Ремонт часов изготовление деталей
Watch Manufacture осуществляет гарантийное и послегарантийное обслуживание часов, ремонт часов известных мировых брендов, в том числе, ремонт швейцарских часов, а также работу по реставрации и восстановлению антикварных и старинных часов всех видов.

Сервисный центр мануфактуры работает только на оборудовании проверенных брендов, поэтому диагностика и ремонт часов производится на том уровне, на каком бы это делал завод-производитель.

Руководство компании поддерживает прочные деловые связи с мировыми производителями калибров и расходных материалов для часов, поэтому при ремонте часов мастера используют только оригинальные комплектующие.
Гарантийные обязательства Watch Manufacture распространяются не только на механизм часов, но и на уникальные корпуса, застежки и ремешки. Гарантия в данном случае распространяется на неисправности, возникшие по вине компании-производителя.
Разборка часов и механизмов
Изготовление, реставрация и замена циферблатов
Диагностика герметичности, намагниченности (размагничивания)
Ремонт механизма любой сложности
Проверка и тестирование часов
Замена и подгонка браслета и застежки
Замена изношенных и вышедших из строя оригинальных деталей на аналогичные
Полировка часов: шлифовка, сатинирование, полирование металлических браслетов и корпусов
Изготовление корпусов для часов по индивидуальным эскизам
Изготовление заводных головок, кнопок управления, слайдеров
Изготовление, замена, анодирование стрелок
Гарантийные обязательства Watch Manufacture распространяются не только на механизм часов, но и на уникальные корпуса, застежки и ремешки. Гарантия в данном случае распространяется на неисправности, возникшие по вине компании-производителя.

Звенигородское шоссе, 4 ТЦ «Электроника на Пресне» Павильон В-50
Источник
Ремонт часов изготовление деталей
Токарный станок сложной конструкции и работа часовщика на нем
Изготовление деталей часов на токарном станке сложной конструкции
Изготовление на токарном станке оси баланса, триба минутного колеса и заводного вала охватывает практически все токарные операции, которые приходится выполнять в часовой мастерской. Изготовлению новых деталей нельзя научиться только но книге; обучающемуся надо практически овладеть любой операцией. Как указывал автор, обработка на токарном станке требует больше практики, чем опиловка напильником, и из этих двух операций первая более важна для часовщика.
Установку новой цапфы не рекомендуется производить для первоклассных механизмов, но в некоторых случаях это может быть допущено, например, тогда, когда это диктуется соображениями экономии или когда нет заготовки для новой детали, например триба.
При установке новой цапфы на триб нужно прежде всего плоско сточить старую цапфу до цилиндрической части оси. Эту операцию производят с помощью мелкозернистого оселка (например, арканзасского камня). Лучше не отпускать деталь, на которой устанавливается цапфа; однако некоторые трибы бывают такими твердыми, что практически невозможно сверлить их. При этих условиях допустим легкий отпуск обрабатываемой детали. Для этого только конец триба, подлежащий сверлению, нагревают в пламени спиртовки, причем конец должен касаться края пламени; нагрев продолжают до тех пор, пока металл не приобретет
синий цвет (фиг. 337). Затем подбирают надлежащий центр с отверстием, которое подходит для требуемого сверла (фиг. 338). Размер сверла должен быть немного больше размера новой цапфы. Конус центра насаживается поверх цилиндрической части оси триба, а так как сверло имеет посадку второго класса точности в отверстии центра, то это обеспечивает центровку отверстия для цапфы. Затем закрепляют ролик на станке и устанавливают лук. Сверло имеет закругленную режущую кромку, благодаря чему прочность сверла увеличивается.

Фиг. 337. Отпуск триба

Если нельзя подобрать сверло нужного размера, то его следует изготовить из стальной проволоки, конец которой опиливают, чтоб он входил в сверлильный центр станка, и придают ей такую форму, как показано на фиг. 339, а. Конец проволоки кладут на наковальню и плоским бойком стального молотка расплющивают конец (фиг. 339, б). Заготовку сверла опиливают напильником, придав ему форму, показанную на фиг. 339, в. Если сверло получилось слабее и оно может не выдержать обработки напильником, то применяют мелкозернистый оселок после закалки и отпуска сверла. Для закалки сверла нагревают его конец в пламени спиртовки до вишнево-красного цвета и тотчас же опускают в масло. Напильником можно проверить закалку сверла. Затем грани сверла зачищают наждачным полотном. После этого сверло слегка
приближают к краю пламени спиртовки и как только очищенные грани станут соломенно-желтого цвета, быстро удаляют сверло от пламени и охлаждают на воздухе, чтобы не допустить дальнейшего отпуска (фиг. 340). Если сверло достаточно тонкое, закалку можно произвести на воздухе. Для этого конец сверла накаливают до красного цвета и быстро вынимают из пламени. Этого внезапного охлаждения достаточно для закалки. Лезвие сверла затачивается мелкозернистым оселком (например, арканзасским камнем). Теперь можно сверлить ось. Центр станочка для обработки цапф наобходимо смазать большим количеством часового масла. Немного масла наносят и на другую цапфу.

Положение сверла в приспособлении для сверления осей показано на фиг. 341. Обрабатываемую деталь заставляют медленно вращаться, слабо прижимая к ней сверло. Необходимо проверить твердость и форму сверла, если оно скользит по детали, сверлить затупленным сверлом опасно: поверхность отверстия будет тогда шлифоваться и очень трудно снять образовавшуюся при этом уплотненную поверхность. Эту поверхность иногда можно удалить дополнительно расчеканенным концом сверла. Сверлом обрабатывают подобную шлифованную поверхность пока не будет удален твердый слой; затем восстанавливают начальную форму сверла и продолжают сверлить отверстие. При сверлении следует сверло вращать на пол-оборота в каждую сторону, это повышает точность сверления. Сверло время от времени вынимают и очищают от стружки. Сверло
периодически смазывают. Сверление продолжают до глубины отверстия в 1,5—2 раза больше длины новой цапфы.
Новую цапфу изготовляют из стальной проволоки. Кусок проволоки диаметром немного больше диаметра новой цапфы опиливают мелким напильником с образованием слабого конуса, пока пруток не будет входить в отверстие триба до половины глубины отверстия. Затем зачищают отверстие в трибе. От про-волоки отрезают небольшой отрезок длиной 6 мм. Триб кладут на наковальню и легким ударом устанавливают цапфу в нужное положение (фиг. 342). Затем несколькими легкими ударами полностью закрепляют цапфу. Когда цапфа будет посажена до отказа, тогда кусочками отделяют ненужную часть. Чистовую обработку новой цапфы производят на станке. Разместив цапфу в такую канавку в центре, чтобы она выступала над поверхностью немного больше, чем наполовину своего диаметра (фиг. 343), первоначально опиливают ее напиль-ником, причем металл снимает до тех пор, пока цапфа плотно не войдет в свое отверстие. Цапфу очищают сердцевиной бузины и шлифуют ее так, чтобы она свободно входила в отверстие. Существует еще один более качественный способ — полирование цапфы смесью крокуса и масла и затем чистовая обработка диамантином.

Концы цапфы обрабатываются начисто точно таким же способом, который применялся при обработке цапф оси баланса. Конец цапфы закругляется с помощью мелкозернистого оселка. Следует очистить цапфу от окрашивания после отпуска. В стеклянный или фарфоровый сосуд наливают немного соляной кислоты. Диаметр сосуда должен быть равен примерно 20 мм, а высота около 12 мм. Кислота должна заполнять сосуд до половины. Триб захватывают пинцетом, причем обработанная часть должна свисать вниз, эту часть опускают в кислоту на секунду или две и затем сразу промывают в холодной воде, лучше в проточной воде. Затем опускают в жидкий аммиак приблизительно на одну минуту,
чтобы удалить кислоту, снова промывают в воде и сушат в самшитовых мелких опилках или гашеной извести в течение часа.
Пары соляной кислоты вызывают коррозию и поэтому с кислотой следует обращаться осторожно, кроме того, если кислота попадает на кожу, она обжигает ее.
Процесс выпрямления цапф оси баланса и цапф колесной передачи иллюстрирован фиг. 344, 345. Как правило, цапфы колес гнутся редко. Цапфа оси секундной стрелки является исключением и часто гнется или ломается из-за своей большой длины. Для выпрямления применяют плоскогубцы с длинными тонкими губками, рабочая поверхность которых округлена и
не имеет насечки. На фиг. 344 показаны такие плоскогубцы. Попробуем рассмотреть погнутую цапфу в сильную лупу. Если обнаружится прогиб или двойной изгиб цапфы, то его почти невозможно удовлетворительно исправить (фиг. 345). Если изгиб один и он плавный, исправление может пройти успешно. Концы плоскогубцев нагревают, баланс берут левой рукой и цапфу зажимают плоскогубцами так, чтобы конец цапфы касался внутренней стороны одной губки, а основание цапфы — другой. Цапфа слабо захватывается и затем распрямляется одним движением (фиг. 346).

Скользящее движение гладких губок не оставляет никаких следов на цапфе, но цапфу следует отшлифовать, чтобы ее поверхность была идеально гладкой. Губки плоскогубцев необходимо сохранять в хорошем состоянии: наждачным полотном очищают от следов окисления, вызванного нагреванием; для выпрямления цапф следует применять только одни и те же плоскогубцы.
Вернемся к описанию токарного станка. Суппорт является ценным вспомогательным приспособлением и может быть применен в самых различных операциях. Рассмотрим два случая использования суппорта. Первый случай — обтачивание внутренней
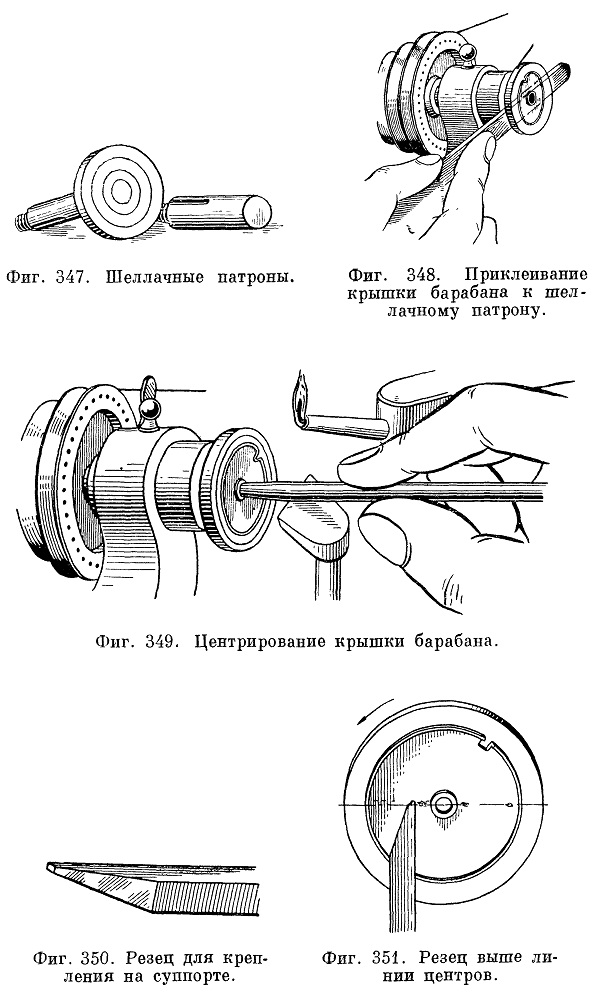
стороны крышки барабана. Крышку барабана следует закрепить в чашечном патроне, но допустима установка крышки и в шеллачном патроне. Другой способ закрепления вообще применять нельзя для тонкой крышки, так как тонкая крышка без опоры с задней стороны будет деформироваться. Недостаток такого крепления крышки барабана состоит в том, что в этом случае может быть нарушена плоскость крепления из-за неравномерности толщины слоя шеллака.
Шеллачный патрон (фиг. 347) устанавливают в передней бабке и нагревают пламенем спиртовой горелки. На поверхность патрона наносят немного шеллака и, продолжая нагревание до полною размягчения шеллака, крышку барабана устанавливают в требуемом положении. Для этого используют заднюю сторону часовой щетки при одновременном медленном вращении шпинделя передней бабки, (фиг. 348). Прежде чем шеллак затвердеет, часовую щетку удаляют и подручник ставят под прямым углом к крышке барабана (фиг. 349). Деревянную чурку остро затачивают. Прочно удерживая ее на подручнике, вводят в отверстие крышки; шпиндель запускают с относительно большой скоростью. Таким образом крышка барабана будет центрирована.
Теперь все готово, чтобы начать обточку. Самой удобной формой резца при применении суппорта является форма, показанная на фиг. 350. Обычно резцы, применяемые для токарных работ, имеют различные формы в зависимости от производимых ими операций резания, однако для часового мастера резец, показанный здесь, будет пригоден для любых операций. Резец закрепляется в суппорте винтом. При установке резца следует обратить внимание на два условия: во-первых, проследить за правильной установкой высоты резца, т. е. проверить находится ли его режущая крышка на линии центров (фиг. 351); во-вторых, обеспечить жесткое его крепление в суппорте. Резец должен быть коротким; необходимо, чтобы он выступал из суппорта возможно меньше. В противном случае резец будет вибрировать. Если резец установлен ниже оси вращения детали, под него подкладывают тонкие пластинки латуни, (фиг. 352).
Суппорт приближают к обрабатываемой детали, чтобы резец почти касался ее. Перемещение режущего инструмента производится рукояткой (1) (фиг. 353). Это положение установки резца показано на фиг. 354. Затем шпиндель приводят во вращение и перемещают рукоятку 2 (фиг. 353) пока резец не придет в соприкосновение с крышкой барабана и не начнет ее обрабатывать. Тогда рукоятку 1 вращают против часовой стрелки для отвода резца. После этого рукцятку 1 следует медленно поворачивать пока резец не дойдет почти до края крышки. Чисто обработать выступ у кромки крышки невозможно, поэтому резец отводят от детали и рукоятку 1 поворачивают так, чтобы резец оказался в положении, показанном на фиг. 355. Вновь подводят резец
к детали и перемещают его перпендикулярно оси вращения детали. Если резец был установлен на правильную глубину резания, то металл не будет сниматься, когда резец достигнет уже обработанной части детали. Таким образом будет получена ровная поверхность. Обточка с помощью суппорта в принципе подобна работе со штихелем.

Суппортом можно пользоваться и при обработке цилиндрических деталей, например оси барабана. Деталь закрепляется в цанговом патроне или в центрах. В последнем случае на детали устанавливается хомутик (фиг. 356). Процесс обработки в этом случае мало чем отличается от выше отмеченного примера.
Инструмент для обработки головок винтов является вспомогательным приспособлением, но его можно применять и без станка. Рассмотрим случай применения этого приспособления на токарном станке (фиг.
357). Приспособление снабжено тремя притирами: из железа, оловянистой бронзы и самшита. Если головку винта надо отполировать, винт резьбовой
частью закрепляется в специальном патроне для обработки головок винтов. Необходимо, чтобы головка винта располагалась плоско относительно патрона в бабке. Железный притир закрепляют в станке и наносят на него смесь крокуса и масла. Приспособление устанавливают так, чтобы оно могло скользить вверх и вниз по станине. На станину и подшипники приспособления наносят небольшое количество масла. Пусть шпиндель станка вращается с относительно большой скоростью. Приспособление для обработки головок винтов перемещают по направлению к притиру, чтобы головка винта пришла с ним в соприкосновение. Головка при этом шлифуется, сохраняя свою плоскость. Разность в скоростях вращения шпинделя и приспособления с притиром обеспечивает получение хорошей поверхности головки винта.
Когда вся поверхность головки будет отшлифована, железный притир заменяют бронзовым притиром, покрытым диамантином. Головку винта очищают от остатков крокуса и продолжают полировку поверхности теми же движениями, что при шлифовке.

Фиг. 357. Ручная полировка головок винтов на станке
Окончательную отделку производят самшитовым притиром с диамантином. Таким способом можно отполировать не только винты, но и торец вала барабана и любую деталь, которую можно зажать в патроне приспособления для обработки головок винтов. При ручной полировке применяют другой инструмент. Принцип операции тот же, но способ работы иной. В этом случае используют инструмент, показанный на фиг. 358. Приспособление зажимают в тисках и винт закрепляют в патроне. На железный притир наносят смесь крокуса и масла. Положение рук показано на фиг. 358. Шпиндель заставляют вращаться то в одну, то в другую сторону; одновременно перемещают также притир вперед и назад, причем его скорость перемещения должна быть немного больше скорости шпинделя. Головка винта шлифуется плоско. Немного масла наносят на подшипники шпинделя и на вал, на котором вращается притир. Затем железный притир заменяют бронзовым притиром и продолжают чистовую обработку головки винта, как было рекомендовано выше.

Фиг. 358. Приспособление для обработки головок винтов вручную.
Процесс чистовой обработки головок винтов и других деталей на токарном станке и приспособлении для обработки головок винтов вручную один и тот же. Если обработка производится на
токарном станке, для полировального инструмента устанавливается роликовый упор, а обрабатываемая деталь закрепляется в цанговом патроне в передней бабке станка. При сильном повреждении головки винта ее перед шлифовкой необходимо обработать мелкозернистым оселком (например, арканзасским камнем), установив его на роликовом упоре. Чистовая обработка боковой поверхности головок винтов также необходима. Винт хорошо очищают, наносят диамантин на бронзовый полировальный инструмент и полируют Поверхность теми же движениями, как при полировании мелкозернистым оселком. Бронзовый полировальный инструмент имеет длину около 175 мм, ширину 12 мм, толщину 6 мм. Окончательную чистовую обработку производят самшитовым полировальным инструментом приблизительно того же размера, что инструмент из бронзы.
Хорошим заменителем самшитового инструмента является задняя сторона ручки обычной часовой щетки. Правку бронзового полировального инструмента производят напильником, оставляя на его поверхности поперечные штрихи.
Смесь крокуса и масла рекомендуется переносить на притир следующим образом: берут немного смеси на конец ножа, переносят на притир и растирают пальцем. Диамантин переносят на притир согнутым суставом большого пальца. Вспомогательных приспособлений к токарному станку очень много. Существуют приспособления для выполнения почти любой операции, но многими из них редко пользуются часовые мастера. Рассмотрим часть этих приспособлений.
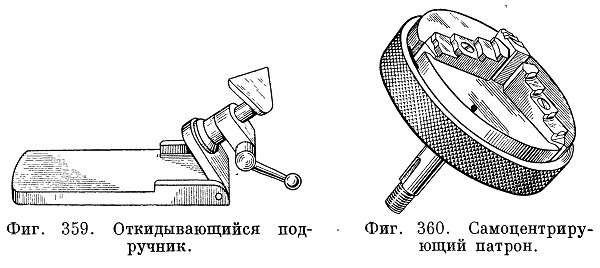
Подручник (фиг. 359) применяется в тех случаях, когда требуется выполнить большой объем токарных работ. Его можно откинуть, чтобы он не мешал, когда производятся измерения или полировка; когда же подручник воз вращается, повторная регулировка его положения не требуется.
Патроны применяются различного назначения. Чаще всего применяются самоцентрирующие латунные и стержневые патроны. Самоцентрирующие патроны снабжены поворотными кулачками (фиг. 360), что позволяет закреплять, например, корпусные кольца, гнезда камневых опор часов и т. п. после поворота кулачков. Кулачки сделаны такой формы, что можно закреплять такие детали, как платину часов, например, для сверления нового центрального отверстия и других аналогичных работ.
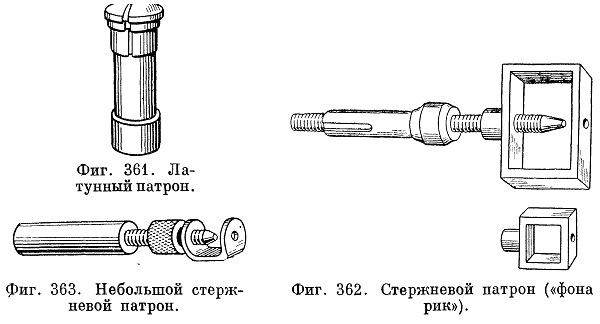
Латунные цанговые патроны (фиг. 361) предназначены для закрепления винтов и других деталей в тех случаях, когда необходимо предохранить их поверхность от повреждения. Их нельзя применять для обточки осей балансов, трибов и других деталей, требующих абсолютной точности обработки.
Стержневые патроны (фиг. 362) изготовляются из бронзы и снабжены стальным центром в виде винта. В них закрепляются такие детали, как храповое колесо вместе с осью барабана, когда необходимо полировать концы, или большие винты для полировки их концов. Обрабатываемая деталь не закрепляется очень точно в этом патроне и поэтому его не применяют для токарной обработки. Стальные стержневые патроны малого диаметра (фиг. 363) применяют для закрепления небольших винтов при их полировке, или для секундной стрелки, для укорачивания ее трубки мелкозернистым оселком.

Фиг. 364. Самоцентрирующее приспособление для сверления.
Источник