- Хонингование цилиндров двигателя. Что это и зачем его делают?
- В чём суть хонингования цилиндров
- Важные требования
- Используемое оборудование
- Отличия выполнения хонингования на разных двигателях
- Негильзованные двигатели
- Гильзованные двигатели
- Опасные заблуждения
- Хонингование цилиндров
- Хонингование – операция финишная и… самостоятельная
- Создать сетку
- Хонингование, расточка, гильзовка
- Здесь есть четкие критерии:
- Хонингование в цифрах
- «Изюминка» хониногования
- Но почему «Механика»?
- Не забудем и выходной контроль
Хонингование цилиндров двигателя. Что это и зачем его делают?
При производстве и ремонте двигателей внутреннего сгорания используются самые различные технологические и конструктивные решения. От правильности их выбора зависит совершенство силового агрегата, его безупречная работа и эксплуатационный ресурс. В данной статье мы поговорим об одной из классических, обязательных при изготовлении или восстановлении ДВС технологий – хонинговании – рассмотрев этот процесс во всех его аспектах.
В чём суть хонингования цилиндров
Выполняют его для того, чтобы снизить шероховатости на стенках цилиндров, при этом улучшается приработка колец и самих поршней. Это заметно продлевает срок эксплуатации отремонтированного мотора.
Во время работы силовой агрегат подвержен достаточно сильному износу и потере своей изначальной формы. Особенно это влияет на цилиндры. Их первоначальная круглая форма становится овальной, на стенках появляются задиры и царапины. В результате капитального ремонта не избежать.
Во время ремонта цилиндры подвергаются растачиванию, а хонингование позволяет сохранить их форму правильной и получить наиболее низкую шероховатость стенок. Само хонингование — это заключительная фаза при обработке цилиндров. Если сравнивать все обычные заключительные действия, например, полировку или притирку какой-либо поверхности, то у процесса хонингования повышенная точность и эффективность проведенных работ.
Для нормальной работы бензиновых и дизельных моторов необходимо обеспечить высокую точность размеров их компонентов. Одним из важнейших факторов является соблюдение допусков на размеры и показателей шероховатости поверхности зеркала цилиндров. Необходимость в этом возникает по следующим причинам:
- Точное соблюдение размеров это ключ к увеличению компрессии и уменьшению количества прорывающихся в картер газов, содержащих продукты сгорания.
- Правильная обработка поверхности снижает износ поршневых колец, гарантируя длительный срок их работы.
Важные требования
При контроле размеров цилиндров, следят за соблюдением следующих параметров:
- Бочкообразности, корсетности и конусности. Под этими терминами подразумевается разница диаметров в разных частях цилиндра или гильзы.
- Элипсности, под которой подразумевают разницу в диаметрах окружности в разных её точках.
Подобные дефекты появляются в результате небрежного выполнения работ на расточном станке или в процессе эксплуатации силового агрегата.
Отдельную проблему представляет достижение необходимых параметров шероховатости. Поверхность не должна быть зеркальной. На ней должны остаться небольшие насечки, получающиеся при прохождении хоном. Эти насечки необходимы для того, чтобы на них задерживалось моторное масло. Это способствует улучшению смазывания деталей поршневой группы. В дальнейшем, при обкатке, содержащаяся в лубриканте сера создаст на поверхности цилиндра сульфидную плёнку, уменьшающую износ деталей, поскольку по своим параметрам она значительно твёрже металла.

Используемое оборудование
С учётом перечисленных требований промышленность выпускает специальные хоны, применяемые для обработки деталей двигателей внутреннего сгорания. Подобные инструменты имеют изменяемый диаметр, используются в хонинговальных станках и обладают ограниченным ресурсом. Соответствие техническим требованиям должно подтверждаться сертификатом, который получен в органах стандартизации. Недопустимо производить хонинговку с помощью оборудования, не соответствующего утверждённым стандартам. Это может привести к нежелательным последствиям.

При выборе хона следует обращать внимание на следующие параметры:
- Диапазон (по диаметру).
- Количество и длину камней.
- Твёрдость и зернистость материала.
Различают инструменты и по способам обработки, которая может быть сухой или с применением смазывающе-охлаждающей жидкости (СОЖ). При хонинговке деталей, изготовленных из чугуна или стали, в качестве СОЖ применяют керосин или смесь керосина с льняным маслом. Если хон имеет камни с алмазным напылением, используют воду с синтетическими добавками.
Для соблюдения технологического процесса обязательно требуется исправный хонинговальный станок, обеспечивающий точное перемещение обрабатывающего инструмента. Именно на его рабочий стол попадает уже побывавший на расточном станке новый или ремонтируемый блок. А ещё вам потребуется достоверная информация о размерах, которые должны быть обеспечены в итоге. Дальнейшая последовательность операций, в зависимости от конструкции ДВС, может быть различна.
Отличия выполнения хонингования на разных двигателях
Двигатели внутреннего сгорания имеют разное устройство. Используемые конструктивные схемы влияют на технологический процесс.
Негильзованные двигатели
Выполненный в виде единой детали негильзованный блок подвергают обработке сразу после расточки, закрепив на рабочем столе и убедившись, что ось обрабатываемого цилиндра расположена вертикально и совпадает с осью шпинделя хонинговального станка. Это позволит исключить её неперпендикулярность к коленчатому валу. Шпиндель включённого станка вращается, одновременно выполняя возвратно-поступательные движения. Для получения нужного результата может потребоваться выполнить от одного до нескольких проходов. Контроль размеров осуществляют с помощью нутромера. Одновременно следует производить замеры шероховатости поверхности. Для этого существуют различные способы:
- Контактный (щуповой), для которого разработаны специальные приборы – профилометры и профилографы. Последние не только замеряют, но и регистрируют параметры.
- Бесконтактные (оптические), среди которых различают теневой, светового свечения, растровый и микроинтерференционный.
Гильзованные двигатели
Отдельную проблему представляет хонингование двигателей с сухими или мокрыми гильзами. Производители запасных частей поставляют, как принято считать, уже готовые к работе комплекты гильз, уже прошедшие все этапы обработки. Однако, под воздействием различных факторов, устанавливаемые на рабочие места детали деформируются и перестают соответствовать заданным размерам. Вследствие этого:
- Ухудшается компрессия. Мотор не развивает необходимую мощность и расходует много топлива.
- Снижается ресурс силового агрегата.
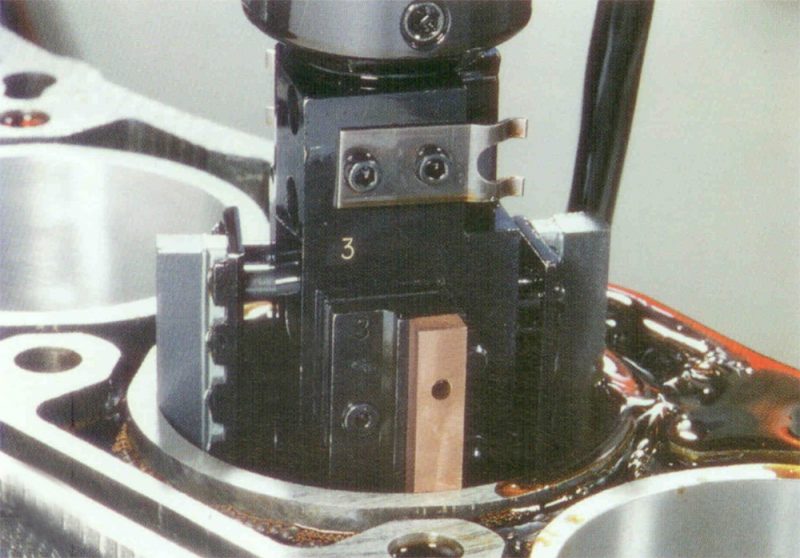
Существует способ избежать этих неприятностей. Для этого изготавливают специальную толстую пластину, имитирующую ГБЦ. Она должна прижимать гильзы, одновременно имея сквозные отверстия, обеспечивающие беспрепятственный доступ инструмента внутрь цилиндров. Пластину закрепляют на блоке после установки гильз, заворачивая резьбовые соединения в последовательности и с моментом затяжки, рекомендованном для установки ГБЦ. Только после этого выполняют хонингование в той же последовательности, что и для негильзованных моторов. Это позволяет свести к минимуму искажение размеров, возникающее в процессе установки гильз.
При полном соблюдении технологического цикла процедура выполняется в четыре этапа:
- Грубая обработка, в процессе которой снимается значительный слой материала. Ею можно заменить расточку. Она ведётся при избытке СОЖ. Лучше всего для этой цели подходят хоны с алмазными брусками на медной основе.
- Хонингование инструментом с размером зерна абразивного материала 1/150 мм. При этом происходит формирование микропрофиля поверхности.
- Окончательная обработка материалом с зерном 1/300 – 1/500 мм.
- Крацевание. Это заключительная операция, в ходе которой размер цилиндра не изменяется, а происходит очищение поверхности от остатков абразива. Для крацевания используют нейлоновые щётки, в состав волокна которых добавлены кристаллы кремния.
Соблюдение перечисленных правил позволяет достичь оптимального результата.
Опасные заблуждения
Интернет пестрит статьями, рассказывающими о том, как сделать хонингование цилиндров самостоятельно с помощью дрели и иного подобного оборудования. Это вызывает удивление. Говоря по совести, реальной пользы от такого рода информации нет. Используемые на производстве хонинговальные станки относятся к разряду наиболее точных обрабатывающих станков. Только с их помощью удаётся обеспечить требуемые допуски в десятые доли микрон. По этой причине справится с задачей дома или в условиях мастерской, не имеющей специального оснащения, не получится. Мотор, отхонингованный «на коленке», не проработает долго.
Чтобы потраченные на ремонт силы и средства не пропали напрасно, обращайтесь к специалистам, имеющим в своём распоряжении необходимое оборудование. Существуют фирмы, предлагающие такого рода услуги. Если их расценки покажутся чрезмерно высокими, задумайтесь о том, во что обойдётся покупка хотя бы контрактного двигателя. Возможно, вы перемените своё мнение.
Понравилась статья? Поделитесь в соц. сетях:
Источник
Хонингование цилиндров


Хонингование – операция финишная и… самостоятельная

(фото: хонингование цилиндров двигателя)
Создать сетку
Поскольку наша тема хонингование, напомним – что же это за операция такая. Вдруг кто-то забыл. Так вот, хонингование – это финишная обработка поверхностей цилиндров при капитальном ремонте двигателя. Проводится на специальных станках особым инструментом – хоном, совершающим возвратно-поступательное и вращательное движение.
Хонингование позволяет:
- обеспечить окончательный размер цилиндра с точностью до сотых долей мм;
- создать сетку хона, необходимую для удержания масляной пленки на стенках цилиндров.
Когда же оно применяется – хонингование? Об этом далее.
Хонингование, расточка, гильзовка
Ответ на вопрос «Что делать с изношенным блоком цилиндров?» может быть коротким: ремонтировать. А вот ответ развернутый потребует чуть больше времени и слов.
В один далеко не прекрасный момент водитель чувствует: с мотором что-то не так. Мощность-то он развивает, но не столь резво как раньше. Масло «подъедает».. Да и выхлоп подтверждает: масло горит, запах этот ни с чем не спутаешь.
И обращается водитель в сервис, обычный, недорогой. Но правильный диагноз там могут поставить не всегда. А значит, и ремонт эффективным не будет. Говорите, расход масла увеличился? Сальники в порядке, значит, блок цилиндров изношен. Мы вам кольца новые поставим – и езжайте себе дальше. Вот и вся диагностика.
А всегда ли поможет простая замена поршневых колец? Далеко не всегда. А вот навредить может легко. Дело в том, что у изношенного цилиндра нарушена геометрия. И новые кольца, установленные в такой цилиндр, ее не исправят. И нормально работать новые кольца тоже не будут.
И хорошо, если владелец автомобиля обратится к профессионалам на специализированное моторное предприятие. Например, в компанию «Механика». А там начнут с обстоятельной диагностики состояния цилиндров. И прежде всего с тщательных замеров износа и искажений геометрии.
Здесь есть четкие критерии:
1.Износ в области верхней мертвой точки (ВМТ) поршня – этакая «ступенька» на зеркале цилиндра. Критической считается величина порядка 0,05 мм. При большем износе условия работы колец резко ухудшаются.
2.Эллипсность цилиндра, нарушающая плотность прилегания колец к зеркалу. Критическая величина – около 0,03 мм.
В совокупности оба фактора приводят к падению компрессии, прорыву отработавших газов в картер (старение масла при этом резко ускоряется!) и упомянутому расходу самого масла.
Оценив износ, специалисты вынесут вердикт. Здесь может быть три варианта ремонта.
Во-первых, только хонингование. Специалисты «Механики» скажут: выработка мала, цилиндры можно дохонинговать без расточки, восстановить сетку, заменить кольца. Еще поездите, зато сэкономите на поршнях ремонтного размера.
Здесь хонингование выступает в двух ипостасях: как финишная и как самостоятельная операция. Но такие случаи, когда можно обойтись одним лишь хонингованием, редки, и отследить их могут лишь профессионалы.
Во-вторых, расточка цилиндров в ремонтный размер с последующим финишным хонингованием.
Расточке мы посвятим отдельную статью. А пока отметим, что ее назначают, когда устранить износ одними только хонинговальными брусками невозможно.
Расточка убирает и эллипсность, и конусность и ступеньку выработки цилиндра в зоне ВМТ поршня. Это самый распространенный случай ремонта.
И, наконец, в-третьих, гильзовка. Ее проводят, когда последний ремонтный размер уже выбран и расточка цилиндров невозможна. Но хонингование, как финишная операция, присутствует и в этом случае.
Таким образом, хонингование проводится всегда! При любом варианте ремонта блока из трех названных.

(фото: финишная обработка поверхности цилиндров после расточки)
Хонингование в цифрах
Каковы возможности хонингования по съему металла? Расточка или гильзовка оставляют под финишную обработку припуск величиной в «десятку» (0,1 мм). Или чуть больше – 0,15 мм. Дальше за дело берется хон.
Собственно хонингование проводится в три этапа на одном и том же станке.
Этап 1. Работают грубые бруски. Они уменьшают припуск до 0,05 мм.
Этап 2. Мастер меняет бруски на чистовые, которые выводят поверхность цилиндра в окончательный размер. Они же создают правильный рисунок сетки. Теперь масляная пленка будет надежно удерживаться на стенках цилиндра, а излишки масла будут сбрасываться маслосъемными кольцами в картер двигателя.
Этап 3. Чистовые бруски заменяются щетками из нейлоновых нитей с кремниевыми кристаллами. Щетки убирают острые вершины хонинговальных рисок и заусенцы. Образно говоря, обеспечивают «суперфинишную» обработку после финишной.
«Изюминка» хониногования
И все же скептики могут спросить: всегда ли нужно хонингование? Нельзя ли в некоторых случаях обойтись одной расточкой цилиндров – например, на каких-нибудь суперточных станках?
Что мы им ответим? Теоретически да, возможно. Особенно если вы не ждете от восстановленного двигателя большого ресурса. А почему ресурс будет небольшим? А потому что вы забыли про хонинговальную сетку, с которой начался этот рассказ. Резцом ее не получишь.
Но и это еще не все. Вспомним: что такое чугун? Это сплав, смесь мягкого железа (собственно Fe), карбида железа Fe3C и чистого углерода в виде графита. Свойства процесса резания чугуна таковы, что резец не только снимает стружку, но и «размазывает» мягкое железо по цилиндру. Кольца по такой поверхности работать будут, но недолго – масло на ней не держится.
А финишная операция хонингования не только формирует сетку, удерживающую моторное масло, но и убирает пленку железа со стенок цилиндра. Делается это при малых контактных напряжениях и небольших скоростях резания – можно сказать, «нежно». При этом открываются зерна графита – а графит не только улучшает структуру сетки, делая ее однородной, но и сам является твердой смазкой.
Вот и получается, что в профессиональной технологии ремонта без хонингования не обойтись.
Но почему «Механика»?
Выше мы упомянули фирму «Механика» – и неспроста. Это признанный эксперт в деле моторного ремонта. А вот и аргументы.
Автомобильные двигатели стремительно меняются. Увеличивается мощность при одновременном сокращении размеров агрегата. Термическая и механическая нагрузка на детали растет. А значит, совершенствуются конструкционные материалы для поршневых колец, поршней и блоков цилиндров. Меняются и сами кольца – уменьшается их высота, а число колец сокращается.
Все это необходимо знать, непрерывно отслеживать все новости отрасли, и прежде всего – инновационные решения производителей двигателей.
Так вот, сотрудники «Механики» держат руку на пульсе мирового автопрома. Но не забывают и классические технологии. Поэтому здесь отремонтируют и старый добрый «атмосферник», и новейший турбированный агрегат, рожденный под флагом downsizing.
Как уже говорилось, здесь проводят точную диагностику. А значит, выбирают правильную технологию ремонта.
В этой компании великолепный станочный парк, включая современные хонинговальные станки Sunnen. А работают на них опытные мастера. Эти не «прослабят» допуски, они чувствуют металл интуитивно.

(фото: станок для хонингования бц)
Инструмент – хонинговальные бруски и щетки – здесь импортные. Смазочно-охлаждающая жидкость (СОЖ) высшего качества. Она омывает инструмент и блок во время операции, тут же фильтруется и вновь подается в рабочую зону.
Не забудем и выходной контроль
Углы хонингования соответствуют требованиям, шероховатость тоже. А чему удивляться, «Механика» применяет европейские технологии, а такие проверки там обязательны.
Итак, хонингование проведено. Зеркало цилиндров готово под новые кольца. А в случае ремонтного размера – под новые поршни с кольцами. И двигатель снова будет наматывать километры.
Автор: Юрий Буцкий, к.т.н.
Источник