Инструменты

Даже самая дорогая и высококачественная техника нуждается в настройке и калибровке. Иначе на хороший результат рассчитывать не приходится. Рассмотрим как настроить форматно раскроечный станок, увеличить КПД и сделать процесс работы максимально комфортным и продуктивным.
Оглавление:
Базовые понятия о работе форматно раскроечных станков
Если взять чертеж форматно раскроечного станка, то на нем будут отображены следующие элементы:
- корпус, который состоит из ножек и связующих переборок,
- станина, раскладная либо цельная,
- каретка для распиловки,
- фиксирующая боковая планка,
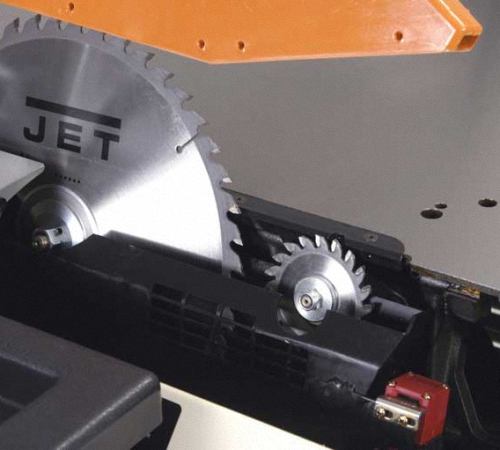
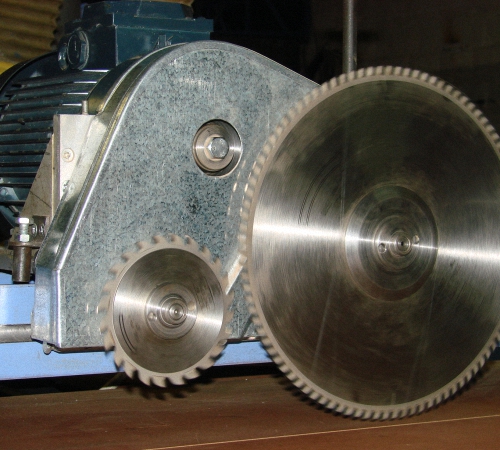
- основной пильный диск,
- дополнительный пильный диск,
- система электропитания,
- система управления.
Настройка форматно раскроечного станка предполагает точную регулировку всех этих элементов. Кроме того, к каждому материалу выдвигаются особые технические требования по распиловке.
Не меньшее значение имеет и помещение, в котором выполняются деревообрабатывающие работы. Оно должно соответствовать установленным нормативам:
- площадь в два раза больше, чем площадь форматно раскроечного станка в полностью разложенном виде,
- качественная вентиляция, обязательно механическая,
- идеально ровный пол,
- высота не менее 3 м,
- отсутствие острых углов, колонн и других архитектурных форм.
Далее детально рассмотрим настройку элементов форматно раскроечного станка.
Установка и первый запуск форматно раскроечного станка
Принцип работы форматно раскроечного станка предполагает протягивание заготовки по станине с последующей распиловкой:
- Основной пильный диск всегда установлен под углом 90 градусов. К сожалению, тоже самое нельзя сказать про ножки и корпус форматно раскроечного станка.
- Если какая — то из ножек гуляет, образовывается люфт от 1-2 мм до ощутимых 2-3 см. При этом между станиной и заготовкой образуется свободное пространство.
- В результате происходит искривление реза. В лучшем случае края детали получатся не ровными, в худшем — диск перегнет и он лопнет, что неминуемо приведет к тяжелым травмам.
- Дополнительный пильный диск еще более чувствителен к неровности пола, так как он используется для пропила угловых резов. Чем больше люфт, тем кривее получатся края.

Для того, чтобы правильно установить станок, необходимо выполнить следующие действия:
- взять двухметровый уровень и правило,
- уровнем проверить угол наклона пола, он должен быть строго 90 градусов,
- правилом проверить, чтобы не было перепадов и мелких неровностей, поверхность должна быть не только ровной, но и гладкой.
- если обнаружены перепады высоты или уклон, пол следует залить стяжкой.
Категорически не допускается местное выравнивание, по типу подпила ножек или установки под них подкладок. Учитывая значительную массу агрегата любые подкладки продавятся буквально за день работы. С подпилом все обстоит еще сложнее, так как точно угадать размер практически невозможно.
Как только форматно раскроечный станок установлен, переходим к первому запуску. Речь тут идет о правильном подключении двигателя. Хотя в большинстве инструкций холостой запуск советуют проводить только для бензомоторов, он актуален и для электрооборудования.
Распределительные индукционные катушки не нуждаются в отладке, зато все трущиеся детали должны стать на место и хорошо обкататься в масле. Если сразу начать работу, первые несколько деталей будут испорчены. Холостая прогонка осуществляется по следующему принципу:
- включить станок в сеть,
- дать мотору прогреться 5-10 минут,
- запустить первую скорость и дать агрегату поработать 10-15 минут,
- запустить вторую скорость на 5-10 минут,
- запустить 3 скорость на 5-10 минут, если есть,
- дополнительный пильный диск всегда работает на повышенных оборотах, поэтому его запускают сразу, и выключают после полной холостой прогонки.
После холостой прогонки в начале дают не полную нагрузку, а проверяют систему. Для этого берут не нужные обрезки и проганяют их через пильный диск, если шов ровный, значит все настроено верно и оборудование готово к работе. Если видны сколы или кривизна пропила, значит причины нужно искать уже в других элементах форматно раскроечного станка. И дело скорее всего в неправильно подобранном пильном диске.
Обзор и характеристика пильных дисков для форматно раскроечных станков
Диски делятся на:
- крупные зубья 10-12 штук,
- средние зубья 20-24 штуки,
- мелкие зубья 40 и более,
- специализированные 40 и более зубьев имеющих специальную заточку.
1. Так как форматно раскроечные станки подходят не только для распиловки ДСП, МДФ и других материалов на основе древесной стружки, использование крупных зубьев уместно при работе с деревом толщиной до 5 см. Более толстые заготовки нужно обрабатывать уже на специализированном оборудовании.
2. Средние зубья также применяются для дерева, они обеспечивают более качественный рез, и применяются к заготовкам до 2 см.
3. Пилы с мелкими зубьями позволяют получать идеально ровный рез и прочную, красивую кромку. Их недостаток — это повышенное усилие. Хотя на форматно раскроечных станках доводка заготовки осуществляется при помощи каретки, нагрузка на мотор заметно возрастает. Поэтому нужно следить за перегревом.
4. Специализированные пилы имеют заточку прямой — трапеция, что подразумевает — первый зуб делает ровный рез, второй его расширяет. Эта технология применяется специально для обработки материалов на основе опилок, так как позволяет сохранить целостность структуры. После распиловки кромка сразу же готова к ламинированию.
Именно диски четвертой категории идут в комплекте запчастей для форматно раскроечных станков. Но так бывает не всегда. Большинство китайских и некоторые европейские производители экономят и заменяют диски по ДСП более дешевыми обычными дисками с мелким зубом.
Дополнительный диск всегда идет со средним зубом. Пилить под углом сложнее, поэтому более крупный зуб компенсирует нагрузку на слабый мотор подрезной пилы.
Следующий важный момент — способ изготовления. Бывают:
- монолитные диски,
- твердосплавные диски.
1. Монолитный диск изготавливается из цельного стального бруска. Эта технология наиболее дешевая, но диски не отличаются высоким качеством, быстро стираются и легко колятся.
2. Более дорогие твердосплавные диски не только обеспечивают более точный рез, но и служат значительно дольше. Основа таких дисков, как и в предыдущем случае, монолитная, но на зубья напаяны твердосплавные режущие пластины. Они практически не нуждаются в заточке, не стираются и по времени эксплуатации в 4-5 раз превосходят монолитные диски.
Наладка форматно раскроечного станка
Ровное основание и правильный диск — это еще не гарантия того, что деталь будет распилена ровно. Речь идет о регулировке скорости и выборе правильного режима.
Большинство форматно раскроечных станков имеет 3 скорости основного распилочного диска и одну — подрезного, с нее и начнем.
Чем выше скорость вращения — тем точнее рез. Но при этом важно понимать, что большие обороты дают большую нагрузку на двигатель. Стандартный двигатель подрезной пилы имеет мощность 750 Вт. Это достаточно мало, так как даже большинство ручных лобзиков рассчитаны на 1-1,5 кВт. Следовательно чем выше обороты подрезного диска, тем тоньше должна быть заготовка. Для примера возьмем скорость вращения в 9000 оборотов в минуту. При этих показателях максимальная толщина заготовки не должна привышать 1,5 см, иначе на резе образуются сколы, а кромка будет плохого качества.

Совет: тихоходные подрезные диски, до 7500 об/минуту, устанавливаются только на дорогих промышленных системах, во всех остальных случаях толщина заготовки должна быть в пределах 1-1,8см.
Основной диск вращается медленнее:
- первая скорость 3000-4500 об/мин,
- вторая скорость 4500-6000 об/мин,
- третья скорость 6000-8000 об/мин.
Показатели условны, и зависят от модели и производителя.
Регулировка форматно раскроечного станка происходит опытным путем. Связанно это не столько с техникой, сколько с материалом. Будь то ДСП, OSB, МДФ или любой другой продукт на основе опилок, в его состав входят клей, смолы, древесная стружка, присадки, прокладки, и другие компоненты. Все это сильно влияет на такой параметр, как твердость. Лист фанеры одного производителя легко и точно кроится на оборотах в 7000, лист другого крошится даже при 4000.
Указанная деталь часто становится причиной по которой потребитель недоволен техникой и сервисным центром, который отказывается ремонтировать полностью исправный аппарат.
Далее следует поговорить об электрической части оборудования. Форматно раскроечные станки, схемы и соединения в которых крайне подвержены атмосферному воздействию, часто хранятся в плохопроветриваемых, сырых помещениях. В низкокачественных моделях это приводит к образованию коррозии, в более дорогих — к отложению солей.
Соль хорошо проводит электричество. Следовательно, когда ток подается на микросхему и соприкасается с соляным отложением, часть тока расходуется впустую. В результате, напряжение и сила тока падают, а в некоторых случаях, наоборот, возрастают в разы. Это приводит к неправильной работе всей системы целиком. В скором времени контакты начинают коротить, оплавляться и перегорать.
Решить проблему достаточно просто. Перед началом эксплуатации необходимо проверить всю электроразводку и очистить схемы. Иногда, при транспортировке, кабеля пережимаются или перетираются, осмотр выявит и этот дефект.

Устройство форматно раскроечного станка предполагает наличие еще одного весьма капризного элемента — каретки — доводчика. В качественных агрегатах она изготовляется из алюминия. Металл не подвержен коррозии и не нагружает роликовый механизм, так как значительно легче стали. Все необходимые действия перед началом работы — проверить на прочность болты направляющей планки.
В более дешевых моделях используется как раз сталь. Материал быстро окисляется, ржавчина забивает ролики, а достаточно большой вес каретки разбалтывает крепежи. Даже люфт в 1-2 мм ощутимо влияет на качество пропила. А если плавность хода каретки нарушена, о ровной кромке даже не приходится мечтать.
Ремонт форматно раскроечных станков
Неправильная эксплуатация прибора рано или поздно приводит к его поломке. В большинстве случаев неисправности обнаруживаются еще в период срока действия гарантии и устраняются непосредственно мастерами сервисного центра.

Послегарантийное обслуживание стоит достаточно дорого, поэтому необгодимо разобраться в узлах форматно раскроечного станка и научиться локализировать причину. Для удобства разделим их на две группы:
К механическим причинам поломки относят:
- износ деталей,
- попадание мусора,
- разбалтывание крепежей,
- механические или химические повреждения,
- нерегулярное техобслуживание.
Старые детали легко заменить, крепления поджать, а забившийся узел разобрать и прочистить. Если речь идет о каких либо повреждениях, то скорее всего понадобится замена детали. Ни один из элементов узлов не подлежит пайке или рихтовке. Но самый грозный враг любого форматно раскроечного станка — нерегулярное проведение технического осмотра. Почти каждая деталь является трущейся, соответственно должна быть хороша смазана маслом или смазкой. При нагреве масло испаряется, а смазка высыхает. Чем чаще и дольше работает станок, тем быстрее нагреваются его элементы и расходуется материал. Осмотр на предмет смазки желательно проводить раз в неделю.

К электрическим причинам поломки относят:
- перетирание кабелей,
- замыкание микросхем,
- перегорание проводки,
- перегорание мотора.
Без специальных знаний и аппаратуры выявить электрические причины поломки достаточно сложно. Единственное исключение мотор, но только в том случае, если он сгорел во время работы. Решением станет любой электрик с качественным электронным вольтметром.

Полезные советы по работе с форматно раскроечным станком
Достаточно популярный вопрос о том, как сделать форматно раскроечный станок более производительным. Ответ на него только один — поставить более мощный мотор. Тем не менее, перед выполнением данной процедуры, нужно взвесить все за и против. Кроме очевидного повышения расхода электроэнергии есть много других подводных камней:
- Понадобится электрик, который не только составит схему подключения прибора, но и рассчитает все технические данные.
- Механизм крепления пильных дисков придется сделать более надежным. Для этого понадобится оборудовать зажим дополнительными разъемами.
- Легкие столы, до 1500 кг, необходимо дополнительно закрепить к полу. Обычно для этих целей к ножкам прикручивают металлические уголки, которые фиксируются в полу дюбелями.

- Чем мощнее мотор, тем лучше должна быть система охлаждения. И эта проблема является наиболее сложной. Высокотехнологичные решения стоят дорого, а обычные вентиляторы не слишком помогают.
- Если модернизация происходит еще в момент действия гарантийного обслуживания, то самовольное изменение системы предполагает расторжение договора о бесплатном ремонте.
Таким образом, целесообразность весьма спорна. Если нужен форматно раскроечный станок большой мощности, проще подобрать соответствующую требованиям модель. Если на практике тех. характеристики оказались завышенными, по закону есть две недели обменять товар на другой или забрать деньги.
Настройка форматно раскроечного станка видео представлено ниже:
Источник