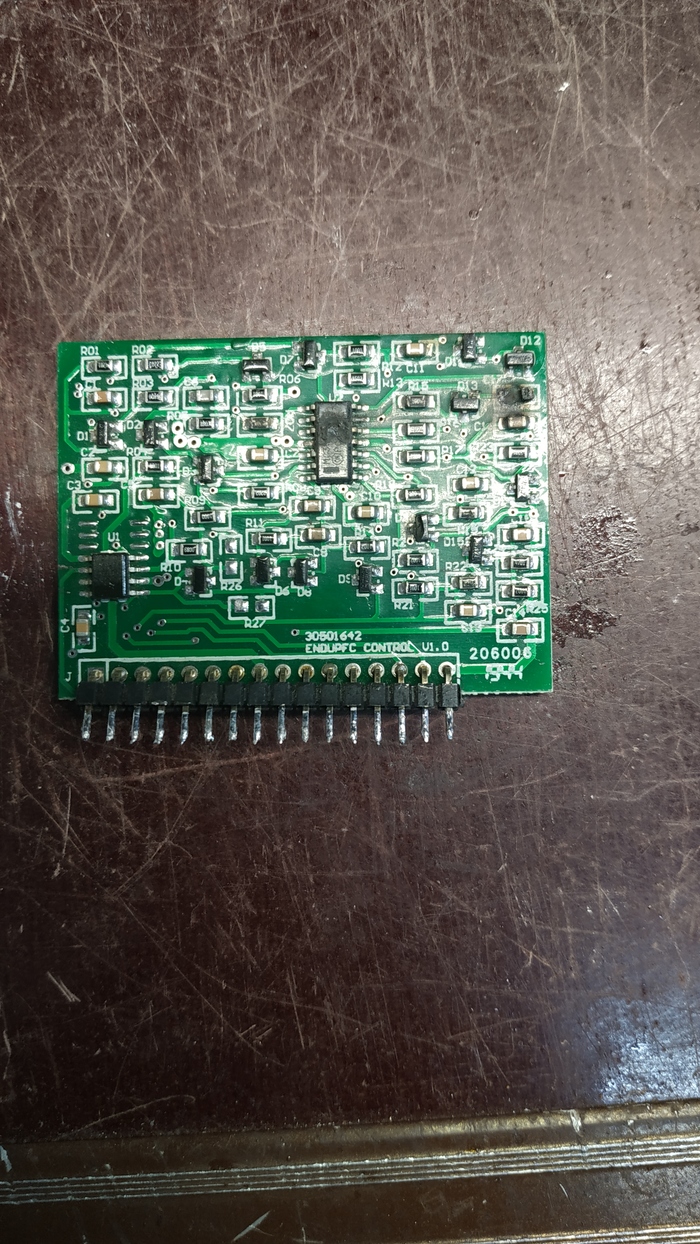
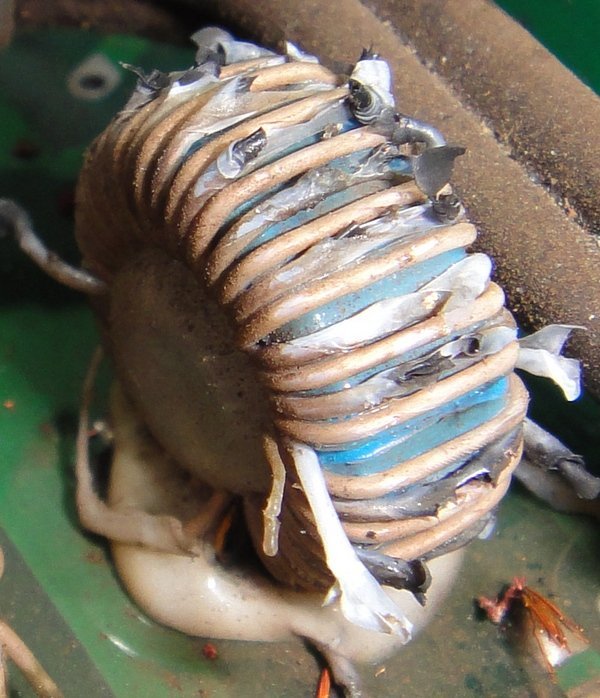
Дополняю. Оригинальные фото. Инвертор Скат ARC-200II.
Стабилитроны с маркировкой «PH».


один аккуратно выпаял. Стекло треснувшее, но целое.
Марка на нем «PH 41 48»
Выяснил что это не стабилитрон, а диод. Ближайший аналог «1N4148».
Второй, к сожалению, рассыпался. Но, думаю, что он аналогичный.
Буду покупать, паять.
Доброго дня, задумался о приобретении инвертора и просто офигел: выбор огромен, практически все модели подвергаются серьезнейшей критике, непонятно что брать. Думал на фубаг in 206, но нашел ряд негативных обзоров от ремонтников. Можете что-то посоветовать? Финансовый ориентир — 10-15к, 200А, бытовое использование. Рассматривал торус 200, bestweld globus 200 стройка(прельщает регулируемый форсаж дуги), на крайний случай форсаж 200, но преимущества перед торусом неочевидны, а ценник большой
сварог ARC 205 искрит, не варит, на ХХ на выходе 74В.
я правильно понимаю, стабилизация по току там только по первичке?
поменял оу TL084CN на маленькой платке рядом с шимкой 3846, помогло, но ненадолго.
повторная замена уже не помогла.
это может быть из-за стабилизации по напряжению?
на схемах пишут контрольные напряжения, это для ХХ?
Неисправность такая что его не исправишь на коленке. Надо искать а тут уже ты наврятли починишь его. Надо понимать схемотехнику и уметь накладывать имеющую неисправность на замеры мультиметра.
Такие аппараты ко мне не приходили. У измаил инвертора с украины ему этих аппаратов приходит навалом.
Вечер добрый, извините что некропостингом занимаюсь, но нужна помощь по информации.
Есть подобный инвертор. Остались пара поломанных инверторов от строителей в организации. Решили их выкинуть. Ну мы с напарником их успели спасти.
Один Fubag IN 206 LVP. Неисправности: сгоревшее реле T9AS1D12-24, резистор под ним на 47 ом и конденсаторы на 400в 470мф. Как придет реле — буду паять.
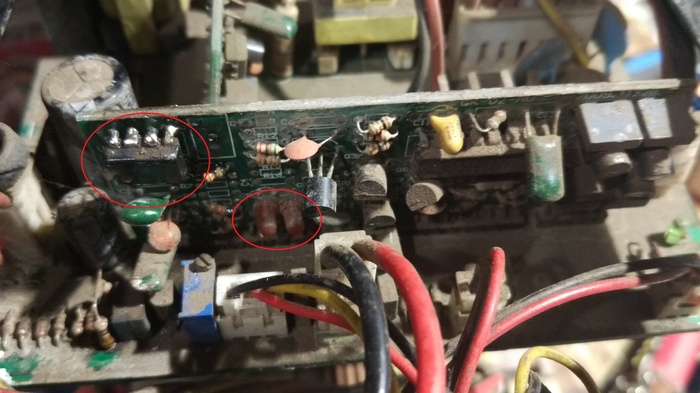
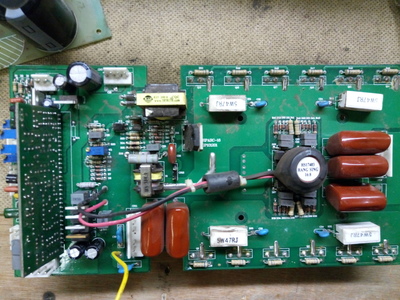
Второй Сварог ARC 200 ii Несправность — два кондера 400в 470мф и резистор возле них. Думал что этим ограничится, но когда продул его нарыл еще геморрой.
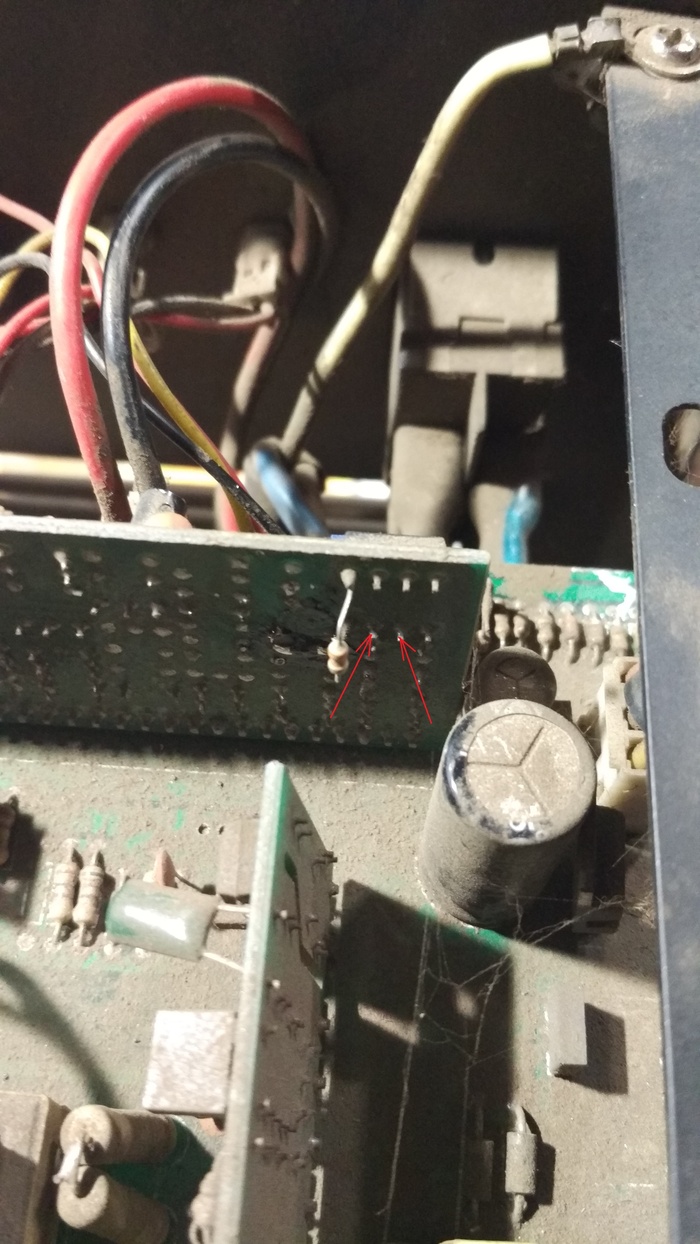
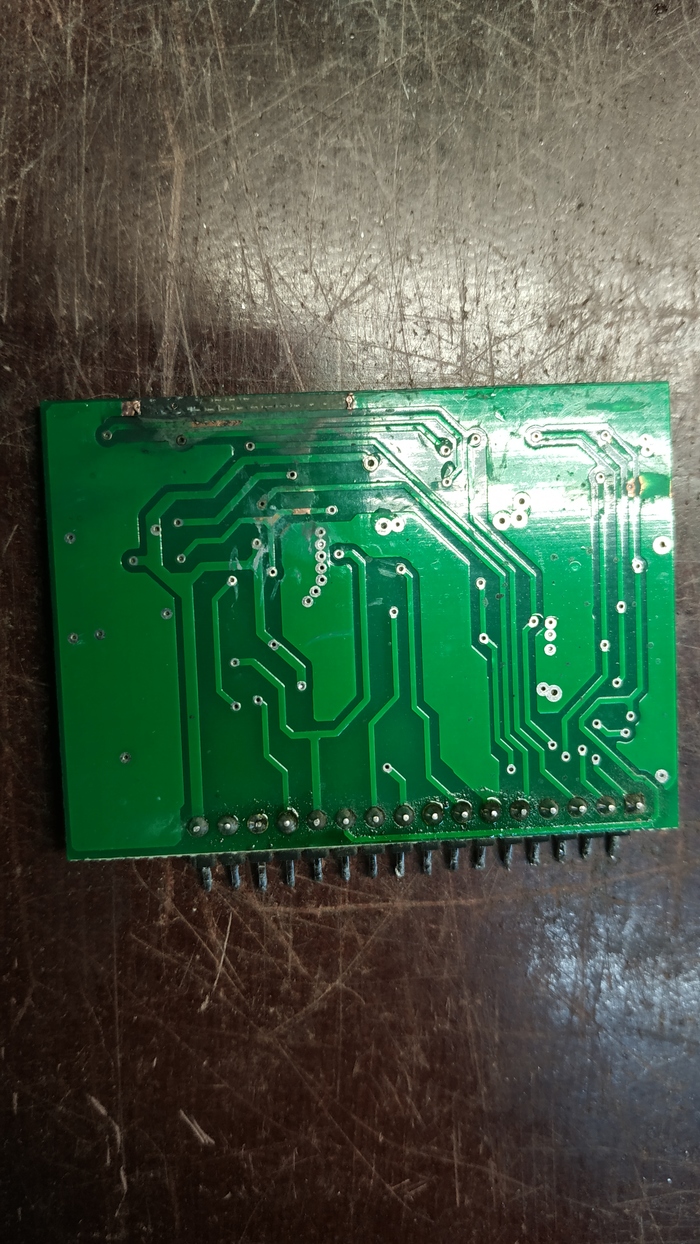
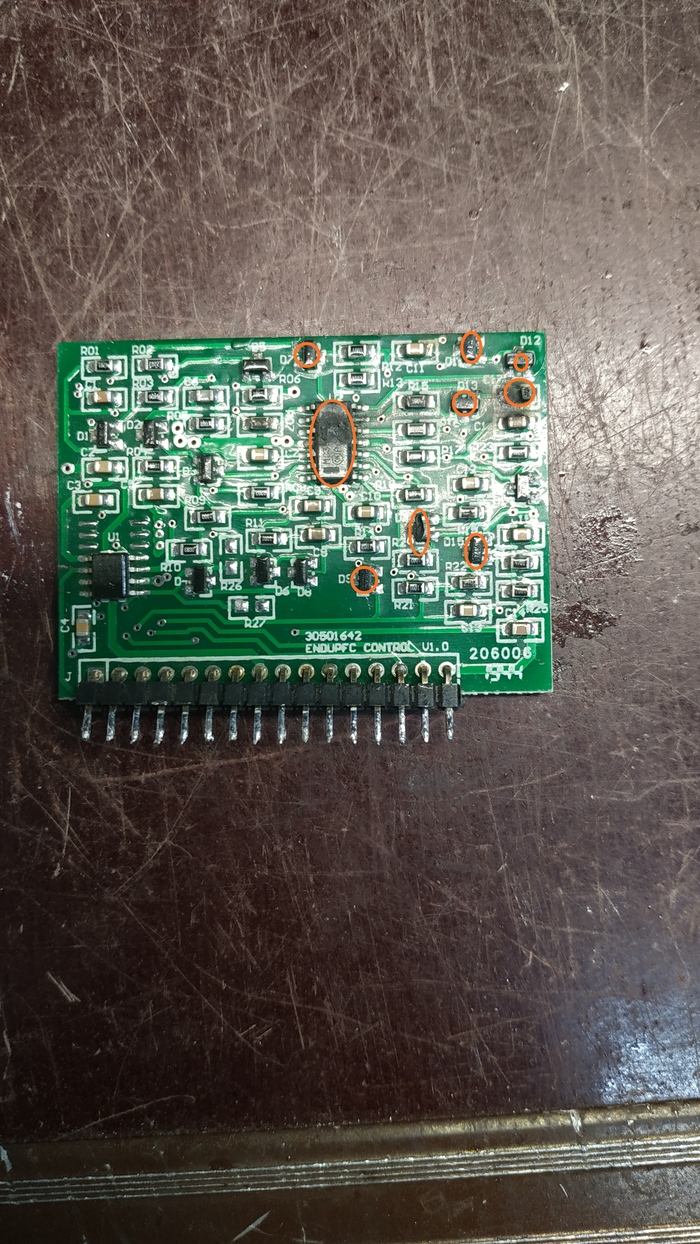
На верхней плате вышли из строя резисторы отмеченные стрелками. Выгорела дорожка. Думаю, пробой по пыли был, ибо очень загажен был инвертор. С номиналом резисторов разобрался.
Проблема в том что вышли из строя стабилитроны отмеченные полосками (стекло на них расколото). На них маркировка толи «PH», толи «RH». Что за звери — хз. Гугление ничего по этому не даёт.
Схемы адекватной не нашел. Что это за стабилитроны, можете подсказать?

Спец мини 250пн
Всем привет. Сегодня у нас очередное чудо китайского производства. Заявлено что у него 250 ампер))) но это мы проверим в конце. ПВ при 250 амперах 20%.




Проблема у этих ручников распространенная и это сгорела сила. Я не знаю похоже люди действительно верят что купили ручник за 3 т.р на 250 ампер и обманули систему))) и берут наверное электрод 5 и варят пока сила не сгорит

Сгорело всего одно плечо, два других транзистора живые.
Сигналы были проверены и теперь время запаивать новые транзисторы и включать

Как видим холостой 94 Вольта
Ну и конечно же проверим на сварке максимальный ток
Как видим у таких мини аппаратов всегда предел 150-160 ампер. Если вы видите что написано больше то это очередной маркетинг
Всем спасибо за внимание
Energy ARC 220
Всем привет. Рад что многим понравилась данная тема. Спасибо всем кто подписался и поставил плюсики)))
Сегодня на ремонте у нас такой аппарат



Неисправность не известна, поэтому нужно сначала открыть его и проверить силовую часть и выходные диоды.

Как видно после вскрытия силовая часть сгорела. Проверив все транзисторы, оказалось что выгорели все восемь штук. Скорее всего это произошло из за того что во внутрь попала металлическая пыль и произошло короткое замыкание транзисторов на корпус.
Выпаиваем транзисторы и зачищаем черноту.
Вот они горелые как угли)))

Выпаяв транзисторы и проверив импульсы с шим оказалось что их нет. Меняем шим.
Проверяем импульсы теперь
Все отлично. Запаиваем транзисторы, только на ножки одеваем термоусадку на всякий случай и чтобы подобных ситуаций больше не случалось
И идём проверять на сварку
Всем спасибо кто дочитал до конца)))
Если есть какие либо вопросы то задавайте, обязательно отвечу, если знаю)))
Ресанта 250Проф
Всем привет))) работаем в небольшом сервисе по ремонту сварочного оборудования и решил буду публиковать ремонты. Главная цель показать владельцам сварочных аппаратов что иногда неисправности не требуют много вложении и можно самостоятельно починить имея минимальный инструмент.
Итак приехал данный аппарат с неисправностью что что то болтается внутри и не работает управление.



Разбираем аппарат для того чтобы проверить что там болтается. И ещё нужно проверить силовую часть и выходные диоды



В большинстве случаем диагностики неисправности определяются при визуальном осмотре. Разобрав видим виновника всей проблемы — это выпавший из места крепления трансформатор который упал на плату управления и вследствие чего замкнул. Скорее всего такое произошло из-за падения или удара.
Выпаяв плату управления мы видим что отгорела дорожка на обратной стороне. На стороне элементов сгорели MC3307D, BAV99 6 штуки, конденсатор 100нФ
Заменяем данные элементы и впаиваем обратно плату управления. Крепление дросселя заливаем эпоксидкой и оставим до застывания.
После того как все готово включаем аппарат.


Видим что холостой ход есть. Регулировки работают. На сварке данный аппарат тоже был проверен.
Если у вас есть пожелания и критика то всегда буду рад услышать. Посты постараюсь выкладывать постоянно.
Для минусов коммент внизу.

Изи ремонт
Пришла сварка с симптомами, не может запустился, моргает. Иногда стартует, иногда не стартует в общем все сложно.
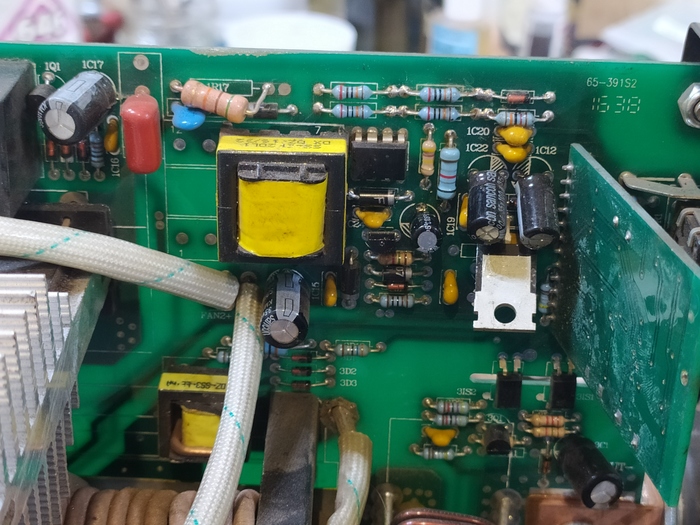
Судя по постоянному морганию светодиодов, проблема заключается в дежурке.
Все девушки, тьфу ты, дежурки, работают по схеме однотакников с самозапиткой от своего же трансформатора. То есть питание ШИМ контроллера осуществляется от собственного же трансформатора. Вы спросите, а как же он тогда запускается, ведь если первичного импульса нету то и дежурка не запустился. Вы правы, для того что бы микросхема ШИМ генерации начал свою работу ему в первую очередь нужен стартовый заряд. Этот самый заряд идет от шины +300В через гасящие резисторы на маленький кондерчик. Да, через гасящие резисторы ток очень маленький идет но этого достаточно что бы ШИМ контроллер успел дать первую пачку импульсов на затвор силового транзистора до того как в маленьком кондерчике кончится заряд и после которого трансформатор как бы подхватывает питание ШИМ контроллера.
А вот теперь мы и подходим к проблеме этой сварки. Если система самозапитки будет неисправна, то дежурка будет через каждые 10секунд выдавать пачку импульсов и сразу же после этого глохнуть.
Для проверки этого встаем на питание шим контроллера и смотрим.
Напряжение там дрыгает, то 13в то 11в, постоянные дрыг, дрыг дрыг.
Проверяем выпрямительный диод и все исправно. Диод звонится как исправный. НО, мы его поменяем так как уже был случай когда диод звонился исправно но сварка запускаться отказывалась. Вон она около 8 ногой микрушки.

Стартануло успешно. Пару раз вырубаем и врубаем. Все равно, стартует исправно. Оставляем на час гудеть, и все равно работает, не вырубается.
Усе, на этом ремонт окончен.

Субмодуль сварочного аппарата РЕСАНТА
У меня сервис по ремонту сварочного оборудования.
В общем работа идет ритмично, запчасти поступают, жаловаться особо не на что.
Внутренним регламентом на ремонт одного сварочного аппарата у меня отведено 3-4 часа.
Только при таких затратах времени удается и что то заработать, и держать стоимость услуг на невысоком уровне.
Но спотыкачи все же есть!
Один из таких — субмодули управления или — задающий генератор ШИМ в сварочных аппаратах РЕСАНТА.
При хорошем ба — бах нежелательное напряжение проникает и в субмодуль.
И тогда горят не только детали смд в модуле, но и дорожки печатной платы в дым и переходные отверстия туда же.
А вот это искать и восстанавливать уже проблемно, в регламент 3 часа уже не укладываешься.
И иногда — существенно!
Решил прикупить с десяток модулей и иметь запас под рукой.
Но — не нашел! Обыскал Россию, Алиэкспресс и Таобао. Родина РЕСАНТЫ — Китай ,если кто не знает.
Один — единственный продавец объявился, но и то какой то мутноватый:
1. Заштатный городок в Краснодарском крае.
2. Весь ассортимент субмодулей в наличии!
Откуда и почему так повезло человеку — все вдруг есть? Ни у кого по России кроме как у него? Ответа не нашел и потому заказывать не рискнул.
За годы работы в Интернете выработалось правило — сомневаешься? Забудь!
Хлопот меньше затем.
В итоге решил наладить производство этих самых субмодулей.
Но опять же — за годы работы выработалось правило — если мне это надо и я не нашел , спроси — возможно это надо кому то еще?
Вот и спрашиваю здесь! Хочу понять — надо?
Ремонт сварочных инверторов ТОРУС
Принесли в ремонт пару сварочных инверторов ТОРУС 255.
Аппараты по ошибке включили в сеть 380 вольт вместо 220.
На фото результаты дефектовки:

Сгорели все транзисторы и конденсаторы.

Испарилась обмотка межкаскадного трансформатора.
В общем — сгорело практически все! Остались целыми силовой трансформатор, выходной выпрямитель, да корпус.
Аппараты хорошие, жалко списывать, восстановил.
Цена ошибки для клиента — 12 000 рублей.
Почему ломаются сварки?
В предыдущем посте меня попросили рассказать про типовые неисправности сварочных инверторов РЕСАНТА, но я решил что лучше все таки рассказать почему сварки вообще ломаются а потом уже дополнить пост типовыми неисправностями.
Для начала скажу что сварки в большинстве случаев ломает сам клиент. Не читает условия эксплуатации чем и в последствии гробит аппарат. Но есть несколько основных причин:
1. Причина. Попадание через систему охлаждения в сварку пыли, металлическая стружки, окалины, снега. Вся эта адова смесь очень хорошо проводит ток, что в последствии вызывает пробой между дорожек, между ножек IGBT, на выводах конденсаторов. На эту тему даже есть пост(https://pikabu.ru/story/remont_resantyi_250_pn_bumbarabum_60. ). Поэтому хотя бы раз в год продувайте от пыли аппараты.

2. Причина. Слабое питание. Слабые удлинители, плохие розетки, низкое напряжение сети, работа от генератора. В общем все что вызывает просадку питающего напряжения. Из-за просадок растет ток в первичной цепи. Сварка то у нас ММА и что бы выдать к примеру 100А на выходе он при питающем 220В берет 15А, а вот когда у нас сеть просажена до 120в то из сети уже вместо 15А будет брать все 25А. Вся эта нагрузка возлагается на IGBT транзисторы что в свою очередь просто вышибает нафиг. Поэтому проверяйте просадку напряжения в сети во время работы сварочного инвертора.
3. Падения и удары. Особенно во время работы. Я так полагаю что это связано с SMD компонентами которые особо не могут деформироваться. Удары и падения просто ломают SMD резисторы и конденсаторы что в работе сварочного инвертора вызывает просто фатальные неисправности.
4. Болезни определенных моделей сварочных инверторов. У ресант это дежурка и конденсаторы, у фубаг, гусей подобных: стойки и вышибание выходного выпрямителя.
И так, расскажу про типовые неисправности сварочных инверторов РЕСАНТА.
1. Выбитые конденсаторы на входном выпрямителе. Вот у Ресант это самая частая поломка. Связано это с очень некачественными и неправильными конденсаторами. Ну и с охотой клиента поварить в морозы или попыткой отрезать металл на максимальном токе.
Вот подскажите мне, как узнать производителя конденсаторов? Где найти мне даташит от изготовителя? Никакой информации на эту тему. То есть конденсатор какого то подвального производства.
Нашел у одного китайского производителя электролитов предназначение каждой серии ( http://english.jianghai.com/Electrolysis.aspx?Lead=2&typ. )
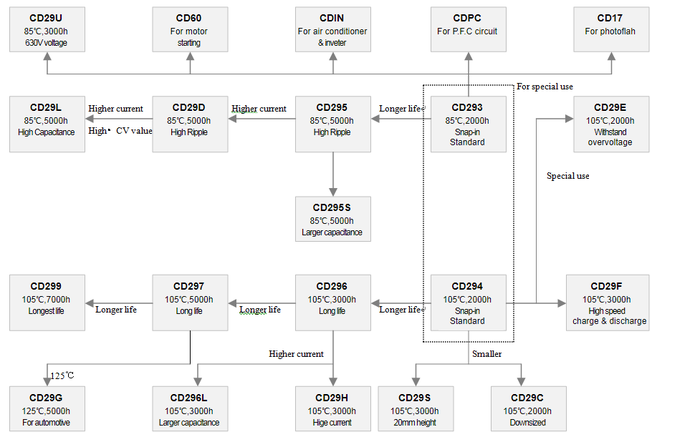
Как видно, серия CD293-294 относится к общей серии конденсаторов. А в сварке должны стоять конденсаторы серии CD29H под высокие токи, или EPCOS B43504, или NIPPON серии KMR, LXS.
Я не знаю какие в Ресанте сидят идиоты что бы ставить такие дерьмоконденсаторы, когда можно поставить EPCOS B43504. Эти конденсаторы как нельзя лучше подойдут в сварочный инвертор. Ну ладно, допустим нельзя купить EPCOS, но можно же хотя бы CD29H(105град high ripple), ну никак не CD293 (85градусные общего применения).
И вот что интересно, эти конденсаторы серии CD293 не только ресанта обожает, но и другие производители сварок.
Только у старых ресант идет именно такая болезнь с конденсаторами. В новых ресантах сейчас ставят конденсаторы какого то китайского производителя и они перестали так неожиданно взрываться но в новых ревизиях сварок ресанта начала очень сильно экономить на комплектующих.
Раньше в аппарате на 250А ставили два диодных моста типа KBPC5010 и к ним радиатор большой. Сейчас ставят два диодных моста по меньше и радиатор сильно похудел. На IGBT ключах радиаторы тоже сильно похудели. На выходном диодном выпрямителе раньше ставили STTH6003CW, теперь уже ставят STTH3003CW или вообще диоды неизвестной фирмы. Так что ресанта немножко обарзела.
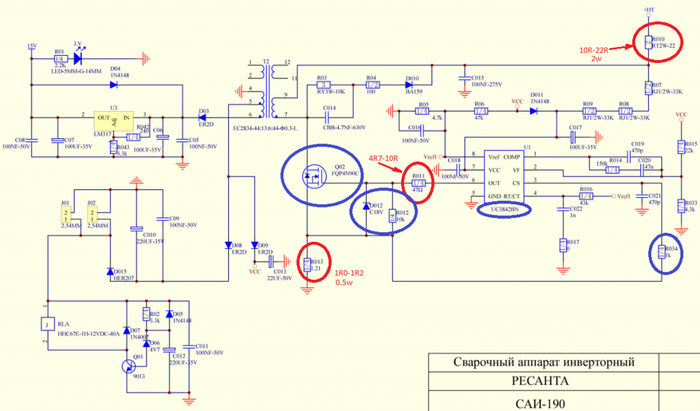
2. Поломка дежурки. Резистор R010 и R013 вообще могут просто так сгореть. Довольно частое явление когда они сгорают, все остальное остается целым. Их меняешь и аппарат дальше работает.
3. Попадание пыли, влаги в пространство между платой и электролитами. По мне так это недоработка ресанты. Ибо этот дефект легко можно устранить промазав по краям электролита герметик. Вон в том посте рассказывал как опилки попали под конденсатор и вызвали пробой. Бывало и просто от пыли сгорало, или от снега.
На счет того какую сварку покупать я даже не знаю. Нету вот действительно добротных сварок, что бы и конденсаторы качественные, и сборка добротная и по цене норм.
Если денег много, то можно трехэтажку взять. (топология BRIMA ARC-200) До жути надежные аппараты.
Если имеется возможность купить Украинского производства то хороши НОВЫЕ Патоны, эдоны(те что по дороже).
Источник