- Чипгуру
- Переборка штатной ВФГ школьного фрезера НГФ110.
- Переборка штатной ВФГ школьного фрезера НГФ110.
- НГФ-110ш1, НГФ-110ш2 станок фрезерный горизонтальный настольный схемы, описание, характеристики
- Сведения о производителе фрезерного горизонтального настольного станка НГФ-110ш1, НГФ-110ш2
- НГФ-110ш1, НГФ-110ш2 станок фрезерный горизонтальный настольный. Назначение и область применения
- Устройство настольного горизонтально-фрезерного настольного станка НГФ-110Ш1
- Расположение основных узлов на станке НГФ-110ш1
- Расположение органов управления станком НГФ-110ш1
- Станина с основанием
- Привод
- Коробка перемены передач с механизмом переключения
- Консоль фрезерного станка НГФ-110ш1
- Установочные тиски
- Хобот станка и оправка с фрезой
- Подготовка станка к работе
- Установка скоростей шпинделя
- Крепление фрезы на станке НГФ-110ш1
- Регулировка станка
- 1. Подшипник шпинделя
- 2. Зазоры в направляющих
- 3. Люфты винтов продольного и поперечного хода
- Модификации настольного горизонтально-фрезерного станка НГФ-110
- Обозначение фрезерного станка НГФ-110ш1. Буквы и цифры означают:
- Общий вид настольного фрезерного станка НГФ-110ш1, НГФ-110ш2
- Общий вид настольного фрезерного станка НГФ-110ш2
- Видео фрезерного настольного станка НГФ-110ш1
- Технические характеристики станков моделей НГФ-110Ш4
- Список литературы:
Чипгуру
Переборка штатной ВФГ школьного фрезера НГФ110.

Переборка штатной ВФГ школьного фрезера НГФ110.
Сообщение #1 2-12-85-06 » 29 июн 2018, 05:33
Америки в этой теме не открою. Переборка ВФГ НГФ 110 досконально разобрана на параллельном ресурсе. В частности, в знаменитой теме «История одной головы» , автор OZEO , которая сильно помогла при приведении моей ВФГ в порядок. Еще есть 3D-модель ВФГ НГФ-110 Кота Железкина и ряд материалов из других тем. Поэтому просто напишу отчет, как процесс проходил у меня, может кому пригодится в качестве методички.
Итак, здесь писал, что свой НГФ110Ш4 приобрел без ВФГ. Мысль о голове терзала неотступно полтора года, пару раз даже бронировал на барахолке, но снимал бронь по разным причинам –И вот наконец, в ноябре 2015 все срослось, в барахолке увидел достаточно приемлемый по цене вариант – голова, переходной фланец и Т- болты. Голова, выпуска 1983 года стояла, судя по фоткам лота в барахолке на станке Ш3. Хотя, судя по году выпуска и ромбическому переходному фланцу была от модели Ш4. Зная, что у моделей Ш3 и Ш4 разные фланцы (у Ш3 – он округлой формы) и оси крепежных отверстий у этих моделей не совпадают, сначала решил, что продавец пошел по легкому пути и рассверлил крепежные отверстия на фланцах, чтобы можно было привинтить фланец. Спросил у продавца об этом. Оказалось, что человек не искал легких путей – заглушил старые крепежные отверстия на колонне и просверлил новые. Чем меня и порадовал. Еще поспрошав про всякое разное, решил взять, и голова приехала ко мне из Казани. Помню, что когда увидел ее в первый раз, то был удивлён размерами – почему-то по фоткам она представлялась мне в два раза больше. Голова обошлась по деньгам немного дороже чем сама нагафа.
Первый осмотр выявил, что верхняя крышка и табличка привинчены криво. Причина – криво просверленные отверстия. Табличку потом выправил, а верхняя крышка так и осталась сидеть слегка наискосок. Ну ладно – на работоспособность не влияет. Литье корпуса – обычное для этих станков. Один из приливов корпуса под гайку т-болта отлит с перекосом – в принципе тоже беда небольшая. Шпиндель снаружи, когда-то, фиксировали чем-то вроде разводного ключа – остались следы. Снял крышки. Под ними обнаружился полузасохший солидол – как и ожидалось.




Отвинтил шлицевые гайки на промежуточном вале и шпинделе валах, снял цилиндрические шестерни. С промежуточного руками снял, со шпинделя съёмником. Причина – шпонка подсрезалась. Отвинтил крышку подшипников промежуточного вала. Сразу обратил внимание на ржавчину под на корпусе и обойме верхнего РУПа, видимо когда-то попала вода:



Демонтаж и разборка первичного вала.
Для этого сначала вывинтил фиксирующий гужон в нижней части корпуса. Чтобы вывинтить крышку – гайку первичного вала вставил два болта М6 в отверстия крышки, вставил между ними монтажку и стронул резьбу. Сначала шла туго, гужон упирается прямо в резьбу, видно от этого нитки были подзамяты, потом пошло от руки.
Первичный вал в сборе:


Внутри корпуса, в смазке, было полно желтых опилок. В душу закрались нехорошие подозрения.
Два 202-х подшипника первичного вала решил поменять на закрытые, благо они недорогие, заодно проверить состояние упорного. Разбираю вал, откручиваю шлицевые гайки, сдергиваю верхний 202-й, шестерню, вместе с упорным, снимаю крышку — гайку

вынимаю вал с нижним 202-м из крышки, сдергиваю его. Отмываю все.
Комплект первичного вала:

Упорный 8102 оказался в порядке, решил оставить. 202-е взял польские NSK.

Сборка в обратном порядке:





Демонтаж и разборка промежуточного вала.
Выскреб смазку из корпуса, попробовал вытолкнуть изнутри промежуточный вал, упираясь монтажкой в коническую шестерню. Не идет от слова никак.
Соорудил «колодец» из резцов, сверху навинтил на вал штатную шлицевую гайку, чтобы выпрессовать вал вместе с подшипниками из корпуса. Самым сложным при этом было зафиксировать вал от проворота. Извращался по-разному: клинил шестерню вала отверткой, делал импровизированный домкратик из болта и длинной гайки и т. д. Сначала шло очень тяжело, когда обойма верхнего РУПа вышла из корпуса наполовину пошло легче, второй подшипник вышел уже без особых усилий.




Как и писал OZEO внизу, под пакетом РУПов оказалось непонятное дистанционное кольцо, цитата из его темы:
У меня все было аналогично, это стандартный заводской косяк у штатной ВФГ. При осмотре отмытой конической пары сразу стало видно, что в зацеплении было примерно 3/4 длинны зуба. На первом фото, в правой части, отчетливо видно какое было пятно контакта, эта часть зубьев более светлого цвета. На втором фото видна выработка зубьев (в верхней части).

Снял подшипники с вала. Сразу стало ясно откуда желтые опилки в смазке – латунные сепараторы РУПов были разбиты вдрызг, отверстия под шарики стали овальными. На замену купил такие же, советские, 5-46205Л, 3ГПЗ.


Комплект промежуточного вала. Слева, внизу, то самое непонятное дистанционное кольцо:

Отвинтил шпиндельную крышку, трубу подходящего диаметра, упер в наружное кольцо верхнего радиального подшипника и выбил шпиндель вниз из корпуса без особых усилий. На шпинделе подшипники вроде были живы, во всяком случае РУПы, не очень понравился верхний радиальный 205-й, решил его поменять, взял тоже NSK, японский:


Отвинтил регулировочные шлицевые гайки шпиндельных гаек и снимаю 205-й со шпинделя:





На фото, рядом со шпинделем видна банка с краской. Типа краска по ржавчине, взял ее в качестве грунта для покраски корпуса из-за маленькой банки, т. к. ГФ-021 продавался только в двухлитровых банках, а мне столько не надо было. Краска оказалась откровенной дрянью, корпус на батарее сох неделю – не покупайте!
Собрал помежуточный вал, дистанционное кольцо которое было под нижним РУПом переставил по методике OZEO наверх, подшипники смазал, заменил срезанную шпонку на новую. Вставил вал в корпус, привинтил крышку прижимающую наружное кольцо верхнего РУПа:


Поставил на место первичный вал и отрегулировал зацепление конической пары. Снова пользовался методикой OZEO , цитата из его темы::
У меня все было точно также, только вместо литола использовал синий Мобил смешанный для густоты с зубным порошком. Удалось отрегулировать за три приема. На фото видно, что смазка из зуба выдавилась равномерно с двух сторон:

Законтрил крышку – гайку первичного вала гужоном в отрегулированном положении. Шлицевые гайки держащие цилиндрическую шестерню насколько можно было, но так, чтобы РУПы не клинило.
Отрегулировал шлицевыми гайками затяжку РУПщв шпинделя и вставил шпиндель на место. Предварительно смазал подшипники:


Надел ведомую цилиндрическую шестерню, стала видна разница по высоте по отношению к ведущей шестерне примерно на 1,5 мм. Вырезал из толстой листовой латуни шайбу:

Оказалось, маловато, вырезал пару дополнительных шайб из пивной банки и шестерни встали одинаково по высоте. Срезанную шпонку заменил на новую. Зафиксировал ведомую шестерню шлицевыми гайками:
Источник
НГФ-110ш1, НГФ-110ш2 станок фрезерный горизонтальный настольный
схемы, описание, характеристики

Сведения о производителе фрезерного горизонтального настольного станка НГФ-110ш1, НГФ-110ш2
Фрезерный горизонтальный настольный станок модели НГФ-110ш1 выпускался предприятием Завод № 5 им. Дзержинского, город Щелково Московской области, поселок имени Свердлова.
Фрезерный горизонтальный настольный станок модели НГФ-110ш2 выпускался предприятием Сапожковский механический завод № 7, город Сапожок Рязанской области.
НГФ-110ш1, НГФ-110ш2 станок фрезерный горизонтальный настольный. Назначение и область применения
Горизонтально-фрезерный учебный станок НГФ-110ш1 выпускался в 60-х годах пролого века.
Горизонтальный консольно-фрезерный станок НГФ-110ш1 настольного типа предназначен для выполнения фрезерных операций по обработке горизонтальных плоскостей, пазов и других поверхностей. Обработка плоскостей производится дисковыми, торцовыми, концевыми, угловыми и фасонными фрезами.
Фрезерный станок модели НГФ-110ш1 и НГФ-110ш2 является специальным школьным оборудованием и предназначен для производственного обучения в средней школе для оборудования школьных учебных мастерских.
Устройство настольного горизонтально-фрезерного настольного станка НГФ-110Ш1
Расположение основных узлов на станке НГФ-110ш1

Расположение основных узлов на станке НГФ-110ш1
Расположение органов управления станком НГФ-110ш1

Расположение органов управления станком НГФ-110ш1
Настольный горизонтально-фрезерный станок состоит из следующих основных узлов и деталей (рис. 1 и 2):
- 1. Станина с основанием;
- 2. Привод;
- 3. Коробка перемены передач с механизмом включения;
- 4. Консоль;
- 5. Стол продольного перемещения;
- 6. Каретка поперечного перемещения;
- 7. Механизм вертикального перемещения;
- 8. Реверсивный пускатель электродвигателя;
- 9. Хобот;
- 10. Оправки для закрепления фрез;
- 11. Установочные тиски.
Станина с основанием
Станина представляет собой простейшую форму отливки с четырьмя расточенными отверстиями под шпиндель, вал блока шестерен, вал привода и хобот. В нижней части в отливке сделана внутренняя сплошная перемычка, которая служит поддоном резервуара масла для смазки шестерен и подшипников коробки скоростей.
Основанием станка служит массивная чугунная плита прямоугольной формы размером 600 х 400 мм. Плита предназначена для крепления станины и установки станка на фундаменте.
Привод
При помощи клиноременной передачи вращение от электродвигателя передается на вал привода коробки скоростей, который смонтирован на трех шариковых подшипниках. На валу жестко насажена шестерня, передающая вращение основному валу коробки скоростей через постоянно сцепленную с ней шестерню, насаженную на основной вал.
Электродвигатель установлен на шарнирно закрепленной скобе 2 (рис. 3). При ослаблении клиновидного ремня вследствие его вытяжки следует отвернуть гайку 5, второй гайкой натянуть ремень, после чего вновь навернуть гайку 5.
Ременная передача закрыта кожухом, закрепленным на корпусе.
Пуск станка осуществляется барабанным реверсивным переключателем типа БП1-132.
Подключение станка к электросети производится через вводный выключатель ВВ (пакетный выключатель на 25 а) типа ВП-25.
Заземление станка при установке, а также эксплуатации его производится в соответствии с требованиями Госинспекции по промэнергии при МЭС СССР.
Коробка перемены передач с механизмом переключения
Коробка перемены передач с механизмом переключения состоит из основного вала с жестко насаженной шестерней и подвижным тройным блоком и сидящих жестко на шпинделе трех шестерен. Вал цапфами опирается на шариковые подшипники.
Шпиндель вращается в двух опорах. Блок шестерен переводится специальной вилкой, сидящей на рычаге переключения.
При переключении блок шестерни занимает три рабочих положения, что дает шпинделю три разные скорости, а в сочетании с двухступенчатым шкивом шпиндель получает шесть скоростей от 60 до 840 об/мин.
Рычаг переключения скоростей имеет ручку с пружинным пальцем, фиксирующим полное сцепление шестерен в определенном положении по гнездам в шкале.
Переключение скоростей производится только при полной остановке станка.
На станине станка имеется табличка с указанием оборотов шпинделя станка в минуту.
Консоль фрезерного станка НГФ-110ш1

Консоль фрезерного станка НГФ-110ш1
Консоль станка (рис. 4) представляет собой коробчатую отливку, на которой смонтированы механизмы продольного, вертикального и поперечного перемещения стола. Консоль крепится на вертикальных направляющих двумя планками, а регулируется боковым клином и двумя винтами.
Для продольного и поперечного перемещения рабочего стола на станке имеются салазки с направляющими в форме ласточкиного хвоста. Регулирование салазок осуществляется клиньями и винтами. В основании продольных направляющих салазок закреплена маточная гайка стола. Поперечное движение стола осуществляется ходовым винтом с прямоугольной резьбой и рукояткой. Продольно движение стола осуществляется ходовым винтом и маховичками, которые расположены с обеих сторон стола.
Ходовые винты имеют с двух сторон нониусные втулки с ценой деления 0,1 мм. На рабочей поверхности стола имеется три Т-образных паза для закрепления детали или тисков.
Для вертикального подъема стола на основании станка закреплен ходовой винт. Маточная гайка ходового винта укреплена в основании консоли. Для вращения ходового винта на нем укреплен маховичок.
Установочные тиски
Установочные тиски (рис. 5) являются основным приспособлением для закрепления небольших деталей различного профиля и могут иметь сменные губки в случае закрепления в них деталей сложной формы.
Для удобства работы тиски сделаны поворотными. На поворотном лимбе нанесены деления в градусах. Цена деления 1°.
Фиксация тисков в нужном положении осуществляется стопорным болтом и гайкой.
Хобот станка и оправка с фрезой
В направляющих верхней части станины (рис. 6) помещается хобот станка с серьгой, закрепленной в рабочем положении специальным зажимом с рукояткой.
В серьге смонтирован шариковый подшипник, несущий фрезерную оправку.
На валу между оправками закреплена фреза. В зависимости от выполняемой на станке работы хобот можно установить на различном расстоянии от направляющих консоли, т. е. с различным вылетом.
Подготовка станка к работе
Перед пуском необходимо:
- а) заполнить масляный резервуар маслом до рисок маслоуказателя;
- б) смазать с помощью шприц-масленки все точки вращения винтов подач, для чего необходимо отвернуть винты смазки, смазать и завернуть винты.
Во время эксплуатации станка необходимо постоянно следить за уровнем масла. Для предварительного детального ознакомления со станком рекомендуется обкатать его на холостом ходу, усвоить назначение и действие органов управления, опробовать переключение скоростей шпинделя, а также проверить поступление смазки.
При этом надо иметь в виду следующее: если при переключении скоростей шпинделя ощущается препятствие движению рукоятки, это значит, что шестерни уперлись зубом в зуб.
В этом случае не следует увеличивать усилие, нужно повернуть шестерни поворотом шпинделя за накатную гайку. После проворачивания шестерни продолжать переключение, не допускается переключение скоростей на ходу, так как это может привести к поломке зубьев шестерен.
Установка скоростей шпинделя
Установка выбранного числа оборотов шпинделя осуществляется поворотом рукоятки до момента, пока фиксирующий палец острием не войдет в соответствующее гнездо на шкале с цифрами и буквами А и Б при соответствующей установке ремня по схеме.
Для установки ремня необходимо снять ограждение, отвернув две фасонные гайки, а затем поставить ремень и ограждение.
Крепление фрезы на станке НГФ-110ш1

Крепление фрезы на станке НГФ-110ш1
В зависимости от вида применяемой фрезы крепление ее производится соответствующими способами:
- 1. Вставить фрезерную оправку коническим концом в отверстие шпинделя, совместив пазы во флянце оправки с сухарями на конце шпинделя, и закрепить оправку затяжным винтом при помощи ключа, предварительно протерев коническое отверстие шпинделя и конус оправки.
- 2. Снять с фрезерной оправки установочные кольца и надеть на оправку столько колец, чтобы после установки оправки она была как можно ближе к станине. При надевании фрезы на оправку нужно следить, чтобы направление резания фрезы совпадало с направлением вращения шпинделя. Если направление резания цилиндрической фрезы не совпадает с направлением вращения шпинделя, то следует снять фрезу и повернуть ее другим концом. Надев фрезу, надо установить на оправку остальные установочные кольца и затянуть гайку. При завинчивании гайки на оправку нужно следить за тем, чтобы гайка не закрывала шейку оправки.
- 3. Установить подвеску хобота так, чтобы конец (шейка) оправки вошел в подшипник подвески. Выполнение этих операций показано на рисунке 20, а и б.
- 4. Закрепить фрезу на оправке, завернув гайку ключом, и закрепить подвеску. При этом надо следить, чтобы зев ключа плотно садился на грани гайки и не мог сорваться при работе во избежание травмы.
- 5. Закрепить хобот и смазать подшипник подвески. Когда фреза и хобот закреплены, можно включить станок и привести фрезерную оправку с надетой фрезой во вращении. Если при вращении фреза бьет, следует остановить станок и исправить установку либо заменить фрезу или оправку. При необходимости выполнения работ торцовыми и концевыми фрезами, имеющими хвостовик с конусом Морзе, установка производится с переходными втулками.
Регулировка станка
В процессе эксплуатации станка возникает необходимость в регулировке отдельных узлов и элементов с целью восстановления их нормальной работы.
1. Подшипник шпинделя
В случае возникновения люфта шпинделя необходимо ослабить контргайку шпинделя, затем отрегулировать нормальный натяг и зафиксировать положение контргайкой.
2. Зазоры в направляющих
Зазоры в направляющих консоли со станиной, направляющих салазок стола и консоли, направляющих стола и салазок устраняются подтягиванием клиньев винтами в соответствующих сопряжениях так, чтобы после установления нормального зазора движение было бы плавным и без больших усилий.
3. Люфты винтов продольного и поперечного хода
Люфты винтов продольного и поперечного хода стола возникают вследствие износа бронзовых маточных гаек, которые замещаются новыми.
Модификации настольного горизонтально-фрезерного станка НГФ-110
НГФ-110ш1, НГФ-110ш2 производитель: Завод № 5 им. Дзержинского, город Щелково Московской области, поселок имени Свердлова.
НГФ-110ш2 производитель: Сапожковский механический завод № 7, город Сапожок Рязанской области.
Обозначение фрезерного станка НГФ-110ш1. Буквы и цифры означают:
- Н — настольный станок;
- Г — горизонтальный станок;
- Ф — фрезерный станок;
- 110 — наибольший диаметр фрез, применяемых на станке (мм);
- Ш — школьный;
- 1, 2, 3, 4 — модель станка.
Общий вид настольного фрезерного станка НГФ-110ш1, НГФ-110ш2

Фото настольного фрезерного станка НГФ-110ш1

Фото настольного фрезерного станка НГФ-110ш1

Фото настольного фрезерного станка НГФ-110ш1
Фото настольного фрезерного станка НГФ-110ш1
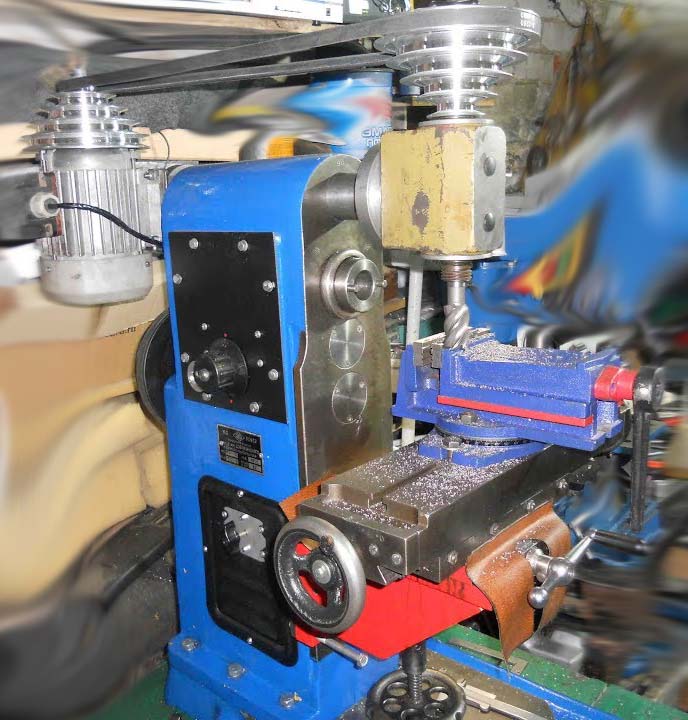
Фото настольного фрезерного станка НГФ-110ш1

Фото настольного фрезерного станка НГФ-110ш1
Общий вид настольного фрезерного станка НГФ-110ш2

Фото настольного фрезерного станка НГФ-110ш2

Фото настольного фрезерного станка НГФ-110ш2
Видео фрезерного настольного станка НГФ-110ш1
Технические характеристики станков моделей НГФ-110Ш4
| Наименование параметра | НГФ-110ш3 | НГФ-110ш4 |
|---|---|---|
| Основные параметры станка | ||
| Основные размеры ГОСТ, ТУ | ТУ-79 РСФСР 355-72 | ТУ 79 РСФСР 441-79 |
| Класс точности по ГОСТ 8-82 | Н | Н |
| Размеры рабочей поверхности стола (длина х ширина), мм | 100 х 400 | 100 х 400 |
| Расстояние от оси горизонтального шпинделя до стола, мм | 30..200 | 30..200 |
| Расстояние от оси горизонтального шпинделя до хобота, мм | 85 | 85 |
| Расстояние от торца шпинделя до подшипника подвески (серьги), мм | 235 | 235 |
| Наибольший диаметр фрезы, устанавливаемой на станке, мм | 110 | 110 |
| Рабочий стол | ||
| Наибольшее перемещение стола продольное, мм | 250 | 250 |
| Наибольшее перемещение стола поперечное, мм | 85 | 85 |
| Наибольшее перемещение стола вертикальное, мм | 170 | 170 |
| Число Т-образных пазов | 1 | 1 |
| Перемещение стола на одно деление лимба продольное (на один оборот), мм | 0,05 (4) | 0,05 (4) |
| Перемещение стола на одно деление лимба поперечное (на один оборот), мм | 0,05 (4) | 0,05 (4) |
| Перемещение стола на одно деление лимба вертикальное (на один оборот), мм | 0,025 (2) | 0,025 (2) |
| Быстрый ход стола продольный/ поперечный/ вертикальный, мм/мин | нет | нет |
| Число ступеней рабочих подач стола | нет | нет |
| Пределы рабочих механических подач стола. Продольных, поперечных, вертикальных, мм/мин | нет | нет |
| Угол поворота стола (в крайнем переднем положении), град | нет | нет |
| Шпиндель | ||
| Частота вращения горизонтального шпинделя, об/мин | 100, 160, 250 ,490, 630, 1000 | 125, 200, 310, 500, 800, 1250 |
| Количество скоростей горизонтального шпинделя | 6 | 6 |
| Внутренний конус горизонтального шпинделя | Морзе 3 | Морзе 3 |
| Привод и электрооборудование | ||
| Количество электродвигателей на станке | 1 | 1 |
| Электродвигатель привода главного движения, кВт (об/мин) | 0,6 (1410..1440) | 0,55..0,75 (1390..1480) |
| Габариты и масса станка | ||
| Габариты станка (длина х ширина х высота), мм | 685 х 640 х 790 | 685 х 640 х 925 |
| Масса станка, кг | 200 | 340 |
Список литературы:
Связанные ссылки. Дополнительная информация
Источник